




Proč je lití do tlakových forem z hliníku pro vozidla s novou energií kritické i náročné
Výhody tlakového lití hliníku pro vozidla s novými zdroji energie (NEV) jsou poměrně významné, zejména pokud jde o snížení hmotnosti a možnost recyklace materiálů v pozdější fázi. Když mají automobily lehčí hliníkové díly, celkově spotřebují méně energie, což znamená, že baterie vydrží déle mezi nabíjeními – fakt, který je pro každého, kdo denně řídí elektrická vozidla, velmi důležitý. Podle odvětvových údajů obsahují většina moderních automobilů přibližně 20 až 30 kilogramů hliníkových litin, které tvoří více než 70 procent důležitých konstrukčních prvků v NEV, například umístění baterií či řízení motorů. Odstranění nadbytečné hmotnosti také pomáhá výrobcům dosáhnout stanovených ekologických cílů, protože lehčí vozidla přirozeně potřebují k efektivnímu provozu na silnici méně energie.

Zvětšování výrobního měřítka přináší některé skutečné technické problémy. Při lití složitých tvarů za vysokého tlaku, zejména u velkorozměrových dílů, často vznikají problémy s pórovitostí. To oslabuje díly při tepelném nebo mechanickém namáhání během provozu. Současně rychlé ohřívání a ochlazování způsobují mnohem rychlejší opotřebení litních forem, než se původně očekávalo. Nástroje tak mají kratší životnost a cena každého dílu stoupá. Situace se ještě zhoršuje u výrobců vozidel na novou energii, kteří požadují, aby jejich komponenty měly tenčí stěny a byly celkově více integrované, aby dosáhly maximální možné účinnosti a úspory prostoru. Řešení těchto problémů není jen žádoucí – je naprosto nezbytné, chceme-li zajistit, aby naše vozidla zůstala konstrukčně pevná, rozměrově přesná a spolehlivá na celou dobu provozu na těchto nízkouhlíkových platformách.
Řešení pórovitosti a povrchových vad u hliníkového tlakového lití pro komponenty NEV
Lití v hliníku za podpory vakua: Snížení plynové pórovitosti až o 70 %
