




Kostnadseffektivitet i høyvolums aluminiumtrykk
Når det gjelder å produsere mange deler raskt, skiller aluminiumsdie støping seg ut når det gjelder hvor kostnadseffektiv den kan være. Metoden fungerer ved å injisere smeltet metall i gjenbruksbare former under høyt trykk, noe som betyr at hver enkelt del som oftest kan produseres på litt under ett minutt. Det imponerende er at delene fremdeles oppnås med svært tighte toleranser på rundt pluss eller minus 0,002 tommer. Siden de er så nøyaktige fra begynnelsen, er det mye mindre behov for ekstra arbeid etter støpingen. Ifølge industridata fra NADCA i deres rapport fra 2023 oppgir fabrikker at de sparer cirka 40 prosent på maskineringskostnader når de bytter fra sandstøping til denne teknikken.
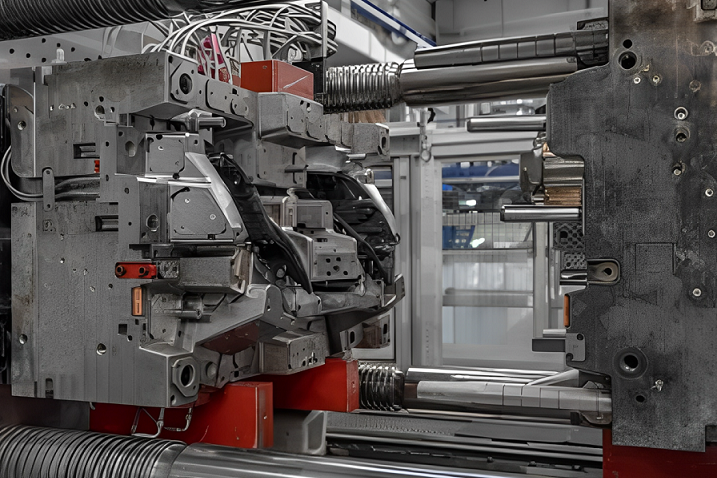
Kostnadseffektivitet i die støpeprosesser ved høyvolumproduksjon
Aluminiumtrykketeknologiens automasjonsvennlige natur muliggjør 24/7-produksjon med minimal overvåking. Multi-sagformede former produserer samtidig 4–8 identiske komponenter, noe som fører til betydelig reduksjon i enhetskostnader ved storproduksjon. Materiaalutnyttelsen overstiger 95 %, og avfallsaluminium gjenbrukes umiddelbart i nye støp, noe som ytterligere øker den økonomiske effektiviteten.
Redusert syklustid og leveringstid i aluminiumstrykking
Moderne koldtkammermaskiner oppnår syklustider som er 30 % raskere enn tradisjonelle metoder takket være avanserte kjølesystemer og sanntidsmonitorering. En biltilbyder reduserte leveringstiden fra 12 uker til 3 uker ved å bytte til aluminiumstrykking for EV-batterihus, noe som viser dets innvirkning på respons og leveringskjedens smidighet.
Økonomiske fordeler gjennom forenklede produksjonsprosesser
Integrerte robotsystemer håndterer diesmøring, delutkasting og trimming i en enkelt automatisert celle. Denne konsolideringen reduserer behovet for manuelt arbeid med 55 % samtidig som den sikrer jevn produksjon – avgjørende for produsenter av medisinsk utstyr som krever FDA-konform dokumentasjon og sporbarhet.
Case Study: Kostnadsevninger i produksjon av autokomponenter
En Tier 1-leverandør oppnådde en årlig kostnadsreduksjon på 28 % ved å bytte fra bearbeidet stål til die-cast aluminiumsnaver. Endringen eliminerte sju maskinoperasjoner og forbedret styrke-til-vekt-forholdet, og resulterte i en årlig besparelse på 4,2 millioner dollar for 1,2 millioner produserte enheter.

