




Чому лиття під тиском із алюмінію є критично важливим і складним для транспортних засобів з новими джерелами енергії
Переваги алюмінієвого лиття під тиском для транспортних засобів на новій енергії (ТЗНЕ) є досить значними, особливо щодо зменшення ваги та можливості подальшого вторинного використання матеріалів. Коли автомобілі мають легші алюмінієві деталі, їх загальне енергоспоживання знижується, що означає більшу тривалість роботи акумуляторів між підзарядками — це дуже важливо для будь-кого, хто щодня керує електромобілями. Згідно з галузевими даними, у більшості сучасних автомобілів міститься приблизно 20–30 кілограмів алюмінієвих виливків, що становить понад 70 відсотків важливих конструктивних елементів ТЗНЕ, зокрема місць розташування акумуляторів та систем керування двигунами. Зниження зайвої ваги також допомагає виробникам досягати екологічних цілей, оскільки легші транспортні засоби природним чином потребують менше енергії для ефективного руху по дорозі.

Збільшення обсягів виробництва породжує певні справжні технічні проблеми. Під час лиття складних форм під високим тиском, зокрема великих за розміром деталей, ми часто стикаємося з проблемою пористості. Це ослаблює деталі під час експлуатації, коли вони піддаються тепловому або механічному навантаженню. У той самий час інтенсивне нагрівання й охолодження значно прискорює знос литтєвих форм порівняно з очікуваним терміном їхньої служби. Інструменти швидше виходять з ладу, і вартість кожної деталі зростає. Ситуація ще більш ускладнюється для виробників транспортних засобів на новій енергії, які прагнуть зробити стінки своїх компонентів тоншими та забезпечити їх більшу інтеграцію загалом — лише для того, щоб максимально підвищити ефективність і економію простору. Вирішення цих проблем — це не просто бажане, а абсолютно необхідне завдання, якщо ми хочемо, щоб наші транспортні засоби залишалися конструктивно міцними, розмірно точними та надійними протягом тривалого терміну експлуатації на таких низьковуглецевих платформах.
Усунення пористості та поверхневих дефектів при литті алюмінієвих деталей під тиском для компонентів ТЗН
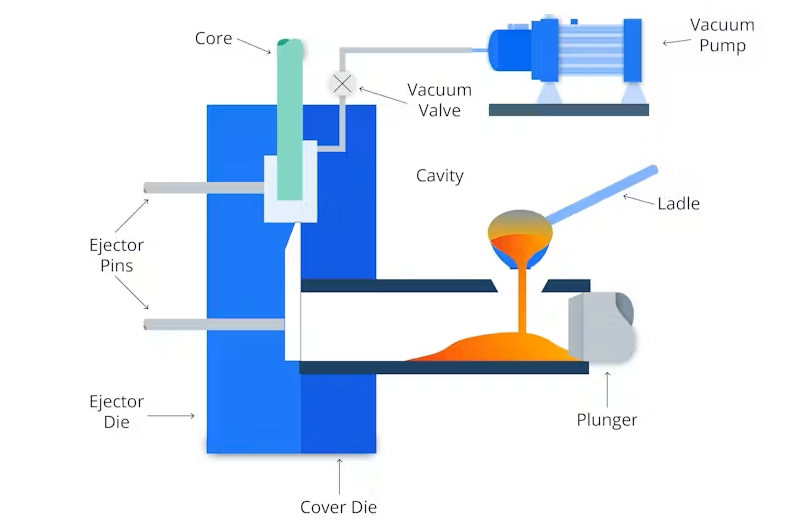
Вакуум-допоміжне лиття алюмінію під тиском: зниження газової пористості до 70 %
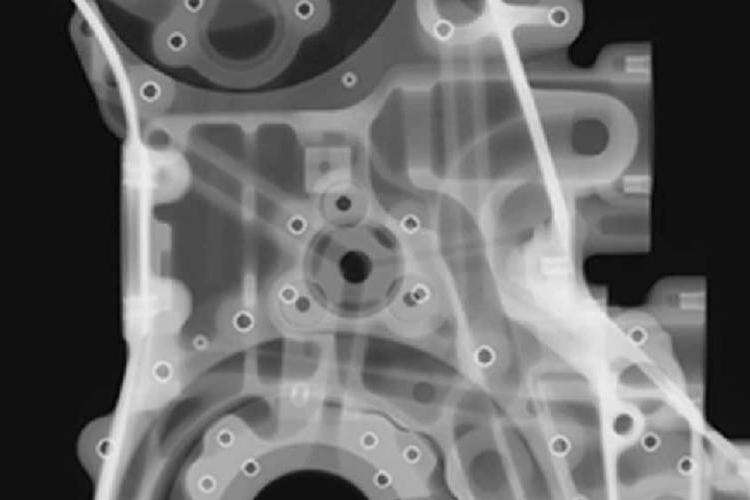
Вакуум-допоміжне лиття під тиском усуває повітряні пори шляхом створення умов негативного тиску під час введення розплавленого металу в форму, що забезпечує тиск у формувальній порожнині нижче 50 мбар. Це, по суті, запобігає утриманню газу всередині алюмінієвих виливків. Під час виготовлення лотків для акумуляторів нових енергетичних транспортних засобів та корпусів електродвигунів спостерігається приблизно на 70 % менше проблем, пов’язаних із пористістю, при одночасному дотриманні жорстких вимог щодо герметичності під тиском. Особливість цього методу полягає в тому, що він дозволяє виробляти конструктивні деталі, придатні до термообробки, із однаковою щільністю матеріалу по всьому об’єму. Це має велике значення для безпеки при зіткненні згідно з промисловими стандартами, такими як ISO 6892-1 та FMVSS 301. Звіти з виробничих дільниць свідчать про зниження кількості виливок, відхиблених за результатами рентгенівського контролю, а також про меншу необхідність усунення дефектів після лиття, особливо в складних тонкостінних компонентах. Загальна вихідна продуктивність зростає без будь-якої втрати експлуатаційних характеристик деталей.
