 ×
×
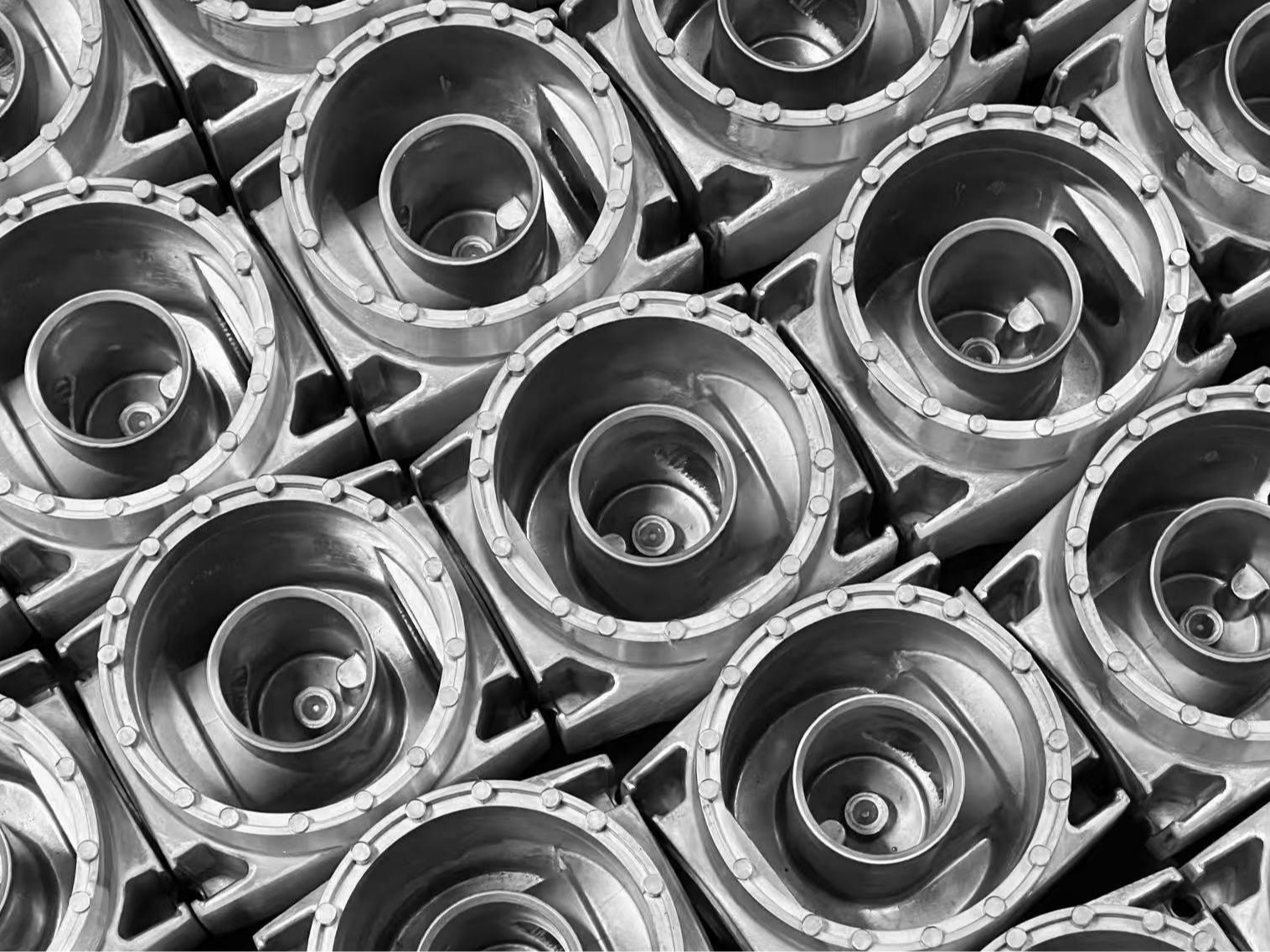
Sino Die Casting oferuje precyzyjne odlewanie pod ciśnieniem z aluminium, cynku i magnezu – od wytwarzania prototypów po produkcję masową – z zintegrowaną produkcją matryc, obróbką skrawaniem oraz wykańczaniem, zapewniając spójną jakość, szybkie dostawy oraz efektywność kosztową.







































