 ×
×
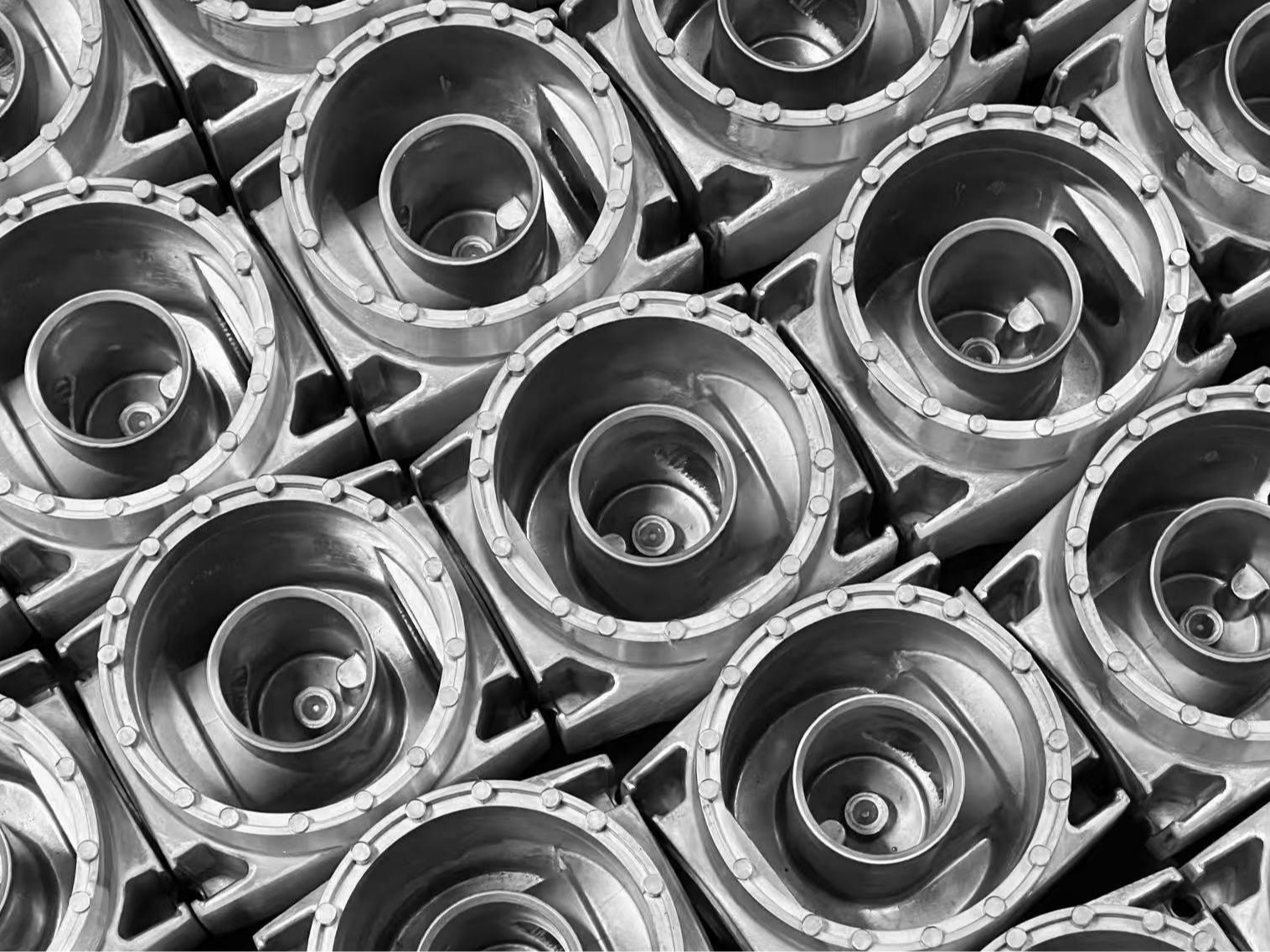
Sino Die Casting oferă turnare sub presiune precisă din aluminiu, zinc și magneziu, de la prototipare până la producție în masă, cu echipamente integrate pentru matrițare, prelucrare mecanică și finisare, pentru a asigura o calitate constantă, livrare rapidă și eficiență costurilor.







































| Parametru | Detalii |
| Toleranță | Toleranță de turnare sub presiune precisă: ±0,05 mm (±0,002″); prelucrarea secundară atinge până la ±0,01 mm (±0,0004″). |
| Grosimea minimă a peretelui | Grosimea recomandată pentru aliajele de aluminiu: 1,5 mm; aliajele de zinc pot ajunge până la 0,8 mm |
| Raportul grosimii pereților | Mențineți raportul în limitele 1:3 pentru a evita umplerea neuniformă |
| Diametrul orificiului | Datorită temperaturilor ridicate din turnarea sub presiune a aluminiului, găurile cu diametrul mai mic de 3 mm necesită forare secundară. Toate găurile filetate și filetele exterioare sunt prelucrate secundar. |
| Unghi de extracție | Unghi minim de degajare de 0,5° pentru a preveni problemele de demulare. |
| Durata maximă de viață a matriței (numărul de cicluri) | Zinc: 1.000.000; Aluminiu și magneziu: 100.000 |
| Cantități minime de comandă (MOQ) | 500–1000 bucăți |
| Termen de livrare | 20–25 de zile. Termenul specific variază în funcție de tipul de matriță și de complexitatea structurii produsului. |




