




Warum Aluminium-Druckguss für Fahrzeuge mit neuem Antrieb entscheidend – und zugleich herausfordernd ist
Die Vorteile des Aluminium-Druckgusses für Fahrzeuge mit neuer Energie (NEV) sind durchaus erheblich, insbesondere im Hinblick auf die Gewichtsreduzierung und die spätere Wiederverwertbarkeit der Materialien. Wenn Fahrzeuge leichtere Aluminiumteile enthalten, sinkt ihr gesamter Energieverbrauch – was bedeutet, dass die Batterien länger zwischen den Ladevorgängen halten; ein Aspekt, der für alle, die täglich Elektrofahrzeuge fahren, von großer Bedeutung ist. Branchenzahlen zufolge enthalten die meisten modernen Fahrzeuge tatsächlich rund 20 bis 30 Kilogramm Aluminium-Druckgussteile, wobei dieser Anteil über 70 Prozent der wichtigen strukturellen Komponenten in NEVs ausmacht – beispielsweise die Bereiche, in denen die Batterien verbaut sind, oder die Steuerung der Motoren. Die Reduzierung unnötigen Gewichts hilft Herstellern zudem dabei, ihre umweltfreundlichen Ziele zu erreichen, da leichtere Fahrzeuge von Natur aus weniger Energie benötigen, um effizient auf der Straße zu betrieben zu werden.

Die Skalierung der Produktion birgt einige echte technische Probleme mit sich. Bei der Herstellung komplexer Formen unter hohem Druck – insbesondere bei Bauteilen in großem Format – treten häufig Porositätsprobleme auf. Dies schwächt die Bauteile, wenn sie während des Betriebs thermischen oder mechanischen Belastungen ausgesetzt sind. Gleichzeitig führt das schnelle Aufheizen und Abkühlen zu einer deutlich stärkeren Verschleißbelastung der Werkzeuge als erwartet. Die Werkzeuge halten daher kürzer, und die Herstellungskosten pro Bauteil steigen. Noch problematischer wird die Situation für Hersteller von Fahrzeugen mit alternativen Antrieben, die ihre Komponenten mit dünneren Wandstärken und einer stärkeren Integration insgesamt gestalten möchten, um jegliche mögliche Effizienz- und Raumgewinnpotenziale voll auszuschöpfen. Die Behebung dieser Probleme ist nicht nur wünschenswert – sie ist zwingend erforderlich, um sicherzustellen, dass unsere Fahrzeuge auf diesen kohlenstoffarmen Plattformen langfristig strukturell stabil, dimensionsgenau und zuverlässig bleiben.
Lösung von Porosität und Oberflächendefekten beim Aluminium-Druckguss für NEV-Komponenten
Vakuumunterstütztes Aluminium-Druckgussverfahren: Reduzierung der Gasporosität um bis zu 70 %
