 ×
×
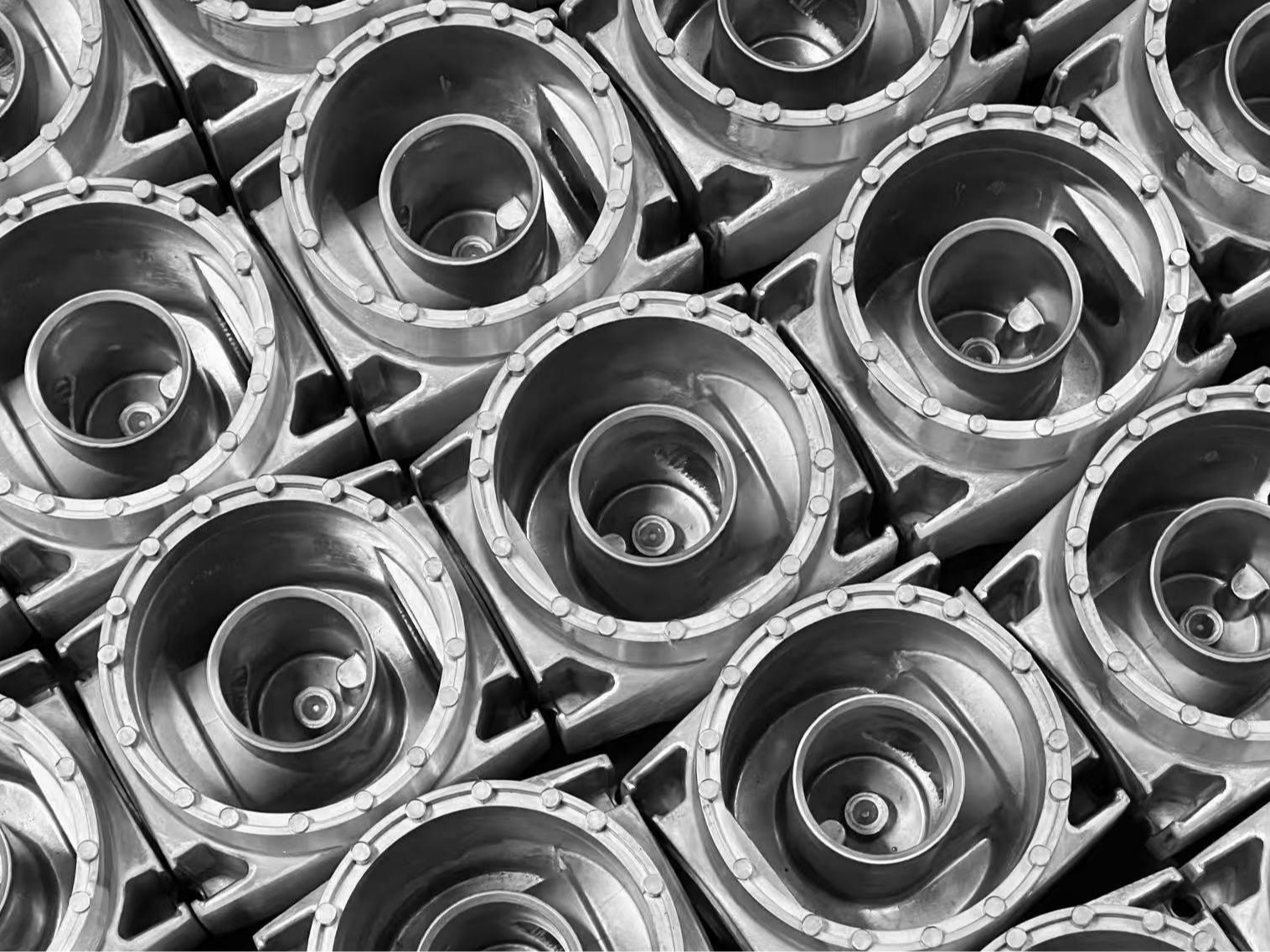
Компания Sino Die Casting предоставляет услуги точного литья под давлением из алюминия, цинка и магния — от изготовления прототипов до серийного производства, включая комплексное оснащение, механическую обработку и отделку для обеспечения стабильного качества, оперативных сроков поставки и экономической эффективности.







































| Параметры | Детали |
| Допуск | Точность литья под давлением: ±0,05 мм (±0,002″); вторичная механическая обработка обеспечивает точность до ±0,01 мм (±0,0004″). |
| Минимальная толщина стенки | Рекомендуемая минимальная толщина стенки для алюминиевого сплава — 1,5 мм, для цинкового сплава — до 0,8 мм |
| Соотношение толщин стенок | Соблюдайте соотношение толщины стенок не более 1:3, чтобы избежать неравномерного заполнения формы |
| Диаметр отверстия | Из-за высоких температур при литье под давлением алюминия отверстия диаметром менее 3 мм требуют вторичного сверления. Все резьбовые отверстия и наружные резьбы нарезаются вторично. |
| Угол извлечения | Минимальный угол выталкивания — 0,5°, чтобы предотвратить затруднения при выемке детали из формы. |
| Максимальный ресурс пресс-формы (количество циклов) | Цинк: 1 000 000; алюминий и магний: 100 000 |
| Минимальные объемы заказа | 500–1000 штук |
| Срок выполнения заказа | 20–25 дней. Точное время зависит от типа пресс-формы и сложности конструкции изделия |




Индивидуальный алюминиевый корпус RRU с литьём под давлением и фрезерной обработкой на станках с ЧПУ для беспроводных базовых станций. Высокая прочность, эффективный отвод тепла и серийное OEM-производство.
Индивидуальный алюминиевый корпус LiDAR с литьём под давлением и фрезерной обработкой на станках с ЧПУ. Высокая точность, эффективный отвод тепла и прочность для автомобильных датчиков, OEM-производства и массового выпуска.
Алюминиевый литьевой кронштейн шаровой головки зеркала заднего вида для автомобильных салонов. Высокая прочность, точная посадка и стабильное качество для производства по спецификациям OEM и оптового выпуска.
Алюминиевый литой корпус аудиоусилителя с последующей фрезерной обработкой на станках с ЧПУ для автомобильных систем. Высокая прочность, эффективный отвод тепла и поддержка серийного производства по спецификациям OEM.
OEM-ключницы на кольце с защелкой диаметром 25 мм и 30 мм. Для оптовых заказов, подарков и аксессуаров доступны несколько цветовых вариантов.

