 ×
×
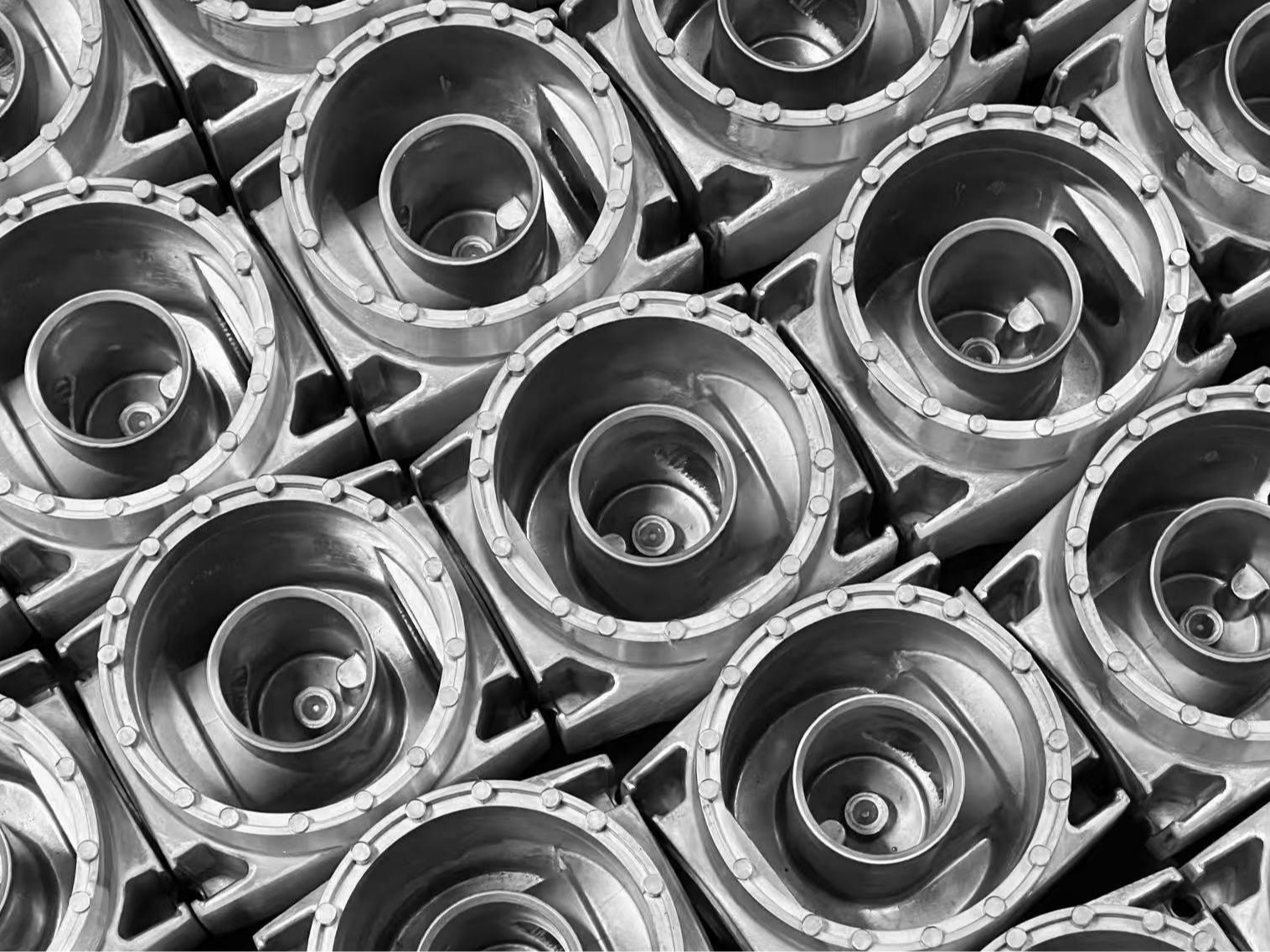
Sino Die Casting ofrece fundición a presión precisa de aluminio, zinc y magnesio, desde la fase de prototipado hasta la producción en masa, con herramientas integradas, mecanizado y acabados finales para garantizar una calidad constante, entregas rápidas y eficiencia de costos.







































| Parámetros | Detalles |
| Tolerancia | Tolerancia de fundición a presión precisa: ±0,05 mm (±0,002″); el mecanizado secundario alcanza hasta ±0,01 mm (±0,0004″). |
| Espesor mínimo de pared | Espesor recomendado para aleación de aluminio: 1,5 mm; para aleación de zinc puede reducirse hasta 0,8 mm |
| Relación de espesores de pared | Mantener una relación no superior a 1:3 para evitar un llenado irregular |
| Diámetro del agujero | Debido a las altas temperaturas en la fundición a presión de aluminio, los orificios de diámetro inferior a 3 mm requieren perforación secundaria. Todos los orificios roscados y las roscas externas se mecanizan secundariamente. |
| Ángulo de desmoldeo | Ángulo de desmoldeo mínimo de 0,5° para evitar problemas durante el desmoldeo. |
| Vida útil máxima del molde (número de ciclos) | Cinc: 1.000.000; Aluminio y magnesio: 100.000 |
| MOQs | 500-1000 piezas |
| Plazo de entrega | 20-25 días. El plazo concreto varía según el tipo de molde y la complejidad de la estructura del producto |




Carcasa personalizada de aluminio para RRU con fundición a presión y mecanizado CNC para estaciones base inalámbricas. Alta resistencia, disipación térmica y producción en masa bajo pedido del fabricante original (OEM).
Carcasa personalizada de aluminio para LiDAR con fundición a presión y mecanizado CNC. Alta precisión, disipación térmica y resistencia para sensores automotrices, producción OEM y en masa.
Soporte de cabeza esférica para espejo retrovisor, fabricado en aluminio fundido a presión, destinado a interiores automotrices. Alta resistencia, ajuste preciso y calidad estable para producción OEM y en grandes volúmenes.
Carcasa de amplificador de audio fabricada en aluminio fundido a presión con mecanizado CNC para sistemas automotrices. Alta resistencia, disipación térmica eficiente y soporte para producción OEM en grandes volúmenes.
Anillos para llaveros personalizados OEM con cierre tipo gancho en tamaños de 25 mm y 30 mm. Disponibles en múltiples colores para pedidos al por mayor, regalos y accesorios.

