 ×
×
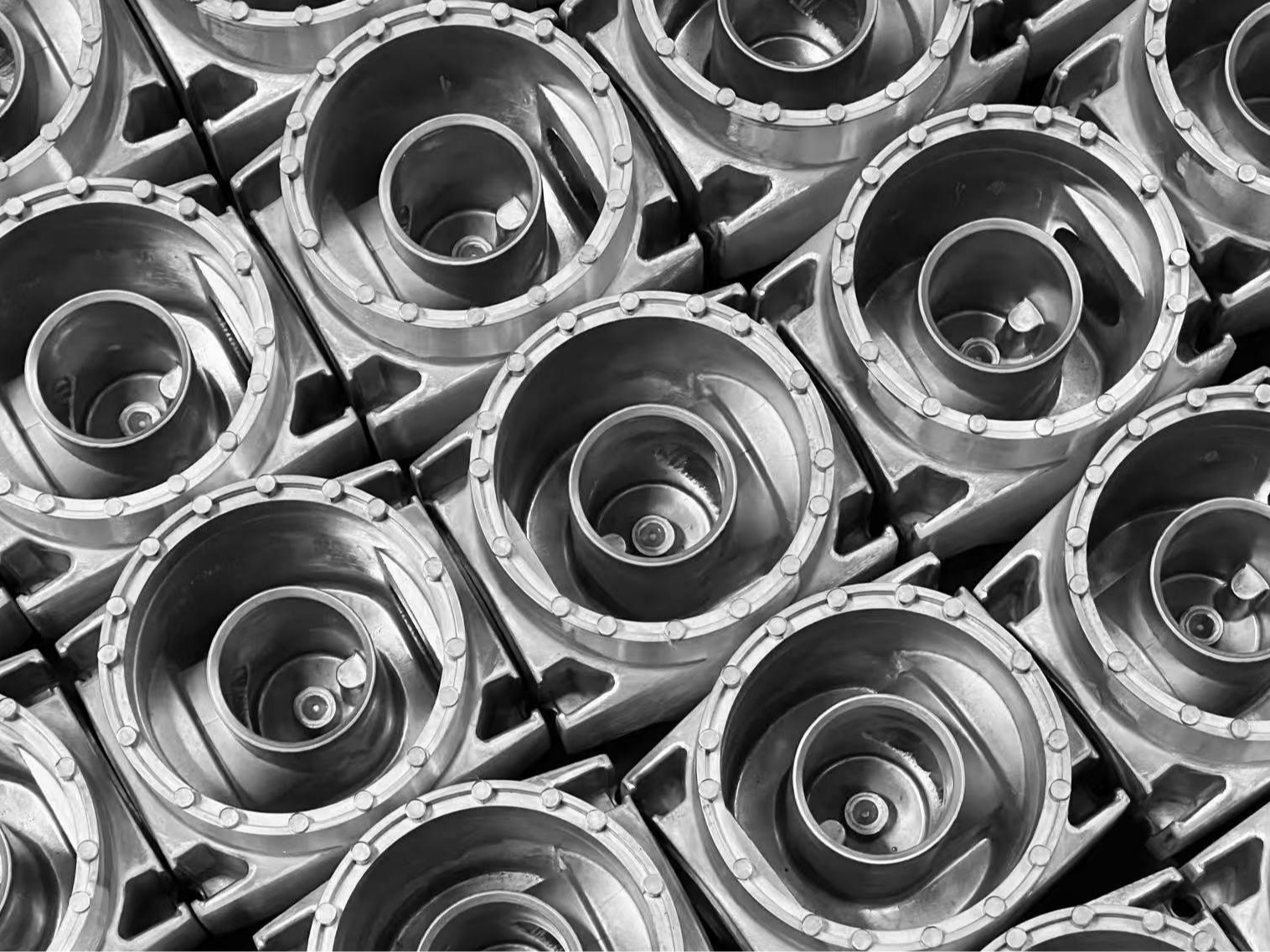
توفر شركة سينو داي كاستينغ خدمات صب الألمنيوم والزنك والمغنيسيوم بدقة عالية، من مرحلة النماذج الأولية إلى الإنتاج الضخم، مع تكامل أدوات الصب والتشطيب الميكانيكي والعمليات النهائية لضمان جودة متسقة وتسليم سريع وكفاءة تكلفة.







