OEM-броши-значки из твёрдой эмали с золотым покрытием. Подходят для оптовых заказов, индивидуального нанесения логотипа и аниме-товаров — для одежды, головных уборов и рекламных подарков.







Мы снижаем ваши затраты на литьё под давлением за счёт профессионального проектирования пресс-форм и бесплатного анализа технологичности конструкции (DFM), обеспечивая максимальную эффективность использования материалов.
С помощью наших собственных производственных мощностей мы изготавливаем образцы литья под давлением всего за 3день, в сочетании с отслеживанием хода проекта в режиме реального времени.
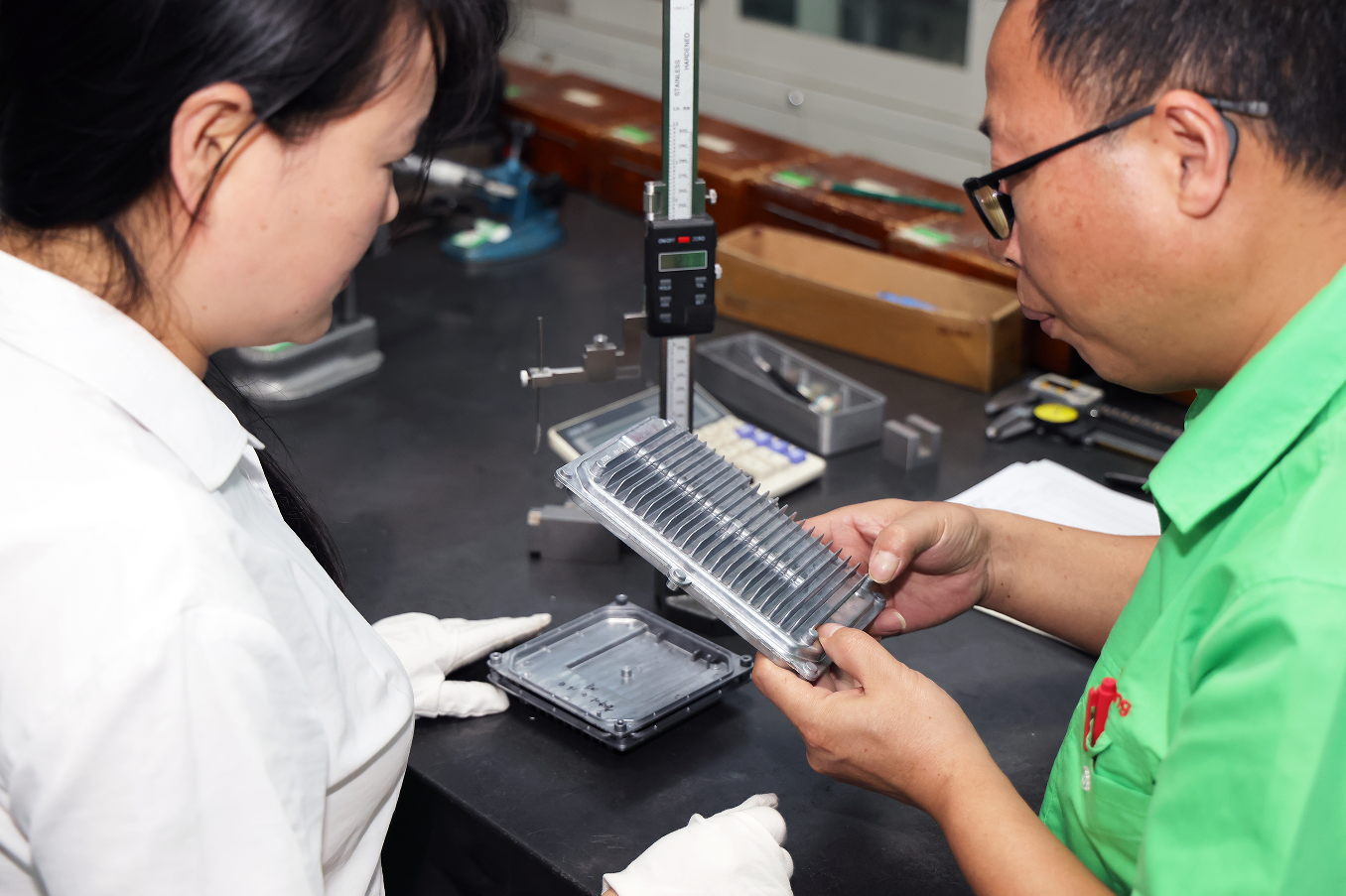
Сертифицировано по стандарту ISO 9001:2015. Жёсткий контроль качества на всех этапах. Мы проводим полный контроль до начала производства, во время производства, первичный контроль образца и предварительную приёмку перед отгрузкой, с допусками, достигающими 0,0 5мм.


