



Основи прецизійного лиття під тиском
Основні принципи автомобільного лиття під тиском
У автомобільній промисловості дуже важливо все робити правильно, і лиття під тиском є одним із ключових процесів, які забезпечують високу якість деталей. Основна суть цього процесу полягає в тому, що розплавлений метал під високим тиском вводиться в сталеві форми, завдяки чому виробники можуть створювати складні форми з точними розмірами. Автомобільній галузі потрібні різноманітні складні деталі — від блоків циліндрів до картерів коробок передач, і саме цей метод дозволяє виготовлювати їх з високою точністю. Справжньою перевагою лиття під тиском є швидкість виготовлення деталей порівняно з більш старими методами. Тоді як традиційні способи можуть вимагати більше часу на кожну одиницю продукції, лиття під тиском відповідає сучасним вимогам виробництва, не погіршуючи якості. Саме тому багато заводів продовжують використовувати цей метод рік за роком, незважаючи на високі початкові витрати, адже коли автомобілі з'їжджають з конвеєрів по всьому світу, вони потребують надійних компонентів, виготовлених із суворим дотриманням допусків.
Технологія холодної камери проти гарячої камери
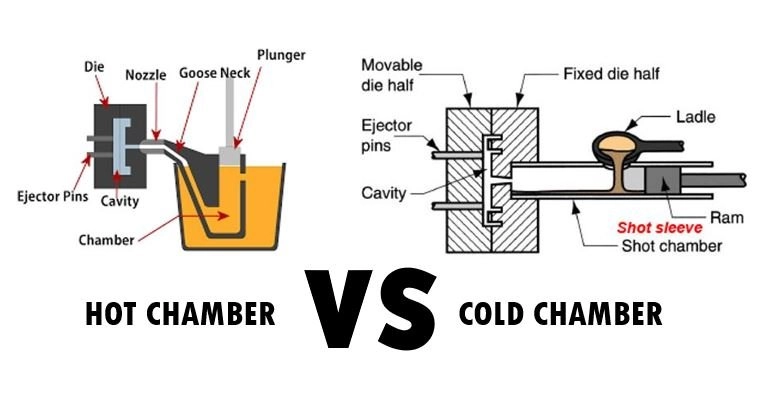
В основному існують два основні підходи до лиття під тиском — методи холодної та гарячої комірки, кожен з яких має свої переваги та обмеження. Під час лиття в холодній комірці метал спочатку окремо розплавляють, а потім заливають у форму. Це працює найкраще, коли маєш справу з матеріалами, які потребують дуже високих температур для плавлення, наприклад, алюмінієві сплави. Лиття в гарячій комірці передбачає зовсім інший підхід. Метал залишається рідким у з'єднаній камері безпосередньо біля форми, що має сенс для таких матеріалів, як цинк, які плавляться при нижчих температурах. Лиття в холодній комірці виготовляє деталі з кращою загальною структурною міцністю, хоча між циклами воно триває довше, ніж процеси з гарячою коміркою. Установки для лиття в гарячій комірці виготовляють продукцію значно швидше, але вони не можуть впоратися з обробкою складних форм чи більших виробів через обмеження простору. Вибираючи між цими варіантами, виробникам доводиться зважувати такі фактори, як властивості матеріалу, розмір деталі та швидкість виробництва. Правильне співвідношення цих параметрів означає вибір потрібного процесу для конкретних застосувань з урахуванням витрат та ефективності.
Матеріалознавство: Сплави алюмінію та застосування цинку
У процесах лиття під тиском алюмінієві сплави та цинк обіймають важливі ролі під час виготовлення автомобільних деталей. Алюміній вирізняється легкістю та міцністю, що допомагає автомобілям економити паливо без шкоди для конструктивної цілісності. Крім того, алюміній не схильний до іржавіння й добре гнеться без розтріскування, тому чудово підходить для таких деталей, як блоки циліндрів і картери коробок передач, де надійність має найвищу важливість. Цинк також має свої переваги. Він дуже добре розтікається під час лиття й стійкий до корозії, що робить його ідеальним для виготовлення деталей складної форми, таких як електричні з'єднувачі та кріпильні скоби з вузькими допусками. Універсальність цих двох металів означає, що виробники автомобілів можуть створювати різноманітні міцні компоненти, які добре працюють навіть за важких дорожніх умов. Для виробників, що прагнуть скоротити витрати, зберігаючи якість продукції, розуміння поведінки цих матеріалів має ключове значення для досягнення оптимального балансу між міцністю й ефективністю вимог у галузі.