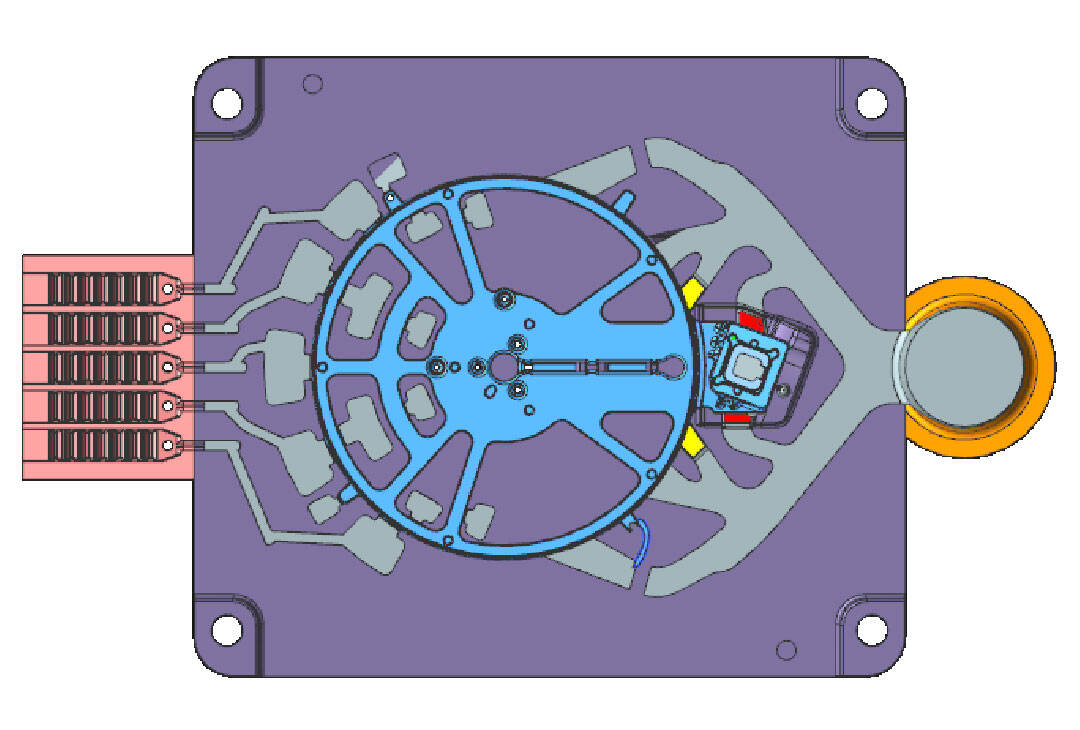
Оптимізація систем литтєвих литників та вентиляційних каналів для запобігання холодних швів у конструкційних виливках
Правильне розташування литників та належно спроектовані вентиляційні канали можуть запобігти виникненню холодних швів, оскільки вони забезпечують рівномірне надходження розплавленого металу при оптимальній температурі та швидкості. Для деталей із вузькими перерізами, як-от компоненти рам електромобілів (EV), доцільно використовувати конічні литники, оскільки вони зменшують тепловтрати. Також важливе значення мають направлені вентиляційні канали, які сприяють видаленню захопленого повітря до початку затвердіння металу. Згідно з деякими дослідженнями, виконаними за допомогою комп’ютерного моделювання, збільшення площі вентиляційних отворів понад 30 % від площі литника зменшує кількість проблем, пов’язаних із турбулентним потоком, приблизно на 45 %. Сучасні галузеві стандарти, як правило, враховують такі аспекти разом із іншими факторами, наприклад, вибором матеріалу та методами підготовки форм.
- Конічні переливні колодязі, що збирають окислену поверхневу плівку
- Сходоподібні вентиляційні канали, розроблені з урахуванням розширення газів
- Конфігурації матриць із вентиляцією по периметру, оптимізовані для складних геометрій із великою площею поверхні
У сукупності ці характеристики забезпечують ламінарну течію протягом усього циклу виробництва, запобігаючи передчасному затвердінню в критичних з’єднаннях та забезпечуючи механічну цілісність у несучих ділянках.
