 ×
×
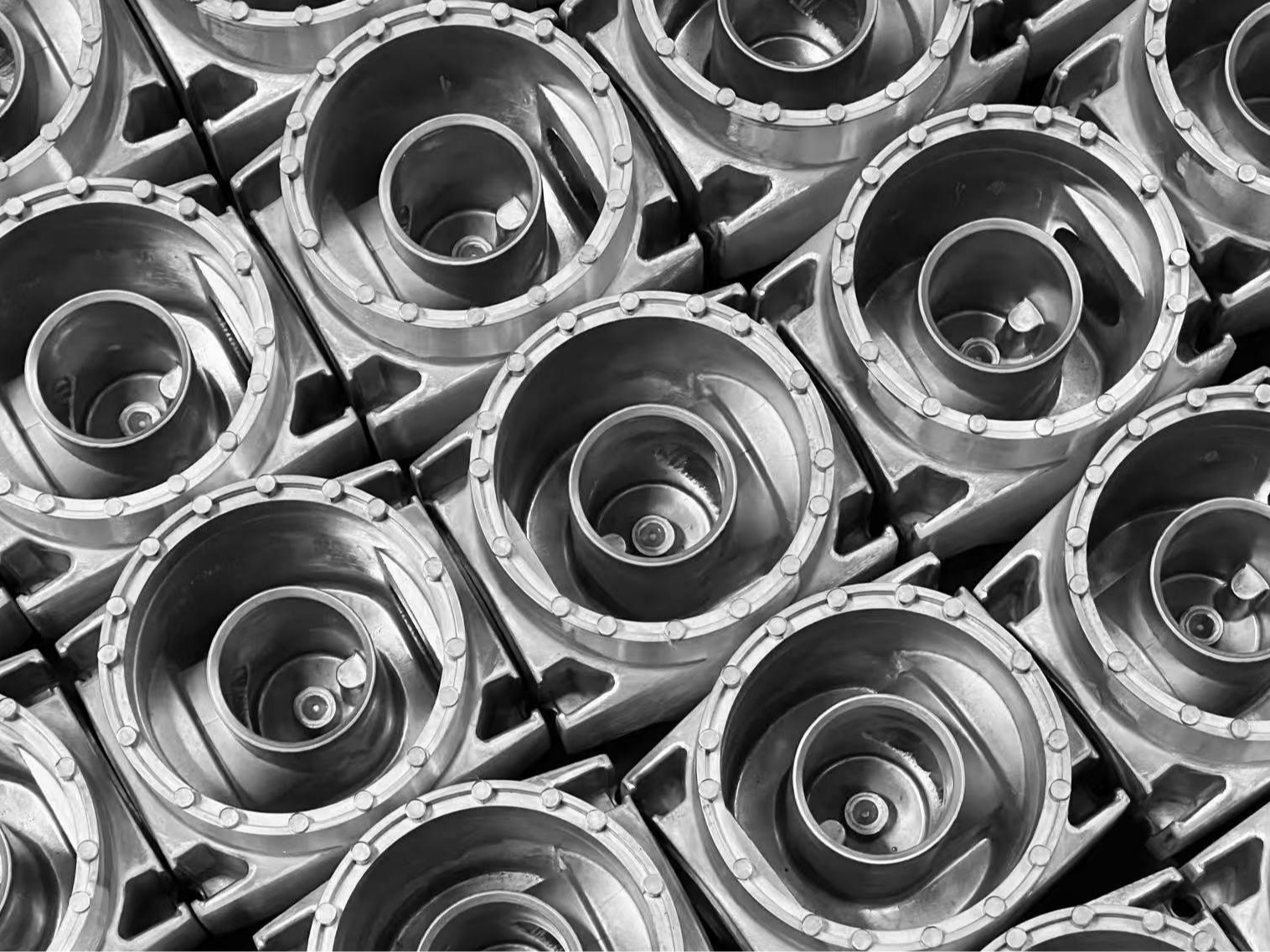
Sino Die Casting надає точне лиття під тиском алюмінію, цинку та магнію — від прототипування до масового виробництва, з інтегрованими послугами з виготовлення прес-форм, механічної обробки та остаточної обробки для забезпечення стабільно високої якості, швидких термінів поставки та економічної ефективності.







































| Параметр | Деталі |
| Допуск | Точність лиття під тиском: ±0,05 мм (±0,002″); додаткова механічна обробка забезпечує точність до ±0,01 мм (±0,0004″). |
| Мінімальна товщина стіни | Рекомендована мінімальна товщина стінки для алюмінієвих сплавів — 1,5 мм, для цинкових сплавів — до 0,8 мм |
| Співвідношення товщини стінок | Підтримуйте співвідношення в межах 1:3, щоб уникнути нерівномірного заповнення |
| Діаметр отвору | Через високі температури під час лиття алюмінію в металеві форми отвори діаметром менше 3 мм вимагають вторинного свердлення. Усі різьблені отвори та зовнішні різьби обробляються вторинно. |
| Кут випуску | Мінімальний кут витягування — 0,5°, щоб запобігти проблемам із вийманням виробу з форми. |
| Максимальний термін служби форми (кількість циклів) | Цинк: 1 000 000; алюміній та магній: 100 000 |
| Мінімальними обсягами замовлення | 500–1000 штук |
| Термін виконання замовлення | 20–25 днів. Точні строки залежать від типу форми та складності конструкції виробу |