Переваги зменшення ваги автомобілів
Паливна ефективність за рахунок зменшення ваги
Легші транспортні засоби витрачають менше палива, тому зменшення ваги має велике значення, якщо ми хочемо досягти кращої паливної ефективності — це важливо як для водіїв, так і для автовиробників у сучасних умовах. Дослідження Національної адміністрації безпеки дорожнього руху (NHTSA) показали, що зменшення загальної ваги автомобіля на 10 відсотків може реально підвищити ефективність використання палива на 6–8 відсотків. Саме тут важливе значення набуває лиття під тиском для виготовлення деталей, які мають меншу вагу, але не поступаються за міцністю. Виробники автомобілів активно використовують цю технологію, щоб відповідати суворим вимогам щодо обмеження викидів, встановленим регулюючими органами. Наприклад, Ford F-150 pickup у своєму виробництві перейшов на алюмінієві кузовні панелі, виготовлені методом лиття під тиском. Це змінило загальну вагу автомобіля, зменшивши її приблизно на 700 фунтів, що дає водіям більше миль на кожен галон палива. Крім економії коштів на паливі, використання легших матеріалів допомагає зменшити вуглецевий слід у глобальній автомобільній промисловості.

Конструктивна міцність тонкостінних компонентів
Лиття під тиском відіграє важливу роль у виробництві тонкостінних компонентів, які все ще витримують навантаження, що має велике значення для стандартів безпеки автомобілів. Навіть коли деталі стають дуже тонкими, цей процес забезпечує необхідні точність і міцність для критичних елементів безпеки, таких як ті, що містять камери або підтримують двигуни. Проте робота з тонкими стінками має свої складнощі. Інженери стикаються із проблемами, такими як контроль руху розплавленого металу в формах і правильне охолодження, щоб деталі не викривилися. Компанії, як Tesla, впоралися із цією проблемою, запровадивши детальні комп'ютерні моделі ще до початку виробництва. Ці симуляції дозволяють їм передбачити можливі проблеми ще до того, як буде влито реальний метал, що допомагає переконатися, що тонкостінні виливки проходять усі тести безпеки і при цьому є достатньо міцними для тривалого серійного виробництва.

Оптимізація компонентів електромобілів
Електромобілі змінюють вимоги, які виробники ставлять до матеріалів компонентів, і лиття під тиском відповідає на ці нові виклики. Деталі, такі як батарейні коробки та корпуси двигунів, добре виготовляються методом лиття під тиском, адже ця технологія дозволяє отримувати легкі, але водночас міцні деталі. Наприклад, алюмінієві виливки зменшують загальну вагу автомобіля, що суттєво впливає на запас ходу електромобіля без підзарядки. Компанії вже почали використовувати цю перевагу. Досить згадати Lucid Motors, яка використала легші матеріали у своїх конструкціях завдяки процесам лиття під тиском. Це допомогло їм створити більш ефективні автомобілі, не порушуючи стандартів безпеки, необхідних на сьогоднішньому конкурентному ринку електромобілів.

Стандарти якості та сертифікації
Вимоги до сертифікації IATF 16949
IATF 16949 стала чимось на зразок золотого стандарту контролю якості в автовиробничій галузі, особливо щодо операцій лиття металу. Цінність цього сертифікату полягає в тому, що він змушує виробників дотримуватися суворих правил, які призводять до отримання послідовно високоякісних комплектуючих. Сам процес охоплює кілька ключових аспектів. По-перше, це відповідальність менеджменту, де керівники мають справді показати, що вони піклуються про якість, а не просто говорити про це. Потім йде управління ресурсами, що гарантує правильне використання усього — від обладнання до персоналу. І нарешті, реалізація продукту перетворює розмиті вимоги клієнтів на реальні продукти, які працюють так, як і мають. Для постачальників, що хочуть вирізнятися на переповненому ринку, отримання такого сертифікату — це вже не просто відповідність мінімальним стандартам. Це майже обов’язково, якщо компанії хочуть довести, що серйозно ставляться до якості, і отримати перевагу над конкурентами, які не вклалися в аналогічні стандарти.

Стабільність процесу завдяки точному контролю
Отримання точного контролю над процесами має дуже важливе значення для забезпечення стабільності та надійності у виробництві виливки під тиском, особливо якщо мова йде про виготовлення високоякісних автокомпонентів, які користуються попитом. Виробники сьогодні використовують різноманітні методи вимірювання разом із досить передовими технологіями, щоб стежити за такими параметрами, як температура й тиск під час виробничих циклів. Візьміть, наприклад, цифрові сенсори — вони тепер скрізь, постійно передаючи назад інформацію, а аналітика в реальному часі допомагає вчасно виявляти проблеми, перш ніж вони перетворяться на серйозні неполадки. І цифри тут не брешуть — компанії повідомляють про значне зменшення кількості бракованих виробів після впровадження кращих систем контролю. І, звісно, менше дефектних деталей означає більше задоволених клієнтів у загальному підсумку. Отже, правильно організувати ці процеси контролю — це вже не просто бажано, а фактично необхідно, якщо виробники хочуть залишатися конкурентоспроможними на сучасному ринку, де якість важить більше, ніж будь-коли.