Akselererte produksjonssykluser og tid-ta-markedsfordeler
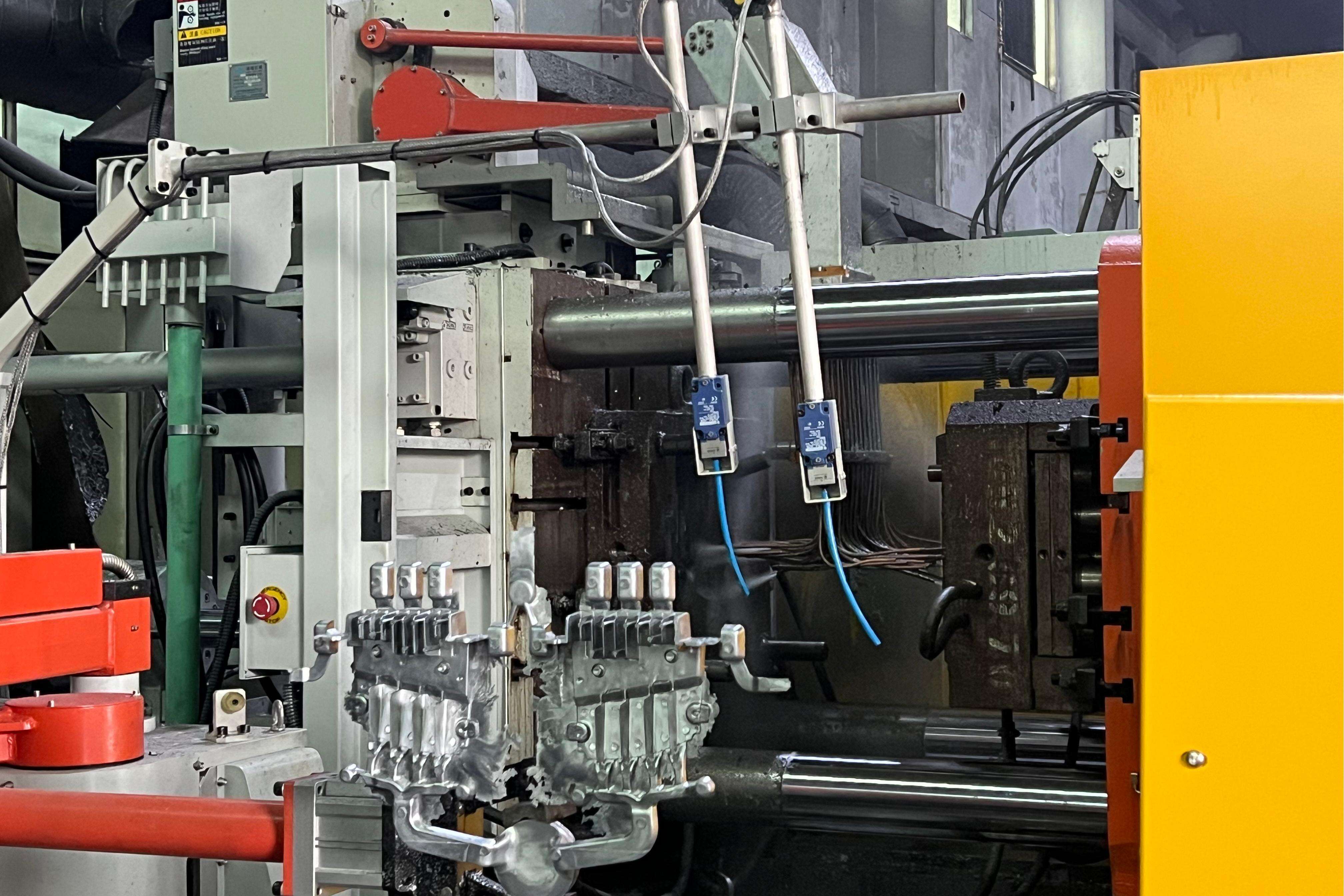
Moderne aluminiumsdiecasting oppnår syklustider så lave som 30 sekunder per komponent gjennom fullt automatiserte systemer og høyhastighetsinjeksjon. Denne konsistensen tillater produsenter å produsere over 50 000 identiske deler månedlig, samtidig som de opprettholder en dimensjonell nøyaktighet på ±0,25 mm i anvendelser innen bilindustrien og romfart.