| المواصفات الفنية | التفاصيل |
| التسامح | التحمل الدقيق في عملية الصب بالقالب: ±٠٫٠٥ مم (±٠٫٠٠٢ بوصة)؛ وتصل دقة التشغيل الميكانيكي الثانوي إلى ±٠٫٠١ مم (±٠٫٠٠٠٤ بوصة). |
| السمك الأدنى للجدار | الحد الأدنى الموصى به لسماكة سبيكة الألمنيوم هو ١٫٥ مم، بينما يمكن أن تنخفض سماكة سبيكة الزنك إلى ٠٫٨ مم. |
| نسبة سماكة الجدار | يجب الالتزام بنسبة أقصاها ١:٣ لتجنب التعبئة غير المتجانسة. |
| قطر الفتحة | وبسبب درجات الحرارة العالية في عملية صب الألمنيوم بالقالب، تتطلب الثقوب ذات القطر الأصغر من ٣ مم عمليات حفر ثانوية. كما تُنفَّذ جميع الثقوب المترابطة والخيوط الخارجية بشكل ثانوي باستخدام التشغيل الميكانيكي. |
| زاوية السحب | أقل زاوية انزلاق مسموح بها هي ٠٫٥° لمنع مشاكل خروج القطعة من القالب. |
| أقصى عمر افتراضي للقالب (عدد الدورات) | الزنك: ١٬٠٠٠٬٠٠٠؛ الألومنيوم والمغنيسيوم: ١٠٠٬٠٠٠ |
| الكميات الدنيا للطلب | ٥٠٠–١٠٠٠ قطعة |
| المدة الزمنية للتسليم | ٢٠–٢٥ يومًا. ويختلف التوقيت المحدد حسب نوع القالب ودرجة تعقيد هيكل المنتج. |




غلاف مخصص من الألومنيوم لوحدة الإرسال والاستقبال البعيدة (RRU)، مُصنَّع باستخدام تقنية الصب بالقالب وآلات التصنيع العددية (CNC) لمحطات القواعد اللاسلكية. يتميّز بقوة عالية وقدرة فائقة على تبديد الحرارة، وإنتاج جماعي مخصص حسب متطلبات المصنّعين الأصليين (OEM).
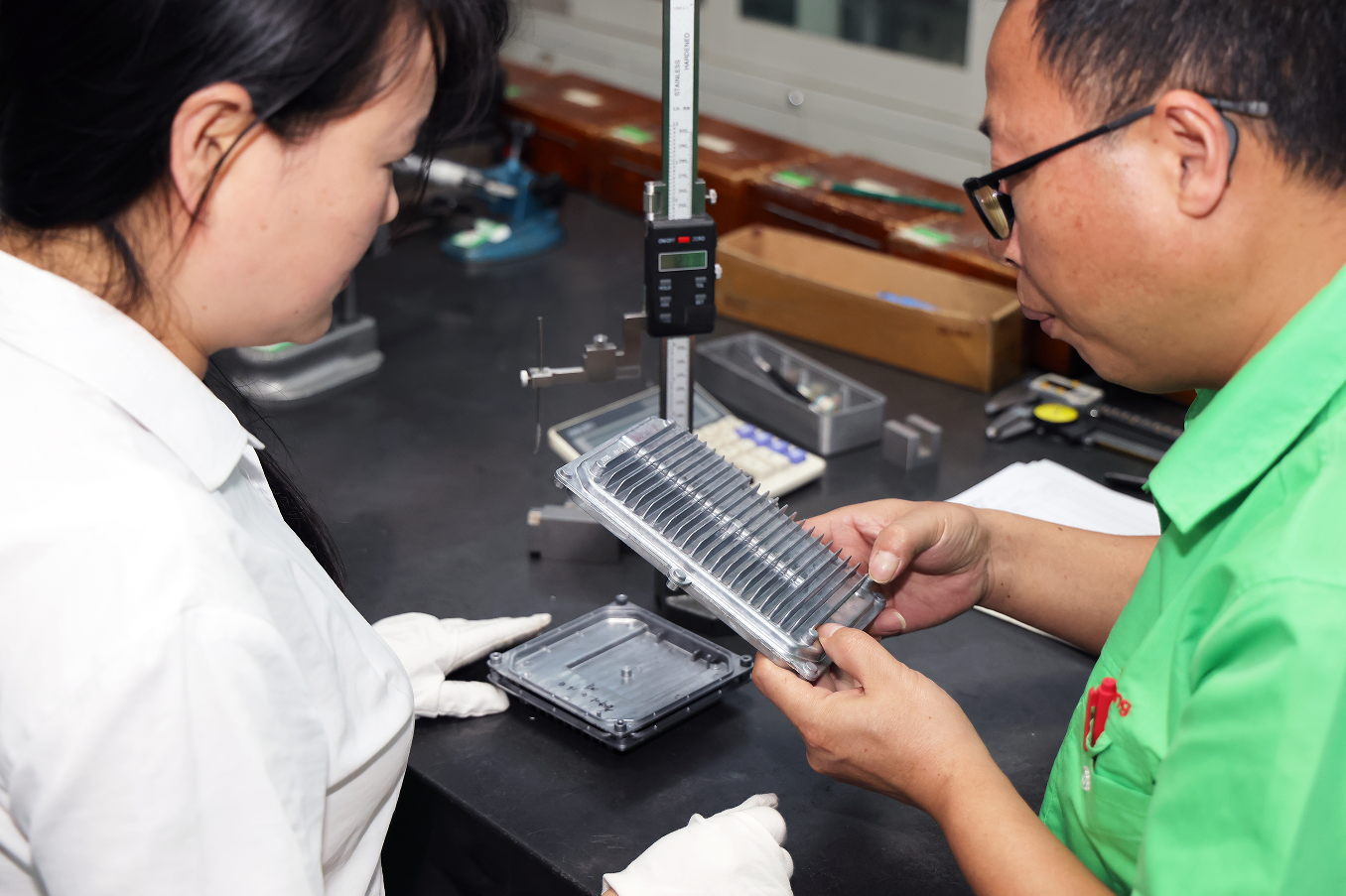