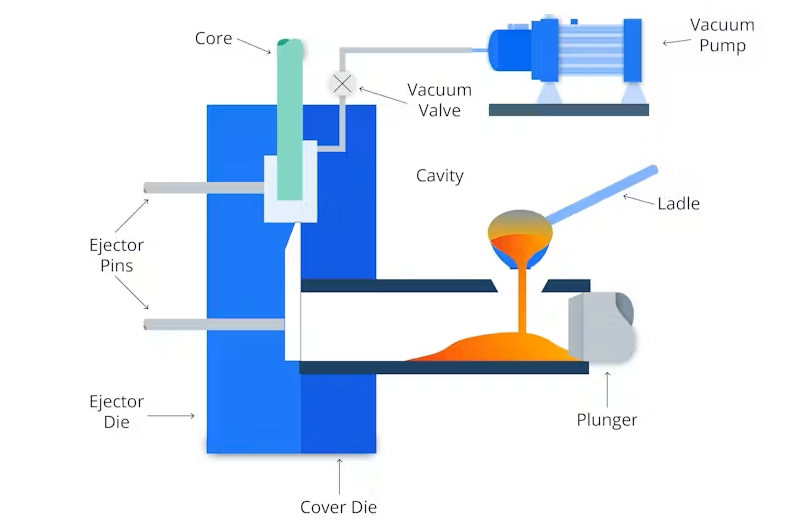
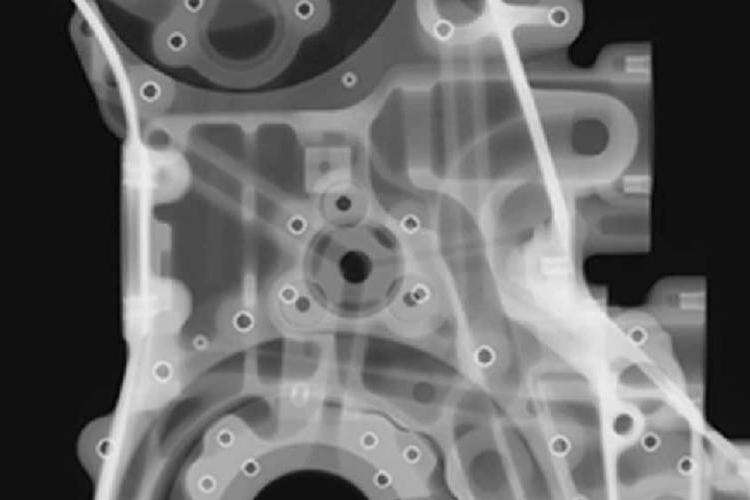
Lití za podpory vakua odstraňuje vzduchové bubliny vytvořením podtlakových podmínek při vstřikování do formy, čímž se tlak v dutině sníží pod 50 mbar. Tento proces v podstatě brání uvěznění plynu uvnitř hliníkových odlitků. Při výrobě držáků baterií pro vozidla s novými zdroji energie a krytů motorů dochází ke snížení problémů souvisejících s pórovitostí přibližně o 70 %, aniž by bylo ohroženo splnění přísných požadavků na těsnost pod tlakem. Zvláštní výhodou této metody je možnost vyrábět konstrukční součásti vhodné pro tepelné zpracování s rovnoměrnou hustotou materiálu po celém průřezu. To je zásadní pro bezpečnost při nárazu podle průmyslových norem jako jsou ISO 6892-1 a FMVSS 301. Zprávy z výrobního provozu ukazují nižší počet odmítnutí při rentgenové kontrolě a menší potřebu opravy vad po lití, zejména u těch obtížně zpracovatelných tenkostěnných komponent. Celková výtěžnost se tak zvyšuje bez jakéhokoli úbytku výkonu součástí.
Optimalizace systémů vstupních otvorů a větracích kanálů za účelem prevence chladných spojů u konstrukčních litin
Správné umístění vstupních otvorů a dobře navržené větrací kanály mohou zabránit vzniku chladných spojů, protože udržují tok kovu při přesné teplotě a rychlosti. U dílů s úzkým průřezem, jako jsou například komponenty rámu elektrických vozidel (EV), je vhodné použít zúžené vstupní otvory, neboť snižují tepelné ztráty. Směrové větrací kanály jsou také důležité, protože pomáhají odvést uvězněný vzduch ještě před tím, než se kov začne tuhnout. Podle některých studií založených na počítačovém modelování dochází při větracích plochách větších než 30 % velikosti vstupního otvoru k přibližně 45% snížení problémů způsobených turbulentním prouděním. Současné průmyslové normy obvykle zahrnují tento druh úvah spolu s dalšími faktory, jako je výběr materiálu a techniky přípravy formy.