Effektivisering av produksjon med rask og gjentatt aluminiumsdiecasting
Automatisk smøring og temperaturkontrollerte former støtter uavbrutt 24/7-drift, og reduserer nedetid med 60 % sammenlignet med manuelle prosesser. Støping med vakuumhjelp oppnår 99,7 % formfyllingsgrader, og minimerer porøse feil som tradisjonelt krever ombearbeiding.
Høy presisjon og nøyaktighet reduserer behovet for etterbehandling
Komponenter med overflatebehandling på Ra 0,4–0,8 μm fra CNC-maskinerte former tillater at 83 % av delene kan gå direkte fra støping uten behov for sekundær bearbeiding. Sanntids trykksensorer justerer injeksjonsparametere underveis i syklusen og opprettholder veggtykkelse innenfor 0,15 mm gjennom hele produksjonsløpet.
Konsekvent kvalitet som muliggjør raskere produktlanseringer
Ifølge bransjerapporter (2024) oppgir produsenter som bruker automatisert die støping 40 % raskere produksjonsopptak sammenlignet med konvensjonelle metoder. Denne nøyaktigheten reduserer kvalitetsvalideringsfasene med 3–5 uker, og hjelper OEM-er med å overholde tette utviklingsskjemaer uten å kompromittere IATF 16949-samsvar.
Lettvikt og ytelse samt materialoptimering
Lettvekt og høy styrke ved aluminiumsdysestøpte deler
Ifølge ny forskning fra Springer i 2023 veier aluminiumsdeler som er produsert ved hjelp av trykkstøping omtrent 40 til 50 prosent mindre enn deres stålmotstykker, men opprettholder likevel tilsvarende styrkeegenskaper. Når det gjelder faktiske fordeler, har denne vektdifferansen en reell innvirkning på bilens ytelse. For biler med tradisjonelle motorer snakker vi om cirka 6 og opp til hele 8 prosent bedre drivstofføkonomi. Elbiler får en enda større fordel, med omtrent 15 til 20 prosent ekstra rekkevidde fra samme batteripakke. Hva som gjør alt dette mulig, er selve trykkstøpeprosessen, som tillater produsenter å lage deler med veggtykkelser så tynne som bare 0,6 millimeter, samtidig som de kan inkludere komplekse indre ribber som fordeler spenning mer jevnt over komponenten. Alle disse egenskapene arbeider sammen slik at ingeniører kan konstruere deler som yter utmerket uten å legge til overflødige vekt.

Overlegen styrke-til-vekt-forhold for strukturell effektivitet
Aluminium har et imponerende styrke-til-vekt-forhold på rundt 100 kN m per kg, noe som gjør det bedre enn mange ingeniørplast og magnesiumlegeringer på markedet i dag. Ingeniører finner ofte ut at de kan erstatte flere ståldeler med bare én aluminiumsdelmetning. Dette gjør at brobjelker kan strekke seg omtrent 30 prosent lengre avstander mens de opprettholder de samme strukturintegritetskravene. Når materialet blir utsatt for varmebehandling som T5- eller T6-tempereringsmetoder, oppnår det flytegrenser nær 270 MPa. Det er sammenlignbart med mykt stål, men med bare omtrent en tredjedel av vekten, noe som gjør aluminium til et smart valg for applikasjoner hvor både styrke og lettvikts egenskaper er viktige.