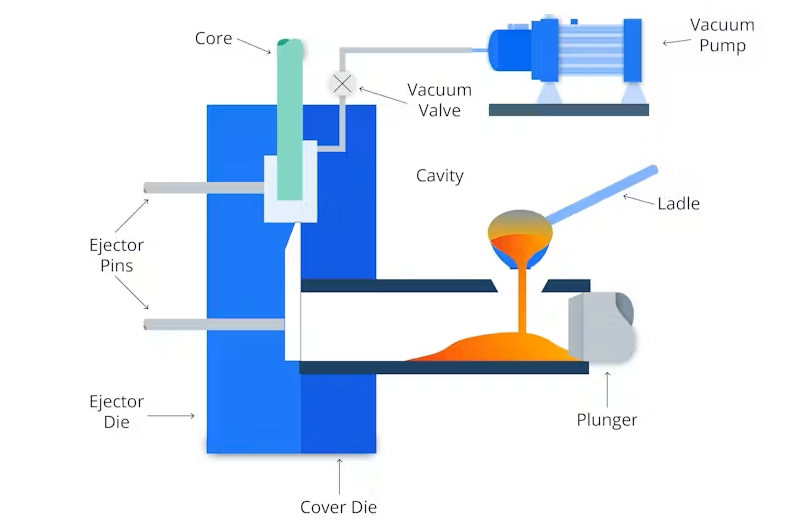
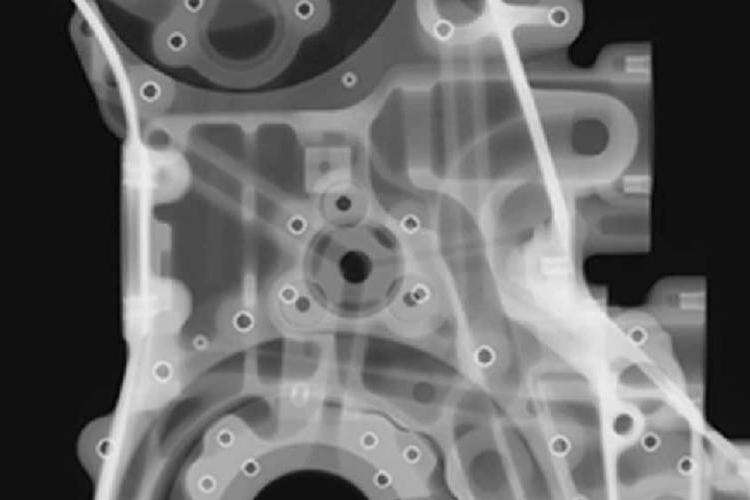
Beim vakuumunterstützten Druckguss werden Luftporen durch die Erzeugung von Unterdruckverhältnissen beim Einspritzen der Schmelze in die Form eliminiert, wodurch Kavitätsdrücke unter 50 mbar erreicht werden. Grundsätzlich verhindert dies, dass Gase in den Aluminium-Gussteilen eingeschlossen werden. Bei der Herstellung von Batterieträgern für Fahrzeuge mit neuer Energie und von Motorgehäuseteilen verringern sich porositätsbedingte Probleme um rund 70 Prozent, während gleichzeitig weiterhin strenge Anforderungen an die Druckdichtheit erfüllt werden. Das Besondere an diesem Verfahren ist, dass es die Produktion von Strukturbauteilen ermöglicht, die einer Wärmebehandlung unterzogen werden können und eine gleichmäßige Materialdichte über das gesamte Bauteil aufweisen. Dies ist entscheidend für die Crashtauglichkeit gemäß branchenüblichen Standards wie ISO 6892-1 und FMVSS 301. Berichte von der Fertigungsstelle zeigen geringere Ausschussraten bei Röntgenprüfungen sowie einen reduzierten Nacharbeitungsbedarf zur Behebung von Gussfehlern – insbesondere bei jenen anspruchsvollen dünnwandigen Komponenten. Insgesamt steigen die Ausbeuteraten, ohne dass die Leistungsfähigkeit der Komponenten beeinträchtigt wird.
Optimierung der Anschnitt- und Entlüftungssysteme zur Vermeidung von Kaltlaufern bei Strukturgussteilen
Eine korrekte Platzierung der Anschnitte sowie gut gestaltete Entlüftungskanäle können Kaltläufer verhindern, da sie den Metallstrom bei genau der richtigen Temperatur und Geschwindigkeit aufrechterhalten. Bei Bauteilen mit schmalen Querschnitten – wie sie beispielsweise bei Fahrwerkkomponenten für Elektrofahrzeuge (EV) vorkommen – ist die Verwendung konisch zulaufender Anschnitte sinnvoll, da sie Wärmeverluste reduzieren. Richtungsgebundene Entlüftungskanäle sind ebenfalls wichtig, da sie eingeschlossene Luft herausdrücken, bevor das Metall zu erstarren beginnt. Laut einigen computergestützten Modellierungsstudien führt eine Ventilfläche, die größer als 30 % der Anschnittfläche ist, zu einem Rückgang um etwa 45 % der durch turbulente Strömung verursachten Probleme. Aktuelle Industriestandards berücksichtigen derartige Aspekte typischerweise gemeinsam mit anderen Faktoren wie der Werkstoffauswahl und den Techniken zur Formvorbereitung.