Індивідуальний алюмінієвий корпус RRU із литтям під тиском та фрезеруванням на ЧПУ для бездротових базових станцій. Висока міцність, ефективне відведення тепла та серійне виробництво за замовленням OEM.
Індивідуальний алюмінієвий корпус для LiDAR із лиття під тиском та фрезерування на ЧПУ. Висока точність, ефективне відведення тепла та міцність для автомобільних сенсорів, OEM-та масового виробництва.
Алюмінієве литий під тиском кріплення з кульовим шарніром для внутрішніх дзеркал заднього огляду в автомобілях. Висока міцність, точна посадка та стабільна якість для виробництва за технічними умовами виробника (OEM) та масового випуску.
Алюмінієвий литий під тиском корпус аудіопідсилювача з обробкою на верстатах з ЧПУ для автомобільних систем. Висока міцність, ефективне відведення тепла, підтримка виробництва за технічними умовами виробника (OEM) та масового випуску.
Оригінальні виробничі каблучки для брелоків із защелкою розмірами 25 мм і 30 мм. Для оптових замовлень, подарунків та аксесуарів доступні багатокольорові варіанти.

Оригінальні виробничі брошки з твердого емалевого покриття з позолотою. Підходять для оптових замовлень, індивідуального нанесення логотипів та арт-продукції в стилі аніме для одягу, капелюхів та рекламних подарунків.







Ми знижуємо ваші витрати на лиття в металеві форми за рахунок професійного проектування форм та безкоштовного аналізу DFM, забезпечуючи максимальну ефективність використання матеріалів.
Завдяки повному циклу власних виробничих потужностей ми надаємо зразки лиття в металеві форми вже через 31 день у поєднанні з відстеженням ходу проекту в режимі реального часу.
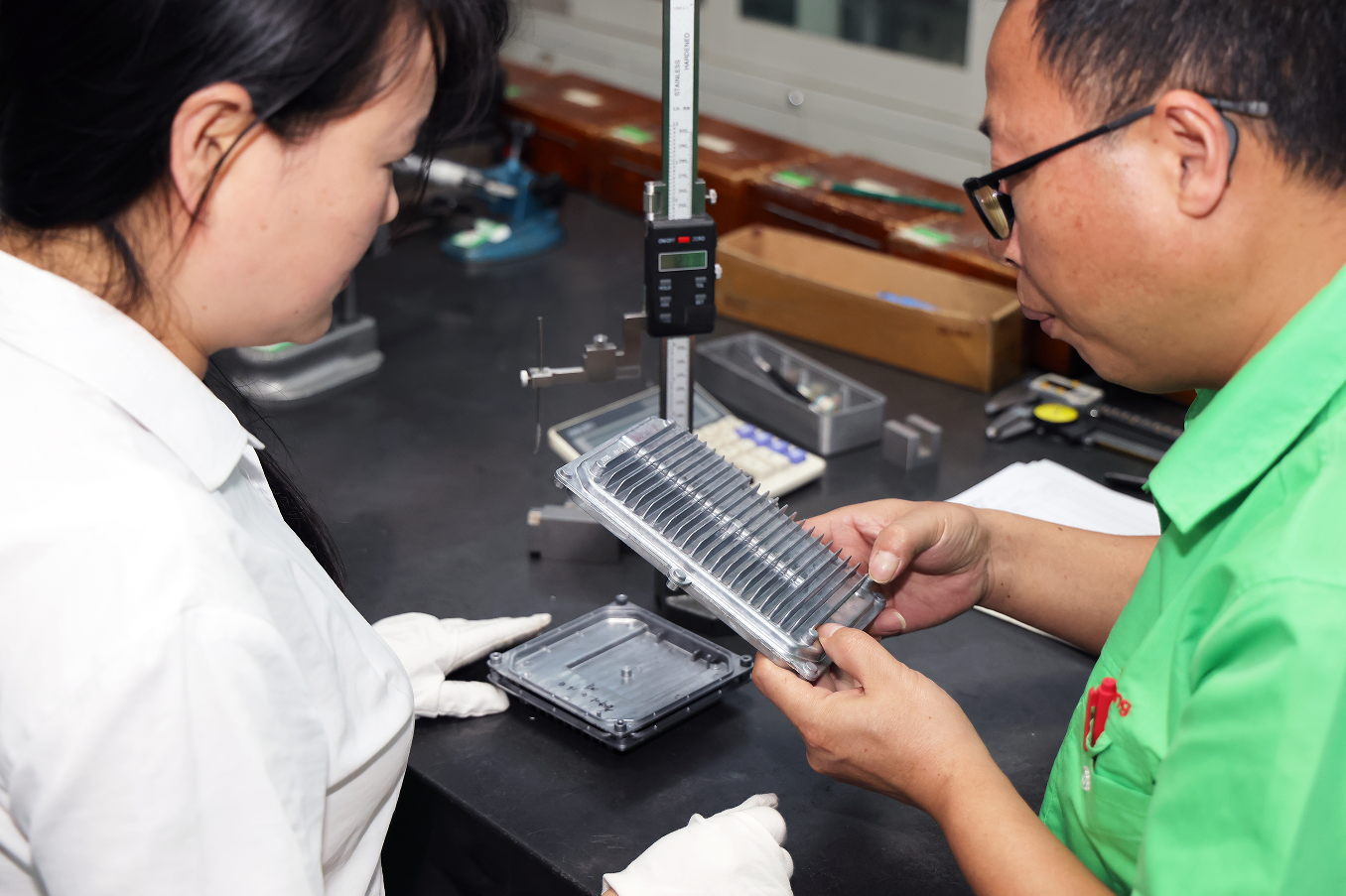
Сертифіковано за ISO 9001:2015. Суворий контроль якості на кожному етапі. Ми проводимо повну перевірку до виробництва, під час виробництва, інспекцію першого зразка та перевірку перед поставкою, з жорсткими допусками, що сягають 0,0 5мМ.


