 ×
×
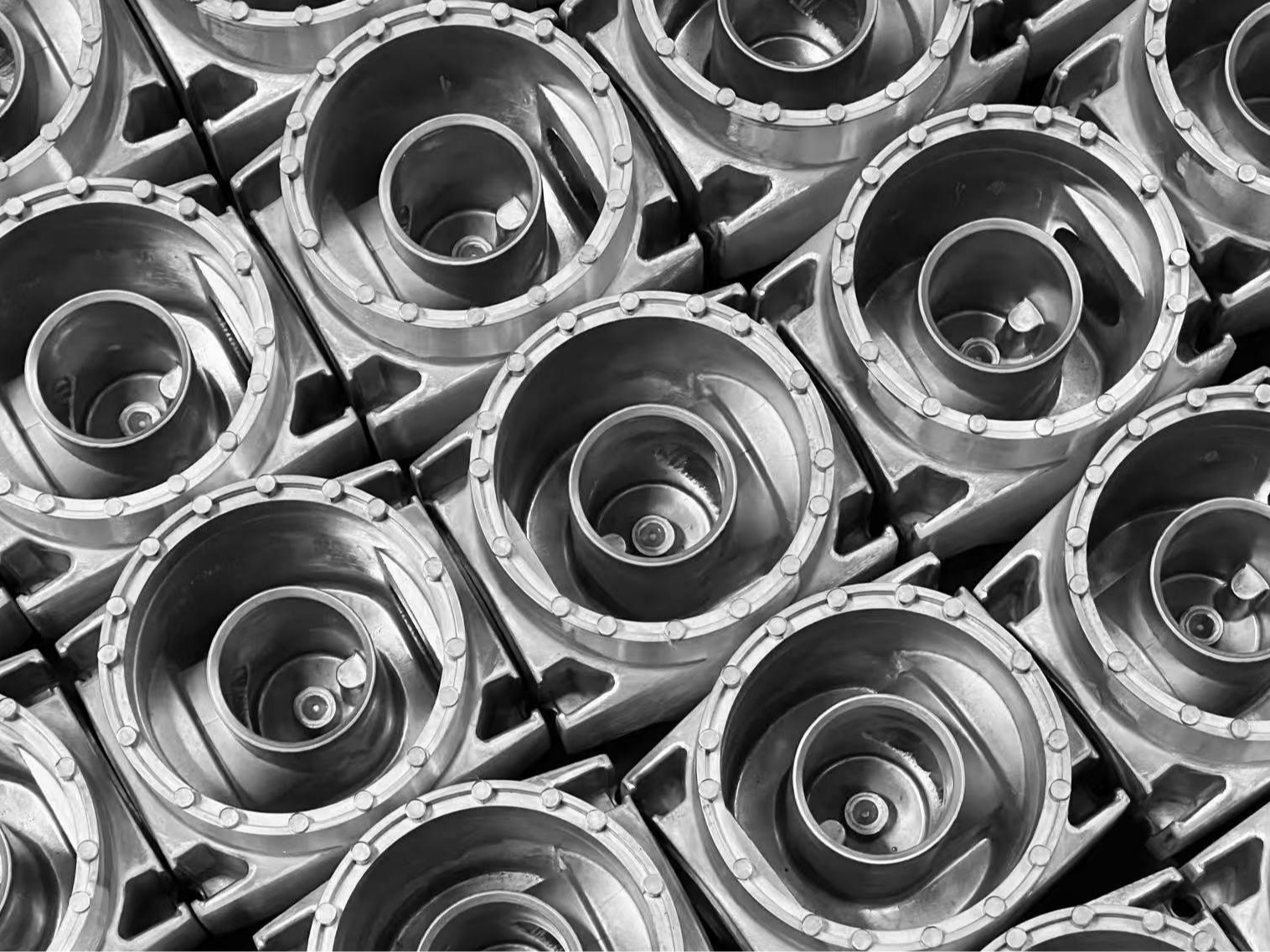
Sino Die Casting fornisce fusioni in pressione di precisione in alluminio, zinco e magnesio, dalla prototipazione alla produzione su larga scala, con attrezzature integrate, lavorazioni meccaniche e finiture per garantire qualità costante, consegne rapide ed efficienza economica.







































| Parametro | Dettagli |
| Tolleranza | Tolleranza di fusione in pressione di precisione: ±0,05 mm (±0,002″); le lavorazioni meccaniche secondarie raggiungono una tolleranza fino a ±0,01 mm (±0,0004″). |
| Spessore minimo del parete | Spessore consigliato per la lega di alluminio: 1,5 mm; per la lega di zinco è possibile scendere fino a 0,8 mm |
| Rapporto tra spessori delle pareti | Mantenere un rapporto non superiore a 1:3 per evitare riempimenti irregolari |
| Diametro del foro | A causa delle elevate temperature impiegate nella fusione in pressione dell’alluminio, i fori con diametro inferiore a 3 mm richiedono una foratura secondaria. Tutti i fori filettati e i filetti esterni vengono realizzati mediante lavorazione meccanica secondaria. |
| Angolo di sformo | Angolo di sformatura minimo di 0,5° per prevenire problemi di estrazione dallo stampo. |
| Durata massima dello stampo (numero di cicli) | Zinco: 1.000.000; Alluminio e Magnesio: 100.000 |
| Quantitativi minimi di ordine | 500-1000 pezzi |
| Tempi di consegna | 20-25 giorni. I tempi specifici variano in base al tipo di stampo e alla complessità della struttura del prodotto |