Materialoptimering i luftfarts- og bilapplikasjoner
Bilprodusenter bruker die-cast aluminium for å redusere massen på lukkingspaneler med 30–40%og oppfyller FMVSS 214s krav for sidelengs kollisjon. I luftfart brukes topologioptimerte turbinbladhusinger for å oppnå 25 % vektreduksjon med integrerte kjølekanaler. Over 70 % av produksjonsaluminium gjenbrukes under produksjon, og omprosesseringsbehovet er 90 % lavere enn for nytt aluminium (Springer, 2020).
Nøkkelmetoder for materialoptimering:
- Endringer i fasediagram for silikoninnhold (6–12 %)
- Porøsitetsreduksjon med vakuumhjelp (<0,1 % hulromsinnhold)
- Hybridstrukturer som kombinerer støpt aluminium med CFRP-innsettinger
Forbedringer av energieffektivitet i transportsystemer ved bruk av optimerte aluminiumsdysestøpninger reduserer livsløpsutslipp av CO₂ med 12 tonn per kjøretøy. Materialforskere bruker datamodellering for å simulere spenningfordeling i komplekse støpninger og oppnår 18–22 % vektreduksjon uten at kollisjonssikkerheten reduseres.
Designfleksibilitet for komplekse, store komponenter
Designfrihet for detaljerte geometrier og integrerte funksjoner
Aluminiumdysestøping gjør det mulig å lage former som enkelt ikke kan lages med vanlig maskinering eller platearbeid. Prosessen fungerer også for virkelig tynne vegger, noen ganger så små som 3 mm med omtrent pluss/minus 0,25 mm toleranse. Det som er kult, er hvordan alle de små detaljene som kjølekanaler, strukturelle ribber og plasser hvor ting skal monteres, blir bygget direkte inn i delen selv under støpingen. Når alt blir satt sammen på denne måten, er det ikke behov for ekstra monteringssteg etterpå. Og ifølge noen bransjetall fra i fjor reduserer denne tilnærmingen antall potensielle svake punkter i det endelige produktet med mellom 40 og 60 prosent sammenlignet med deler som blir sveiset sammen etterpå.
Muliggjør integrering av karosséri og konsolidering av deler
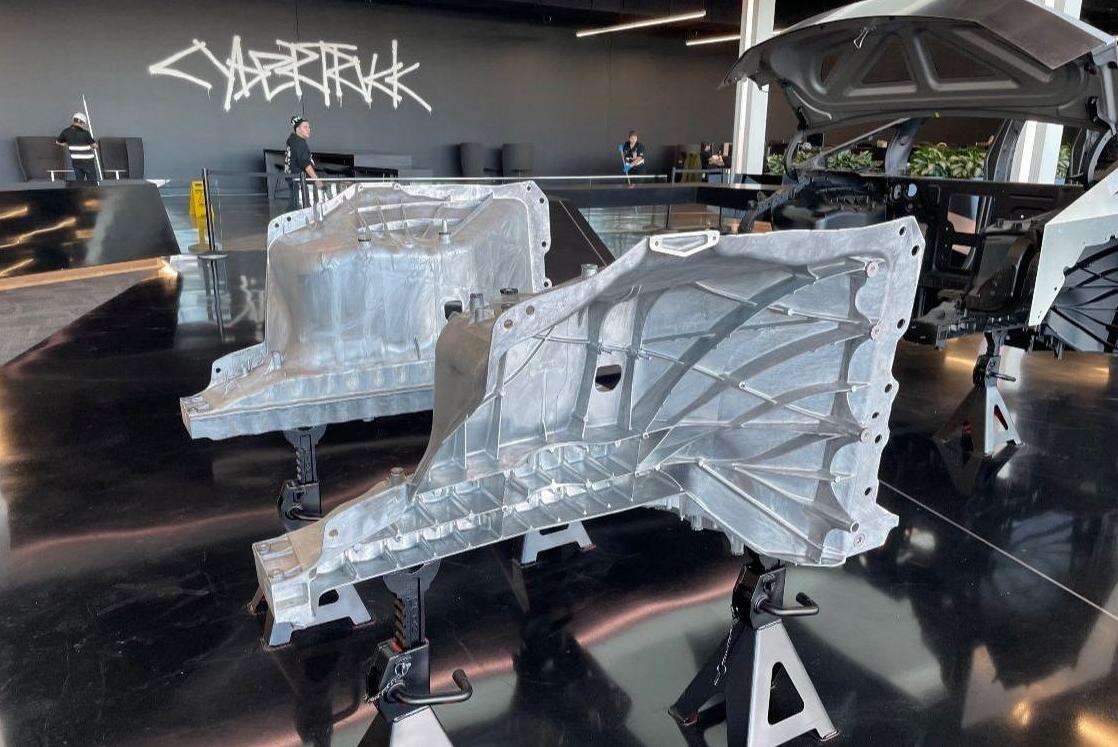
Bilprodusenter konsoliderer nå karossstrukturer fra over 50 stansede deler til bare 2–3 store aluminiumsstøpte deler. Denne tilnærmingen reduserer vekten med 18–22 %, øker vridestivheten med 30–35 % og reduserer behovet for samlelinjer med 70 %, noe som forbedrer både sikkerhet og kostnadseffektivitet.
