




Экономическая эффективность при высоком объеме алюминиевого литья под давлением
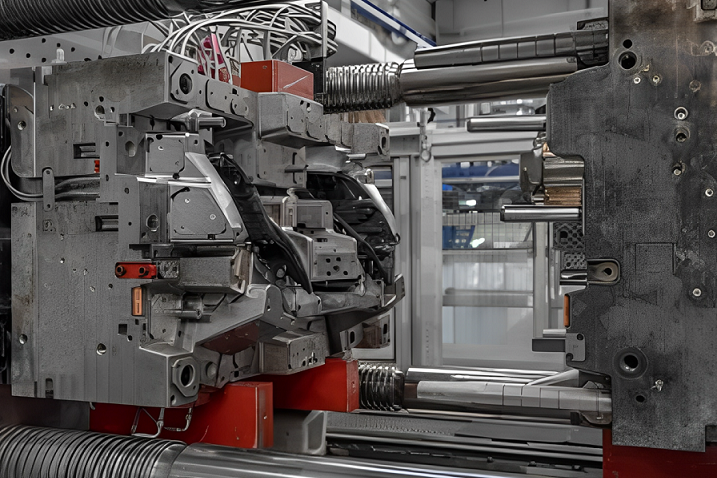
Когда речь идет о производстве большого количества деталей в короткие сроки, литье алюминиевых сплавов под давлением выделяется своей экономической эффективностью. Метод заключается во впрыске расплавленного металла в многоразовые формы под высоким давлением, что позволяет изготавливать каждую деталь за минуту или даже быстрее. Важно, что детали получаются с очень высокой точностью — допуски составляют примерно плюс-минус 0,002 дюйма. Благодаря такой точности на выходе значительно сокращается потребность в дополнительной обработке деталей после литья. По данным отраслевого отчета NADCA за 2023 год, предприятия сообщают о сокращении затрат на механическую обработку примерно на 40 % при переходе с песчаного литья на этот метод.
Экономическая эффективность процессов литья под давлением при крупносерийном производстве
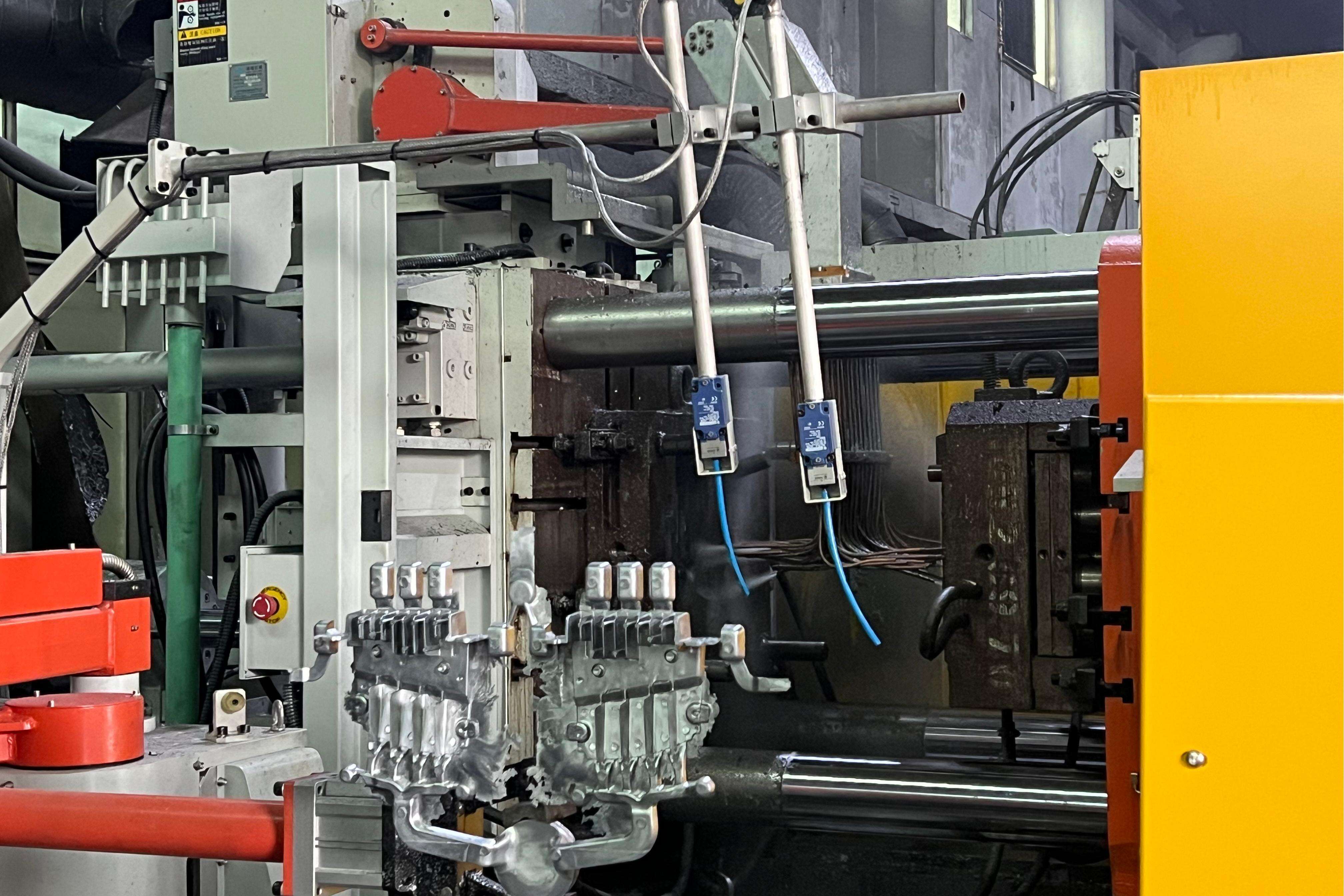
Благодаря автоматизированному процессу литья алюминия производство может осуществляться 24/7 с минимальным надзором. Многополостные пресс-формы одновременно производят 4–8 идентичных компонентов, что значительно снижает себестоимость единицы продукции в масштабах массового производства. Использование материала превышает 95%, при этом алюминиевые отходы сразу же перерабатываются в новые отливки, дополнительно повышая экономическую эффективность.