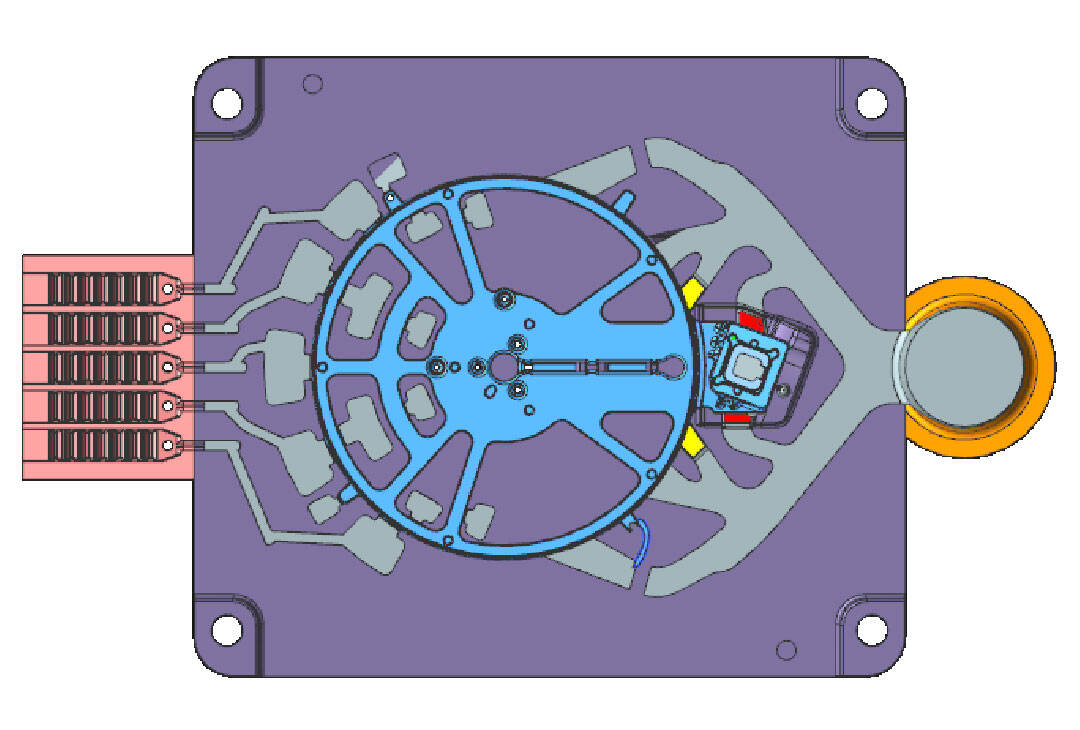
- Kónické přeplňovací jamky, které zachycují oxidovaný povrchový materiál
- Stupňovité větrací kanály navržené tak, aby umožnily roztažení plynu
- Výhodné uspořádání tvárníků s ventilačními otvory po obvodu pro složité geometrie s vysokou povrchovou plochou
Společně tyto funkce udržují laminární proudění během celé výrobní série, čímž zabrání předčasnému ztuhnutí v kritických spojích a zajišťují mechanickou spojitost v nosných částech.
Prodloužení životnosti tvárníků a řízení tepelné únavy při vysokorozsahovém lití hliníku do tvárníků
Pokročilé nástrojové oceli třídy H13 s povlaky Ni Cr Mo zvyšují odolnost proti tepelné únavě 2,3krát
Ve světě vysokorozsahového lití do tlakových forem z hliníku zůstává tepelné cyklování stále hlavní příčinou opotřebení a poškození forem. Nanášení povlaků z niklu, chromu a molybdenu na nástrojové oceli třídy H13 vytváří efektivní tepelnou bariéru, která snižuje kolísání teplot na povrchu přibližně o 40 %. To pomáhá snížit rozdíly v koeficientech tepelné roztažnosti, když horký hliník o teplotě přibližně 660 °C přichází do kontaktu s chladnější nástrojovou ocelí formy. Výsledek? Méně mikrotrhlin vznikajících a šířících se materiálem – jedna z nejčastějších příčin poruch pozorovaných při únavových zkouškách podle normy SAE J434. Zkušenosti z reálných výrobních provozů ukazují, že tyto povlakované formy vydrží přibližně 2,3krát déle proti tepelné únavě ve srovnání s běžnými nepovlakovanými formami. Navíc tvrdší povrch odolává lepení a opotřebení způsobenému opakovaným kontaktem s hliníkem. Kombinací této povlakové technologie s pečlivě navrženými konformními chladicími kanály mohou výrobci udržet rozměrovou stabilitu svých nástrojů i po více než 200 000 výrobních cyklů. To znamená nižší celkové náklady a součástky, které zůstávají v rámci požadovaných tolerancí pro důležité aplikace v nových energetických vozidlech, kde je konzistence klíčová.