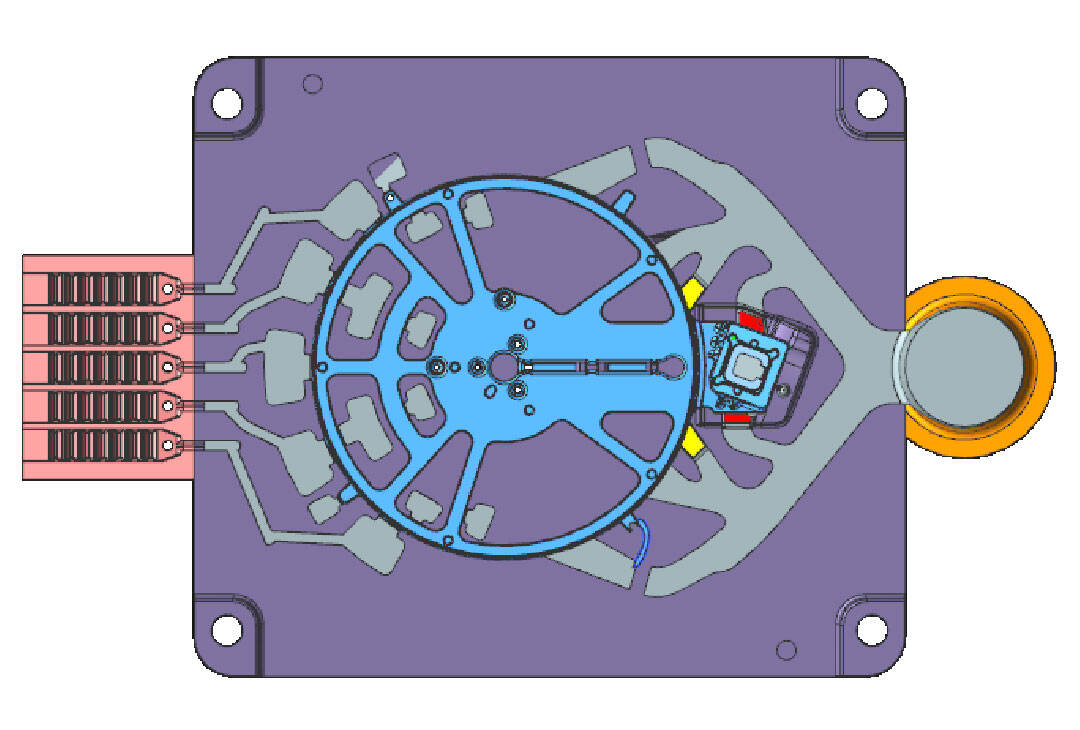
- Kegelförmige Überlaufbecken zur Aufnahme oxidierten Oberflächenmaterials
- Stufenförmige Entlüftungskanäle, die eine Gasausdehnung berücksichtigen
- Perimeterbelüftete Werkzeuglayouts, optimiert für komplexe Geometrien mit großer Oberfläche
Gemeinsam sorgen diese Merkmale über die gesamte Produktionslaufzeit hinweg für eine laminare Strömung, verhindern eine vorzeitige Erstarrung an kritischen Fügestellen und gewährleisten die mechanische Kontinuität in tragenden Abschnitten.
Verlängerung der Werkzeuglebensdauer und Beherrschung thermischer Ermüdung beim hochvolumigen Aluminium-Druckguss
Fortgeschrittene H13-Werkstoffstähle mit Ni-Cr-Mo-Beschichtungen steigern die Beständigkeit gegen thermische Ermüdung um das 2,3-Fache
In der Welt des hochvolumigen Aluminium-Druckgusses bleibt das thermische Zyklieren weiterhin der Hauptgrund für Verschleiß und Abnutzung der Werkzeuge. Die Aufbringung von Nickel-Chrom-Molybdän-Beschichtungen auf H13-Werkzeugstähle bildet eine wirksame thermische Barriere, die die Temperaturschwankungen an der Oberfläche um rund 40 % reduziert. Dadurch verringern sich die Unterschiede in den Ausdehnungsraten, wenn heißes Aluminium bei etwa 660 Grad Celsius auf kühlere Werkzeugstahl-Oberflächen trifft. Das Ergebnis? Weniger Mikrorisse entstehen und breiten sich im Material aus – ein häufig beobachteter Versagensmechanismus bei Ermüdungstests nach SAE J434. Praxiserfahrungen aus realen Fertigungsstätten zeigen, dass diese beschichteten Werkzeuge bei thermischer Ermüdung etwa 2,3-mal länger halten als herkömmliche, unbeschichtete Werkzeuge. Zudem widersteht die härtere Oberfläche dem Anhaften und Abtragen durch den ständigen Kontakt mit Aluminium. Kombiniert man diese Beschichtungstechnologie mit sorgfältig konzipierten konformen Kühlkanälen, so können Hersteller ihre Werkzeuge über mehr als 200.000 Produktionszyklen hinweg dimensionsstabil halten. Das bedeutet geringere Gesamtkosten sowie Bauteile, die bei wichtigen Anwendungen in Fahrzeugen mit neuer Energietechnik (New Energy Vehicles) stets innerhalb der Spezifikationen bleiben – wo vor allem Konsistenz entscheidend ist.