Сокращение времени цикла и времени выполнения заказа в процессе литья алюминия под давлением
Современные машины с холодной камерой обеспечивают цикл за время, которое на 30% быстрее традиционных методов, за счёт продвинутых систем охлаждения и мониторинга в реальном времени. Один из поставщиков автомобильной промышленности сократил сроки поставки с 12 до 3 недель, перейдя на литьё алюминия под давлением для корпусов аккумуляторов электромобилей, что демонстрирует его влияние на оперативность и гибкость цепочки поставок.
Экономические выгоды благодаря оптимизации производственных процессов
Интегрированные роботизированные системы выполняют смазку матриц, выброс деталей и обрезку в единой автоматизированной ячейке. Это объединение сокращает потребность в рабочей силе на 55%, обеспечивая при этом стабильное качество продукции — критически важное преимущество для производителей медицинских устройств, которым необходимы документирование и прослеживаемость в соответствии с требованиями FDA.
Кейс: Снижение затрат в производстве автомобильных компонентов
Поставщик первого уровня достиг 28-процентного годового снижения затрат, перейдя от обработанной стали к литым алюминиевым поворотным кулакам. Это изменение позволило исключить семь этапов механической обработки и улучшило соотношение прочности к весу, обеспечив ежегодную экономию в размере 4,2 млн долларов США на 1,2 млн выпускаемых изделий.