Pines de solapa esmaltados duros personalizados OEM con chapado en oro. Aptos para pedidos al por mayor, personalización de logotipos y mercancía de anime para ropa, gorras y regalos promocionales.







Reducimos sus costes de fundición a presión mediante un diseño profesional de moldes y un análisis DFM gratuito, garantizando así la máxima eficiencia en el uso de materiales.
Con nuestras instalaciones de producción totalmente integradas, entregamos muestras de fundición a presión en tan solo 3día, acompañadas de un seguimiento en tiempo real del proyecto.
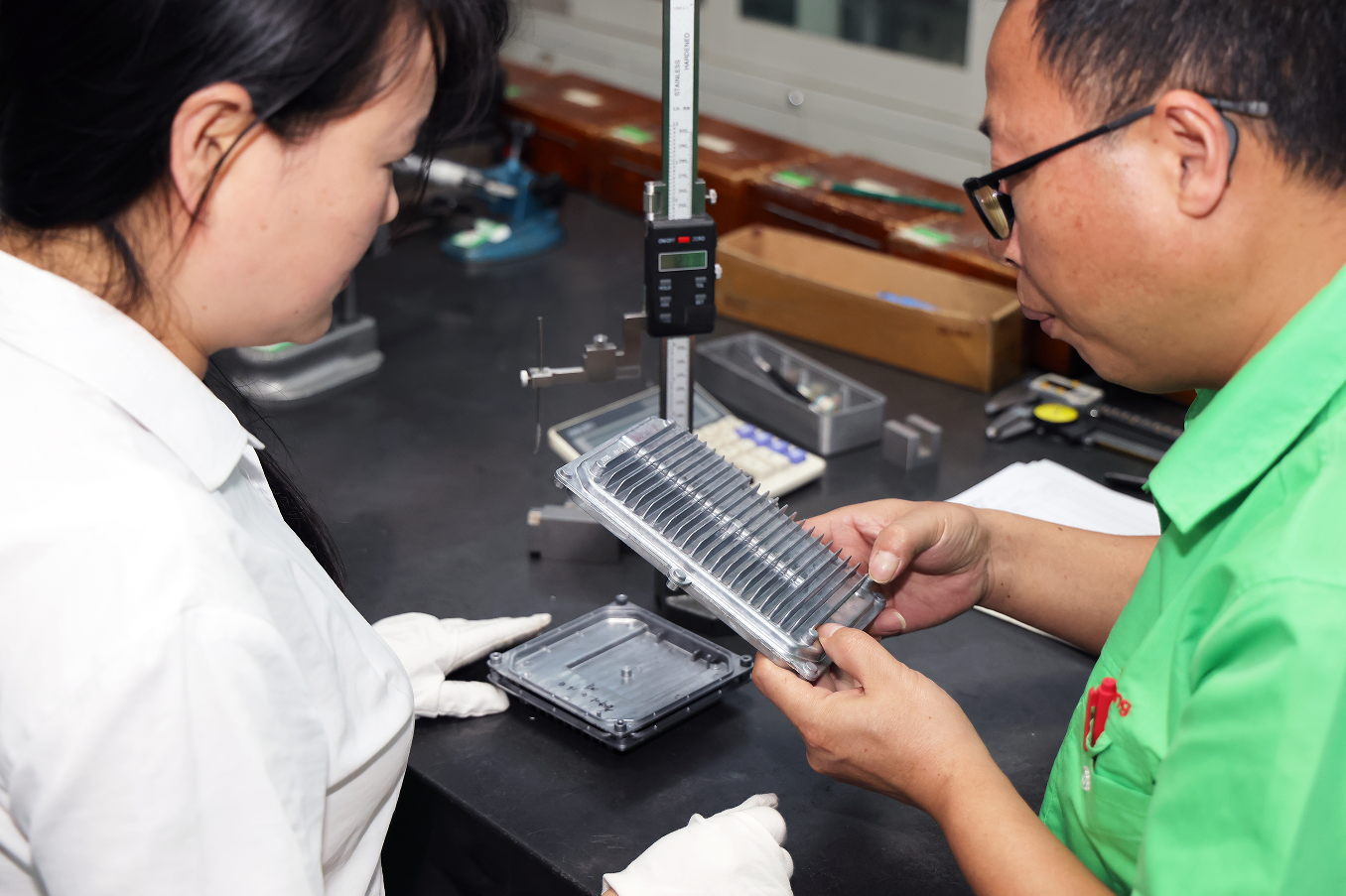
Certificado ISO 9001:2015. Controles de calidad rigurosos en cada etapa. Realizamos inspecciones completas antes de la producción, durante la producción, inspección del primer artículo y previas a la entrega, con tolerancias ajustadas tan bajas como 0,0 5mM.