غلاف مخصص لليدار من الألومنيوم، مُصنَّع باستخدام تقنية الصب بالقالب والتشطيب الآلي (CNC). يتميّز بدقة عالية، وكفاءة تبريد ممتازة، ومتانة فائقة لمُستشعرات السيارات، ومناسب للتصنيع لدى شركات التصنيع الأصلية (OEM) والإنتاج الضخم.
قاعدة كروية لمرايا الرؤية الخلفية مصنوعة من الألومنيوم المصبوب تحت الضغط، مخصصة للاستخدام الداخلي في المركبات. تتميّز بقوة عالية، وتناسب دقيق، وجودة مستقرة تلبي متطلبات التصنيع الأصلي (OEM) والإنتاج الكمي.
غلاف مضخم صوت مصنوع من الألومنيوم المصبوب تحت الضغط مع تشكيـل دقيق باستخدام ماكينات التحكم العددي (CNC)، مخصص لأنظمة الصوت في المركبات. يتميّز بقوة عالية، وكفاءة في تبديد الحرارة، ويدعم الإنتاج الأصلي (OEM) والإنتاج الكمي.
حلقات مفاتيح مخصصة حسب المواصفات الأصلية (OEM) مع خطاف قابل للإغلاق، وبأقطار ٢٥ مم و٣٠ مم. تتوفر خيارات متعددة الألوان للطلبات بالجملة والهدايا والإكسسوارات.

دبابيس صدر مخصصة حسب المواصفات الأصلية (OEM) مصنوعة من المينا الصلبة ومطلية بالذهب. مناسبة للطلبات بالجملة وتخصيص الشعارات ومنتجات الأنمي الخاصة بالملابس والقبعات والهدايا الترويجية.







نخفض تكاليف الصب بالقالب الخاص بك من خلال تصميم احترافي للقوالب وتحليل مجاني لقابلية التصنيع (DFM)، مما يضمن أقصى كفاءة ممكنة في استخدام المواد.
مع مرافق الإنتاج الداخلية الكاملة لدينا، نُسلِّم عيّنات الصب بالقالب في غضون 3يوم واحد، مقترنةً بتتبع المشروع في الوقت الفعلي.
معتمد وفق معيار ISO 9001:2015. فحوصات جودة صارمة في كل مرحلة. ونقوم بإجراء فحوصات شاملة قبل الإنتاج وأثناءه، وفحص القطعة الأولى، وقبل التسليم، مع تحملات ضيقة تصل إلى ٠٫٠ 5مم.