Ускоренные производственные циклы и преимущества во времени вывода на рынок
Современный алюминиевый литьевой прессинг позволяет достичь циклов производства менее 30 секунд на компонент за счет полностью автоматизированных систем и литья под высокой скоростью. Такая стабильность позволяет производителям выпускать более 50 000 идентичных деталей в месяц, сохраняя размерную точность ±0,25 мм в автомобильной и авиационной промышленности.
Оптимизация производства с помощью быстрого и воспроизводимого алюминиевого литьевого прессования
Автоматическая смазка и формы с контролируемой температурой обеспечивают бесперебойную работу 24/7, сокращая простои на 60% по сравнению с ручными процессами. Литье с вакуумной поддержкой достигает 99,7% заполнения форм, минимизируя пористость, которая традиционно требует доработки.
Высокая точность и аккуратность, уменьшающие потребность в дополнительной обработке
Формы, обработанные на станках с ЧПУ с параметром шероховатости поверхности Ra 0,4–0,8 мкм, позволяют 83% компонентов избежать вторичной механической обработки. Датчики давления в реальном времени корректируют параметры литья в середине цикла, обеспечивая толщину стенки с отклонением не более 0,15 мм на протяжении всей производственной партии.
Стабильное качество, обеспечивающее более быстрый выход продукции на рынок
Согласно отраслевым отчетам (2024), производители, использующие автоматизированное литье под давлением, сообщают о 40% более быстром запуске производства по сравнению с традиционными методами. Такая точность сокращает фазы валидации качества на 3–5 недель, что помогает OEM-производителям соблюдать tight графики разработки без ущерба для соответствия стандарту IATF 16949.
Легкий вес и оптимизация материалов
Легкий вес и высокая прочность литья алюминиевых сплавов под давлением
Согласно недавним исследованиям Springer (2023), алюминиевые отливки в сравнении со стальными на 40–50 % легче, но при этом сохраняют схожие характеристики прочности. Что касается реальных преимуществ, то разница в весе оказывает существенное влияние на эксплуатационные характеристики транспортных средств. Для автомобилей с традиционными двигателями экономия топлива увеличивается примерно на 6–8 %. Электромобили получают еще более значительное преимущество: увеличение запаса хода на 15–20 % при использовании той же батареи. В чём секрет? Самый процесс литья под давлением позволяет производителям изготавливать детали со стенками толщиной всего 0,6 мм, при этом включать сложные внутренние рёбра жёсткости, которые равномерно распределяют нагрузку по всей детали. Все эти особенности в совокупности позволяют инженерам создавать детали, обладающие исключительной производительностью, без излишнего веса.

Высокое соотношение прочности к весу для структурной эффективности
Алюминий обладает впечатляющим соотношением прочности к весу — около 100 кН·м на кг, что делает его лучше многих инженерных пластиков и магниевых сплавов, представленных на рынке сегодня. Инженеры часто обнаруживают, что могут заменить несколько стальных компонентов всего одним литым компонентом из алюминия. Это позволяет балкам мостов перекрывать на 30 процентов большие расстояния, сохраняя те же требования к конструкционной целостности. При подвержении термообработке, например, методам упрочнения Т5 или Т6, материал достигает предела текучести около 270 МПа. Это сопоставимо с низкоуглеродистой сталью, но при этом вес составляет лишь около трети от стального, что делает алюминий разумным выбором для применений, где важны как прочность, так и легкость.
Оптимизация материалов в авиационно-космической и автомобильной промышленности
Автопроизводители используют литье алюминия под давлением для снижения массы панелей закрытия на 30–40%при соблюдении стандартов безопасности при боковом столкновении FMVSS 214. В аэрокосмической отрасли, турбинные корпусы с оптимизированной топологией обеспечивают снижение веса на 25% за счет интегрированных охлаждающих каналов. Более 70% производимого алюминия перерабатывается повторно в процессе производства, а для его повторной обработки требуется на 90% меньше энергии по сравнению с первичным алюминием (Springer, 2020).