Carcasă personalizată din aluminiu pentru RRU, cu turnare sub presiune și prelucrare CNC pentru stații de bază wireless. Rezistență ridicată, disipare termică eficientă și producție în masă OEM.
Carcasă personalizată din aluminiu pentru LiDAR, cu turnare sub presiune și prelucrare CNC. Precizie înaltă, disipare termică eficientă și rezistență ridicată pentru senzori automotive, producție OEM și în cantități mari.
Suport cu cap sferic din aluminiu turnat sub presiune pentru oglinzi retrovizoare interioare, destinat industriei auto. Rezistență ridicată, potrivire precisă și calitate stabilă, adecvat producției OEM și în cantități mari.
Carcasă pentru amplificator audio din aluminiu turnat sub presiune, cu prelucrare CNC, destinată sistemelor auto. Rezistență ridicată, disipare eficientă a căldurii și compatibilitate cu producția OEM în cantități mari.
Inele personalizate OEM pentru chei, cu cârlig de fixare rapidă, în dimensiunile de 25 mm și 30 mm. Opțiuni multi-color disponibile pentru comenzi în cantitate mare, cadouri și accesorii.

Broșe personalizate OEM din email dur, cu placare aur. Potrivite pentru comenzi în cantitate mare, personalizare cu logo și produse derivate anime destinate îmbrăcămintei, pălăriilor și cadourilor promoționale.







Reducem costurile dvs. de turnare sub presiune prin proiectare profesională a matrițelor și analiză DFM gratuită, asigurând o utilizare maxim eficientă a materialelor.
Datorită facilităților noastre de producție complet integrate, livrăm mostre de turnare sub presiune în cel mai scurt timp de 3o zi, împreună cu urmărirea în timp real a proiectului.
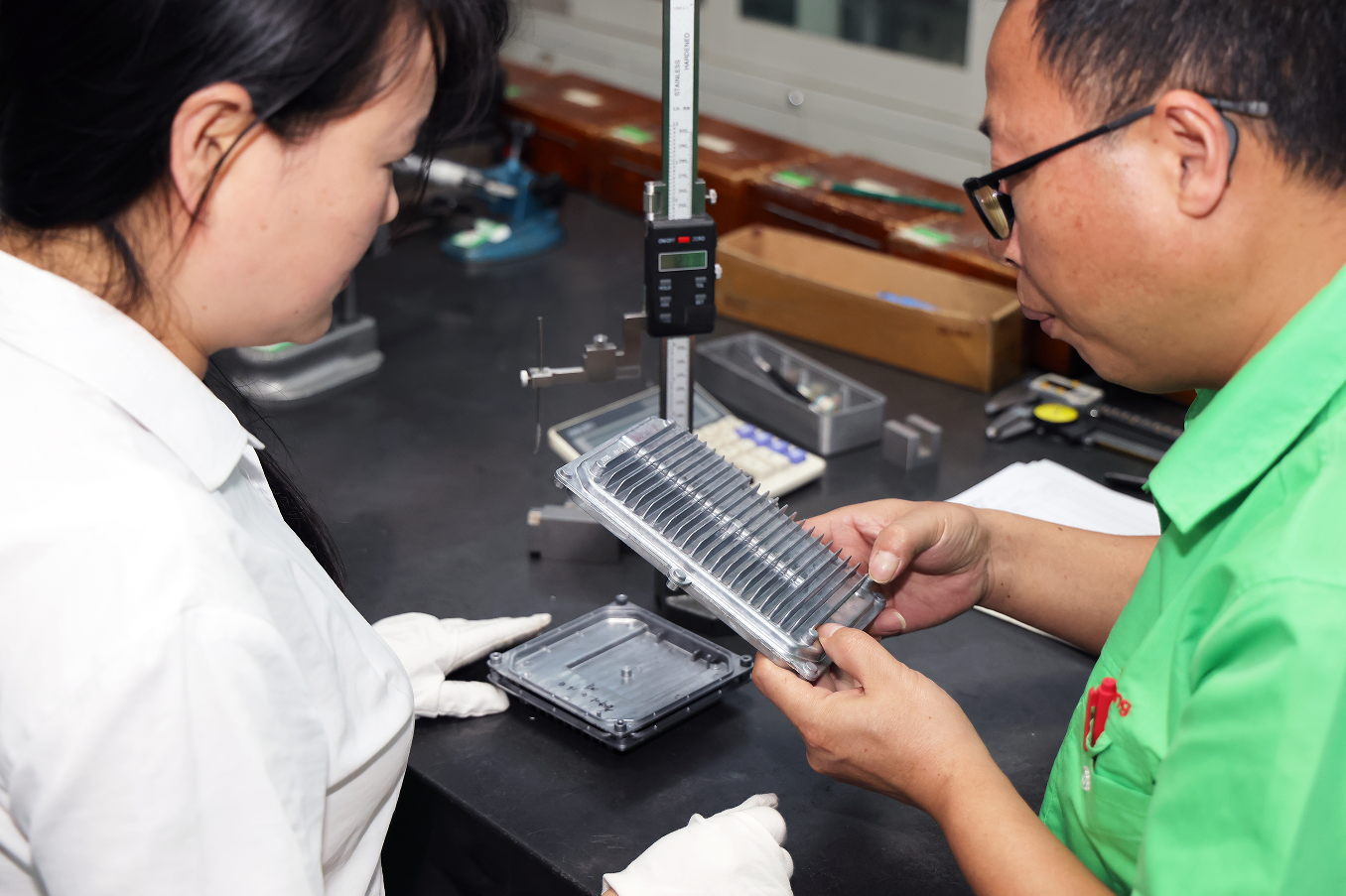
Certificat ISO 9001:2015. Verificări riguroase ale calității la fiecare etapă. Efectuăm inspecții complete înainte de producție, în timpul producției, inspecția primului articol și înainte de livrare, cu toleranțe stricte de până la 0,0 5mM.