Подовження терміну служби матриць та управління термічною втомою при високопродуктивному литті алюмінію під тиском
Сучасні інструментальні сталі марки H13 з покриттями на основі Ni, Cr та Mo підвищують стійкість до термічної втоми в 2,3 раза
У світі високотонажного алюмінієвого лиття під тиском термічне циклювання залишається головною причиною зносу й пошкодження форм. Нанесення покриттів із нікелю, хрому та молібдену на інструментальні сталі марки H13 створює ефективний тепловий бар’єр, що зменшує коливання температури на поверхні приблизно на 40 %. Це сприяє зниженню різниці у коефіцієнтах теплового розширення, коли розплавлений алюміній при температурі близько 660 °C контактує з холоднішою сталлю форми. Результат? Менше мікротріщин, які виникають і поширюються в матеріалі — одна з найпоширеніших причин відмови, зафіксованих під час випробувань на втомлювальну міцність за стандартом SAE J434. Практичний досвід реальних виробництв показує, що тривалість експлуатації таких покритих форм за рахунок стійкості до термічної втоми приблизно в 2,3 раза перевищує тривалість експлуатації звичайних непокритих форм. Крім того, твердіша поверхня краще протистоїть прилипанню алюмінію та його абразивному зносу. Поєднавши цю технологію нанесення покриттів із ретельно розробленими конформними каналами охолодження, виробники можуть забезпечити розмірну стабільність інструментів протягом понад 200 тисяч циклів виробництва. Це означає нижчу загальну вартість виробництва та компоненти, які зберігають відповідність технічним специфікаціям у важливих застосуваннях у нових енергетичних транспортних засобах, де особливо важлива стабільність параметрів.

Забезпечення сталого лиття алюмінію під тиском для виробництва нових енергетичних рішень із низьким рівнем викидів CO₂
Інтегровані системи плавлення, дегазації та утримання знижують споживання енергії на 18 % та викиди CO₂ — на 22 %
Коли виробники використовують інтегровані системи плавлення, дегазації та утримання, вони скорочують переміщення матеріалів між процесами. Це означає, що втрачається менше тепла, зменшується окиснення, а працівники витрачають значно менше часу на роботу з матеріалами. Об’єднання всіх етапів підготовки алюмінію в один безперервний процес дозволяє зекономити близько 18 % енергозатрат на тону литого сплаву. У той самий час викиди двокису вуглецю знижуються приблизно на 22 % порівняно з традиційними партійними методами. Справжня перевага полягає в можливості використовувати вторинний алюміній із споживчих товарів. Згідно з дослідженнями Міністерства енергетики США, переробка алюмінію вимагає лише 5 % енергії, необхідної для виробництва нового металу з первинної сировини. Оскільки автопромисловість по всьому світу встановлює все строгіші цілі щодо викидів у рамках таких ініціатив, як SBTi, подібні системи дозволяють заводам скорочувати свій вуглецевий слід, одночасно забезпечуючи високу якість лиття та стабільні темпи виробництва. Для галузі електромобілів, що дивиться в майбутнє, це є практичним шляхом розвитку, який поєднує екологічні вимоги з операційними потребами у сфері алюмінієвого лиття під тиском.
Розділ запитань та відповідей
Які основні переваги використання алюмінієвого лиття під тиском у НЕТ?
Алюмінієве лиття під тиском у НЕТ забезпечує значні переваги, зокрема зменшення маси, що призводить до подовження терміну роботи акумулятора й підвищення енергоефективності.
Які виклики пов’язані з масовим алюмінієвим литтям під тиском?
Масове алюмінієве лиття під тиском стикається з такими викликами, як пористість, посилене зношування форми через швидке циклювання температур та забезпечення точності розмірів у складних деталях.
Як вакуумне лиття під тиском сприяє зменшенню газової пористості?
Вакуумне лиття під тиском сприяє зменшенню газової пористості за рахунок створення умов негативного тиску під час формування, що суттєво знижує кількість уловленого повітря в алюмінієвих виливках.
Чому втома від термічних навантажень є проблемою при алюмінієвому литті під тиском?
Втома від термічних навантажень є проблемою, оскільки часті зміни температури призводять до зношування форми, утворення мікротріщин і скорочення терміну експлуатації форм.
Зміст
- Чому лиття під тиском із алюмінію є критично важливим і складним для транспортних засобів з новими джерелами енергії
- Усунення пористості та поверхневих дефектів при литті алюмінієвих деталей під тиском для компонентів ТЗН
- Подовження терміну служби матриць та управління термічною втомою при високопродуктивному литті алюмінію під тиском
- Забезпечення сталого лиття алюмінію під тиском для виробництва нових енергетичних рішень із низьким рівнем викидів CO₂
- Розділ запитань та відповідей