Povolení udržitelného lití do forem z hliníku pro výrobu nových energetických zařízení s nízkou emisí CO₂
Integrované systémy pro tavení, odplyňování a udržování teploty snižují spotřebu energie o 18 % a emise CO₂ o 22 %
Když výrobci používají integrované systémy pro tavení, odplyňování a udržování taveniny, snižují přepravu materiálů mezi jednotlivými procesy. To znamená menší ztrátu tepla, sníženou oxidaci a výrazně kratší dobu manipulace s materiály ze strany pracovníků. Začlenění všech přípravných kroků pro hliník do jednoho nepřerušovaného procesu umožňuje ušetřit přibližně 18 % energetických nákladů na tunu lité slitiny. Současně se emise oxidu uhličitého snižují o přibližně 22 % ve srovnání s tradičními dávkovými metodami. Skutečnou výhodou je možnost zpracovávat recyklovaný hliník z výrobků určených pro spotřebitele. Podle studií amerického ministerstva energetiky vyžaduje recyklace hliníku pouze 5 % energie potřebné k výrobě nového kovu z primárních surovin. Vzhledem k tomu, že automobilové společnosti po celém světě stanovují přísnější cíle snižování emisí podle rámcových nástrojů, jako je např. SBTi, umožňují tyto systémy továrnám snížit jejich uhlíkovou stopu, aniž by se zhoršila kvalita litin nebo rychlost výroby. Pro průmysl elektrických vozidel (EV) se tento přístup ukazuje jako praktická cesta vpřed, která vyváženě spojuje environmentální požadavky s provozními potřebami při tlakovém lití hliníku.
Sekce Často kladené otázky
Jaké jsou hlavní výhody použití lití do tlakové formy z hliníku u nových elektrických vozidel (NEV)?
Lití do tlakové formy z hliníku u nových elektrických vozidel (NEV) nabízí významné výhody, jako je snížení hmotnosti, což vede k delší životnosti baterie a zvýšené energetické účinnosti.
S jakými výzvami je spojeno lití do tlakové formy z hliníku ve velkém měřítku?
Lití do tlakové formy z hliníku ve velkém měřítku je spojeno s výzvami, jako jsou problémy s pórovitostí, zvýšené opotřebení forem způsobené rychlými cykly teplotních změn a zajištění rozměrové přesnosti u složitých dílů.
Jak pomáhá lití do tlakové formy za podpory vakua snižovat plynovou pórovitost?
Lití do tlakové formy za podpory vakua snižuje plynovou pórovitost vytvořením podtlakových podmínek během lití, čímž výrazně klesá množství uvězněného vzduchu v hliníkových odlitcích.
Proč je tepelná únavnost u lití do tlakové formy z hliníku problematická?
Tepelná únavost je problematická, protože časté teplotní změny způsobují opotřebení forem, což vede ke vzniku mikrotrhlin a snižuje provozní životnost forem.
Obsah
- Proč je lití do tlakových forem z hliníku pro vozidla s novou energií kritické i náročné
- Řešení pórovitosti a povrchových vad u hliníkového tlakového lití pro komponenty NEV
- Prodloužení životnosti tvárníků a řízení tepelné únavy při vysokorozsahovém lití hliníku do tvárníků
- Povolení udržitelného lití do forem z hliníku pro výrobu nových energetických zařízení s nízkou emisí CO₂
-
Sekce Často kladené otázky
- Jaké jsou hlavní výhody použití lití do tlakové formy z hliníku u nových elektrických vozidel (NEV)?
- S jakými výzvami je spojeno lití do tlakové formy z hliníku ve velkém měřítku?
- Jak pomáhá lití do tlakové formy za podpory vakua snižovat plynovou pórovitost?
- Proč je tepelná únavnost u lití do tlakové formy z hliníku problematická?