Ключевые стратегии оптимизации материалов:
- Корректировка диаграммы фаз для содержания кремния (6–12%)
- Снижение пористости с вакуумной поддержкой (<0,1% объема пустот)
- Гибридные конструкции, сочетающие литой алюминий с вставками из углепластика (CFRP)
Повышение энергоэффективности в транспортных системах за счет использования оптимизированных алюминиевых отливок позволяет сократить выбросы CO₂ на протяжении жизненного цикла на 12 тонн на одно транспортное средство. Ученые-материаловеды используют вычислительное моделирование для симуляции распределения напряжений в сложных отливках, добиваясь снижения веса на 18–22% без ущерба для показателей безопасности при столкновениях.
Гибкость проектирования для сложных и крупногабаритных компонентов
Свобода проектирования для сложных геометрий и интегрированных функций
Алюминиевое литье под давлением позволяет создавать формы, которые просто невозможно изготовить при обычной обработке или работе с листовым металлом. Этот процесс работает даже для очень тонких стенок, иногда всего 3 мм с допуском примерно плюс-минус 0,25 мм. Интересно, что такие мелкие детали, как охлаждающие каналы, конструктивные ребра и места крепления компонентов, изготавливаются непосредственно в самой детали во время литья. Когда все создается таким образом, отпадает необходимость в дополнительных этапах сборки после изготовления. Кроме того, согласно некоторым отраслевым данным прошлого года, такой подход позволяет сократить количество потенциальных слабых мест в готовом продукте на 40–60% по сравнению с изделиями, которые свариваются позже.
Обеспечивает интеграцию каркаса кузова и объединение деталей
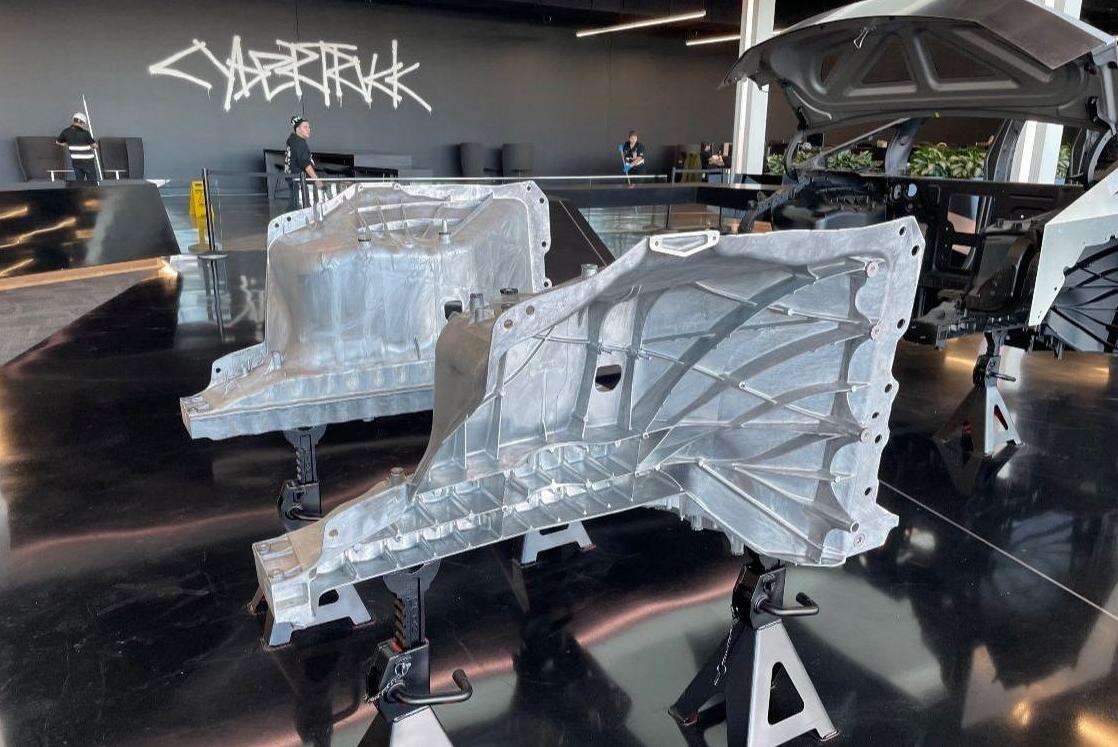
Автопроизводители теперь объединяют конструкции белых кузовов из 50+ штампованных деталей в всего 2–3 больших алюминиевых отливки. Такой подход позволяет снизить вес на 18–22%, повысить жесткость на кручение на 30–35%, а также сократить потребности в сборочных линиях на 70%, улучшая безопасность и экономическую эффективность.