Involucro RRU in alluminio personalizzato con tecnica di pressofusione e lavorazione CNC per stazioni base wireless. Elevata resistenza meccanica, dissipazione termica efficiente e produzione su larga scala OEM.
Involucro personalizzato in alluminio per LiDAR con tecnica di pressofusione e lavorazione CNC. Alta precisione, dissipazione termica ed elevata resistenza per sensori automotive, produzione OEM e produzione su larga scala.
Supporto a sfera in alluminio pressofuso per specchietto retrovisore interno destinato all’industria automobilistica. Elevata resistenza meccanica, precisione di adattamento e qualità costante per produzioni OEM e in grandi quantità.
Carcassa per amplificatore audio in alluminio pressofuso con lavorazione CNC per sistemi automobilistici. Elevata resistenza meccanica, dissipazione termica efficiente e supporto per produzioni OEM in grandi quantità.
Anelli personalizzati OEM per portachiavi con gancio a scatto, disponibili nelle misure da 25 mm e 30 mm. Opzioni multicolore disponibili per ordini in grandi quantità, regali e accessori.

Spille da bavero personalizzate OEM in smalto duro con placcatura oro. Ideali per ordini in quantità, personalizzazione con logo e merchandising anime per abbigliamento, cappelli e regali promozionali.







Riduciamo i vostri costi di pressofusione grazie a una progettazione professionale degli stampi e a un’analisi DFM gratuita, garantendo la massima efficienza nell’utilizzo dei materiali.
Con i nostri impianti produttivi completamente interni, consegniamo i campioni di pressofusione in soli 3giorno, abbinati a un monitoraggio in tempo reale del progetto.
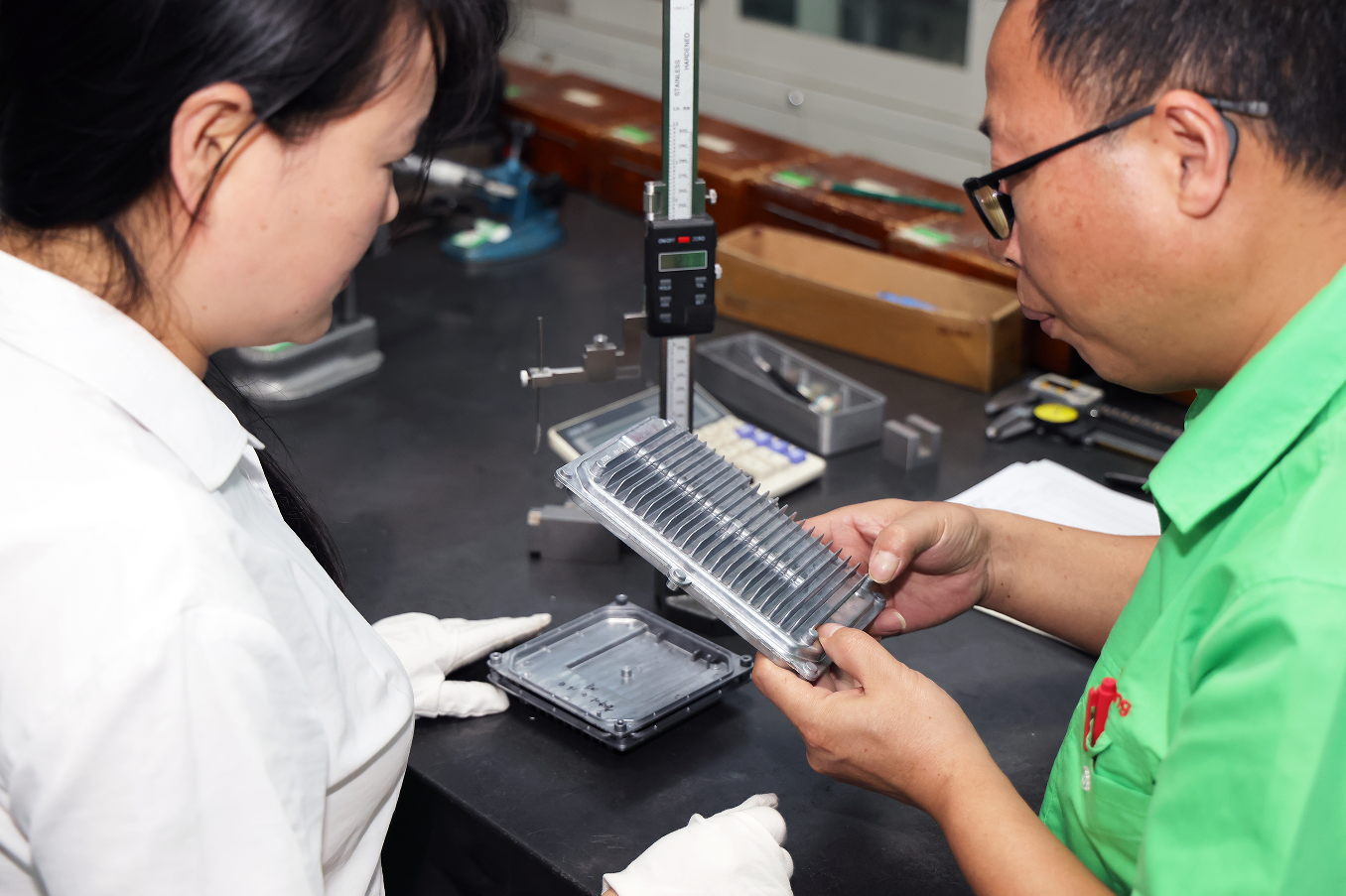
Certificato ISO 9001:2015. Controlli qualità rigorosi a ogni stadio. Effettuiamo ispezioni complete prima della produzione, durante la produzione, ispezione del primo articolo e prima della consegna, con tolleranze strette fino a 0,0 5mM.