Запобігання дефектам та підтвердження якості
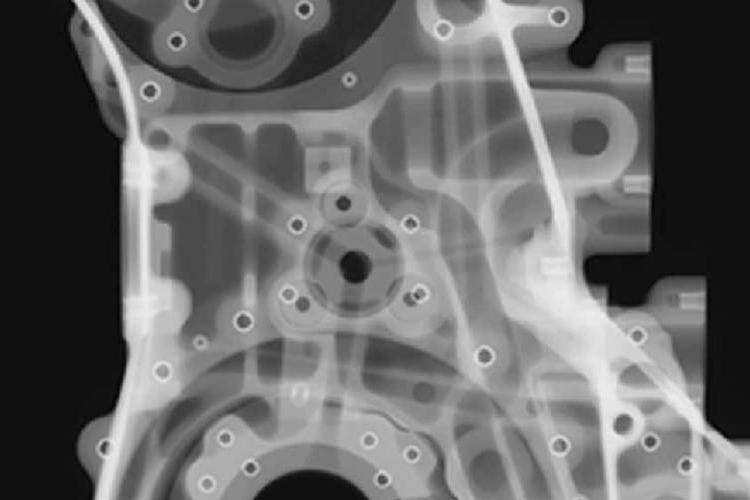
Під час лиття під тиском такі проблеми, як пористість, зміщені частини або шорсткі поверхні, часто виникають під час виробництва. На щастя, існують способи запобігання цим проблемам ще до їхнього виникнення. Багато заводів тепер покладаються на перевірки якості, які не пошкоджують сам продукт, наприклад, так зване неруйнівне тестування (NDT). Ці тести дозволяють виробникам виявляти можливі дефекти значно раніше, ніж це дозволяють традиційні методи. Розглядання прикладів із реального життя робить це явище зрозумілішим. Один завод помітив суттєве покращення після того, як почав регулярно використовувати рентгенівське та ультразвукове тестування. Промисловість дійсно підвищила рівень контролю якості продуктів ще до того, як вони потрапляють до споживачів. Компанії витрачають час і кошти на ці перевірки, тому що ніхто не хоче, щоб дефектні деталі потрапили до готових виробів.
Стратегічні рекомендації щодо реалізації
Вибір постачальників алюмінієвого лиття під тиском
Пошук надійних постачальників алюмінієвого лиття під тиском має ключове значення, коли йдеться про ефективне отримання якісних деталей. Звертайте увагу на компанії, які справді дбають про контроль якості та мають необхідні технологічні оновлення для відповідності сучасним виробничим стандартам. Також важливі сертифікації. Зокрема, сертифікат IATF 16949 свідчить про те, що компанія серйозно ставиться до якості та дотримується суворих процедур. Оцінюючи потенційних партнерів, не забудьте дізнатися, як вони здійснюють контроль якості з повсякденними операціями. Дізнайтеся, чи мали вони досвід у виконанні подібних проектів і як вони впораються із збільшенням обсягів виробництва за зміни попиту. Отримання цих даних заздалегідь допоможе уникнути проблем у майбутньому та знайти постачальника, який добре працюватиме зараз і зможе розвиватися разом із вашим бізнесом.
Обладнання та масштабованість виробництва
Здатність масштабування оснащення для лиття під тиском має велике значення, якщо враховувати поточні потреби та те, що може виникнути в майбутньому. Проекти інструментів, які дозволяють виробникам легко вносити зміни, суттєво допомагають у разі необхідності підвищення обсягів виробництва. Наприклад, лиття під високим тиском дозволяє підприємствам швидко коригувати процеси, щоб встигати задовольняти зростаючий попит, не порушуючи якості продукції. Це особливо стосується автомобільної промисловості, адже автовиробники часто стикаються з раптовими піками замовлень під час певних сезонів чи запуску нових моделей. Також варто згадати про сучасні машини з функціями автоматизації, які значно прискорюють переналагодження між різними виробничими циклами. Саме такі удосконалення дозволяють виробникам не застрягати на етапі, коли обсяги перевищують закладені в обладнанні можливості.

Аналіз ефективності вартості протягом терміну служби
Аналіз витрат на етапі планування проектів лиття під тиском допомагає компаніям передбачити можливі витрати в майбутньому. Такий підхід охоплює всі аспекти, що впливають на витрати: від підготовки виробництва, безпосередньо власне виробництва, технічного обслуговування протягом тривалого часу, до утилізації або переробки в кінці життєвого циклу. Багато виробників помітили, що включення аналізу витрат протягом усього життєвого циклу суттєво впливає на планування. Наприклад, у сфері екологічного виробництва компанії починають використовувати матеріали, які можна переробляти згодом. Такі підходи дозволяють економити кошти та водночас підвищують екологічність. Ми спостерігали, як кілька підприємств змінили свій підхід до виробництва після впровадження цих методів. У результаті вони приймають більш обґрунтовані рішення щодо витрат і ефективніше керують операціями на всіх етапах реалізації проектів лиття під тиском.