Гигантское литье: революция крупногабаритного литья алюминиевых деталей в автомобилестроении
Прессы для гигантского литья с усилием более 9 000 тонн позволяют создавать цельные платформы днища размером более 2 м². Эта инновация сокращает количество сварных швов на 85% и уменьшает цикл производства на 30% по сравнению со сборными конструкциями. По прогнозам, к 2026 году такую технологию будут использовать при разработке 65% новых платформ электромобилей, что подчеркивает важную роль литья алюминиевых деталей в масштабируемом и эффективном производстве автомобилей.
Преимущества экологической и энергетической эффективности
Энергоэффективное производство с использованием литья алюминиевых деталей
Алюминиевое литье под давлением использует на 30–40% меньше энергии, чем литье в песчаные формы, благодаря быстрому отводу тепла и более низким температурам плавления (660°C против 1600°C для стали). Автоматизированные системы минимизируют время простоя, дополнительно оптимизируя потребление энергии в производственных циклах.
Минимальные отходы материалов и высокая степень переработки алюминия
На предприятиях по литью под давлением уровень использования материалов превышает 95%, при этом алюминиевые отходы сразу же повторно используются. Алюминий остается на 100% перерабатываемым без потери свойств, а процесс переработки требует на 95% меньше энергии по сравнению с первичным производством (исследование 2023 года), что способствует организации замкнутых производственных циклов.
Содействие устойчивому производству с помощью экологичных процессов
Отрасли, использующие алюминиевое литье под давлением, сообщают о на 25% меньшем углеродном следе. Снижение массы автомобилей на 38–45% за счет замены алюминием напрямую сокращает выбросы. Данный процесс соответствует стандарту ISO 14001 благодаря низким выбросам летучих органических соединений и совместимости с литейными цехами, работающими на возобновляемой энергии.
Часто задаваемые вопросы
Что такое алюминиевый литье?
Литье алюминия под давлением — это производственный процесс, при котором расплавленный металл впрыскивается в формы под высоким давлением для создания точных деталей.
Почему литье алюминия под давлением экономически выгодно?
Этот процесс экономически выгоден благодаря возможности быстрого производства больших объемов с минимальной механической обработкой, что снижает затраты на рабочую силу и материалы.
Каковы преимущества литья алюминия под давлением в автомобильной промышленности?
В автомобильной промышленности литье алюминия под давлением обеспечивает легкость конструкции, повышает топливную эффективность и снижает выбросы.
Какую роль играет литье алюминия под давлением в обеспечении экологической устойчивости?
Литье алюминия под давлением способствует устойчивости за счет снижения потребления энергии, переработки материалов и уменьшения углеродного следа.
Содержание
-
Экономическая эффективность при высоком объеме алюминиевого литья под давлением
- Экономическая эффективность процессов литья под давлением при крупносерийном производстве
- Сокращение времени цикла и времени выполнения заказа в процессе литья алюминия под давлением
- Экономические выгоды благодаря оптимизации производственных процессов
- Кейс: Снижение затрат в производстве автомобильных компонентов
- Ускоренные производственные циклы и преимущества во времени вывода на рынок
- Легкий вес и оптимизация материалов
- Гибкость проектирования для сложных и крупногабаритных компонентов
- Преимущества экологической и энергетической эффективности
- Часто задаваемые вопросы