Gigastøping: Revolusjonerer storstekt aluminiumsdysestøping i bilindustrien
Gigastøpingspresser på over 9 000 tonn muliggjør enkeldeler for underkropp større enn 2 m². Denne innovasjonen reduserer sveiseunkter med 85 % og forkorter produksjonsykluser med 30 % sammenlignet med flerdelsmonteringer. Med prognoser som indikerer at 65 % av nye elbilplattformer vil benytte denne teknologien innen 2026, understreker gigastøping viktigheten av aluminiumsdysestøping for skalerbar og effektiv bilproduksjon.
Miljø- og energieffektivitetsfordeler
Energieffektiv produksjon med aluminiumsdysestøping
Aluminiumdysestøping bruker 30–40 % mindre energi enn sandstøping på grunn av rask varmeavgivelse og lavere smeltetemperaturer (660 °C mot 1600 °C for stål). Automatiserte systemer minimerer inaktiv tid, noe som ytterligere optimaliserer energiforbruket under produksjonsløp.
Minimalt materialavfall og høy resirkulerbarhet av aluminium
Anlegg for dysestøping oppnår materialutnyttelse over 95 %, med avfall av aluminium som gjenbrukes umiddelbart. Aluminium kan gjenbrukes til 100 % uten nedbrytning, og gjenbruk krever 95 % mindre energi enn primærproduksjon (studie fra 2023), noe som støtter lukkede produksjonssykluser.
Støtter bærekraftige produksjonsmål med miljøvennlige prosesser
Industrier som bruker aluminiumdysestøping rapporterer 25 % lavere karbonavtrykk. Vektreduksjoner i bilindustrien på 38–45 % gjennom bruk av aluminium reduserer utslipp direkte. Prosessen er i tråd med ISO 14001-standarder gjennom lave VOC-utslipp og kompatibilitet med støperier drevet av fornybar energi.
Ofte stilte spørsmål
Hva er aluminiumsdysestøping?
Aluminiumtrykkstøping er en produksjonsprosess der smeltet metall injiseres i former under høyt trykk for å lage nøyaktige deler.
Hvorfor er aluminiumtrykkstøping kostnadseffektiv?
Prosessen er kostnadseffektiv på grunn av sin evne til å produsere store mengder raskt med minimal bearbeiding, noe som reduserer arbeids- og materialkostnader.
Hva er fordelene med aluminiumtrykkstøping i bilapplikasjoner?
I bilapplikasjoner gir aluminiumtrykkstøping lettvikts-egenskaper, forbedret drivstoffeffektivitet og reduserte utslipp.
Hva rolle spiller aluminiumtrykkstøping i miljøbærekraft?
Aluminiumtrykkstøping støtter bærekraft ved å redusere energiforbruket, gjenvinne materialer og senke karbonfotavtrykket.