Nachhaltiges Aluminium-Druckgussverfahren für die kohlenstoffarme Fertigung von Neuer-Energie-Produkten
Integrierte Schmelz-, Entgasungs- und Haltesysteme senken den Energieverbrauch um 18 % und die CO2-Emissionen um 22 %
Wenn Hersteller integrierte Schmelz-, Entgasungs- und Haltesysteme einsetzen, reduzieren sie den Materialtransport zwischen den einzelnen Prozessschritten. Dadurch geht weniger Wärme verloren, die Oxidation nimmt ab und die Mitarbeiter verbringen deutlich weniger Zeit mit der Handhabung der Materialien. Die Zusammenfassung aller Aluminium-Vorbereitungsschritte in einem kontinuierlichen Prozess spart etwa 18 % Energiekosten pro Tonne gegossenem Legierungsmaterial. Gleichzeitig sinken die Kohlendioxid-Emissionen um rund 22 % im Vergleich zu herkömmlichen Chargenverfahren. Der eigentliche Vorteil ergibt sich aus der Möglichkeit, Recycling-Aluminium aus Konsumgütern einzusetzen. Laut Studien des US-Energieministeriums (Department of Energy) benötigt das Recycling von Aluminium nur 5 % der Energie, die für die Herstellung neuer Metalle aus Rohstoffen erforderlich ist. Da Automobilhersteller weltweit im Rahmen von Initiativen wie der Science Based Targets initiative (SBTi) strengere Emissionsziele festlegen, ermöglichen solche Systeme es Gießereien, ihren CO₂-Fußabdruck zu verringern, ohne dabei Qualität der Gussteile oder Produktionsraten einzubüßen. Für die Elektrofahrzeugindustrie stellt dies eine praktikable Zukunftsperspektive dar, die ökologische Verantwortung mit betrieblichen Anforderungen im Bereich des Aluminium-Druckgusses in Einklang bringt.
FAQ-Bereich
Welche sind die wichtigsten Vorteile der Verwendung von Aluminium-Druckguss bei NEVs?
Aluminium-Druckguss bei NEVs bietet erhebliche Vorteile wie Gewichtsreduktion, was zu einer längeren Akkulaufzeit und einer gesteigerten Energieeffizienz führt.
Mit welchen Herausforderungen ist der hochvolumige Aluminium-Druckguss verbunden?
Der hochvolumige Aluminium-Druckguss steht vor Herausforderungen wie Porositätsproblemen, erhöhtem Werkzeugverschleiß aufgrund schneller Temperaturwechsel und der Sicherstellung der Maßgenauigkeit bei komplexen Bauteilen.
Wie hilft der vakuumunterstützte Druckguss bei der Reduzierung von Gasporosität?
Der vakuumunterstützte Druckguss trägt zur Reduzierung von Gasporosität bei, indem während des Formgebungsprozesses Unterdruckverhältnisse erzeugt werden, wodurch die eingeschlossene Luft in Aluminiumgussstücken deutlich verringert wird.
Warum stellt thermische Ermüdung beim Aluminium-Druckguss ein Problem dar?
Thermische Ermüdung ist ein Problem, weil häufige Temperaturwechsel zu Werkzeugverschleiß führen, was Mikrorisse verursacht und die betriebliche Lebensdauer der Werkzeuge verkürzt.
Inhaltsverzeichnis
- Warum Aluminium-Druckguss für Fahrzeuge mit neuem Antrieb entscheidend – und zugleich herausfordernd ist
- Lösung von Porosität und Oberflächendefekten beim Aluminium-Druckguss für NEV-Komponenten
- Verlängerung der Werkzeuglebensdauer und Beherrschung thermischer Ermüdung beim hochvolumigen Aluminium-Druckguss
- Nachhaltiges Aluminium-Druckgussverfahren für die kohlenstoffarme Fertigung von Neuer-Energie-Produkten
-
FAQ-Bereich
- Welche sind die wichtigsten Vorteile der Verwendung von Aluminium-Druckguss bei NEVs?
- Mit welchen Herausforderungen ist der hochvolumige Aluminium-Druckguss verbunden?
- Wie hilft der vakuumunterstützte Druckguss bei der Reduzierung von Gasporosität?
- Warum stellt thermische Ermüdung beim Aluminium-Druckguss ein Problem dar?