| Parametry | Szczegóły |
| Tolerancja | Dopuszczalna dokładność odlewania pod ciśnieniem: ±0,05 mm (±0,002″); dodatkowa obróbka skrawaniem osiąga dokładność do ±0,01 mm (±0,0004″). |
| Minimalna grubość ściany | Zalecana minimalna grubość ścianki stopu aluminium: 1,5 mm, stopu cynku: 0,8 mm |
| Stosunek grubości ścianek | Zachowaj stosunek wysokości do grubości ścianki w granicach 1:3, aby uniknąć nieregularnego wypełniania formy. |
| Średnica otworu | Ze względu na wysokie temperatury występujące podczas odlewania pod ciśnieniem aluminium otwory o średnicy mniejszej niż 3 mm wymagają dodatkowego wiercenia. Wszystkie gwintowane otwory oraz zewnętrzne gwinty są wykonywane w procesie dodatkowej obróbki skrawaniem. |
| Kąt wyboju | Minimalny kąt wyciągu wynosi 0,5°, aby zapobiec problemom z wyjmowaniem odlewu z formy. |
| Maksymalna żywotność matrycy (liczba cykli) | Cynk: 1 000 000; aluminium i magnez: 100 000 |
| Minimalne wielkości zamówień | 500–1000 sztuk |
| Czas Oczekiwania | 20–25 dni. Dokładny termin zależy od typu formy oraz złożoności konstrukcji produktu |




Niestandardowa aluminiowa obudowa RRU z odlewu ciśnieniowego i obróbki CNC przeznaczona do stacji bazowych bezprzewodowych. Wysoka wytrzymałość, odprowadzanie ciepła oraz seryjna produkcja OEM.
Niestandardowa obudowa LiDAR z aluminium wykonana metodą odlewania ciśnieniowego oraz obróbki CNC. Wysoka precyzja, odprowadzanie ciepła i wytrzymałość przeznaczone dla czujników samochodowych, produkcji OEM oraz masowej.
Odlewany pod ciśnieniem z aluminium uchwyt kulowy lusterka wstecznego wewnętrznego do zastosowań wewnątrz pojazdów. Wysoka wytrzymałość, precyzyjne dopasowanie oraz stabilna jakość dla producentów oryginalnych części (OEM) i masowej produkcji.
Odlewana pod ciśnieniem z aluminium obudowa wzmacniacza audio z obróbką CNC do systemów samochodowych. Wysoka wytrzymałość, skuteczne odprowadzanie ciepła oraz obsługa produkcji masowej zgodnej z wymaganiami producentów oryginalnych części (OEM).
Oryginalne pierścienie do breloku z możliwością dostosowania (OEM) z haczykiem szybkozapięciowym w rozmiarach 25 mm i 30 mm. Wielokolorowe wersje dostępne na zamówienia hurtowe, jako prezenty oraz akcesoria.

Oryginalne broszki typu lapel pin z twardą emalią z możliwością dostosowania (OEM) z powłoką złocistą. Przeznaczone na zamówienia hurtowe, personalizację logo oraz produkty merchandisingowe związane z anime – do odzieży, kapeluszy i prezentów promocyjnych.







Zmniejszamy Twoje koszty odlewania ciśnieniowego dzięki profesjonalnemu projektowaniu form oraz bezpłatnej analizie DFM, zapewniając maksymalną wydajność wykorzystania materiałów.
Dzięki pełnym własnym zakładom produkcyjnym dostarczamy próbki odlewów ciśnieniowych już w ciągu 31 dnia, w połączeniu z rzeczywistym śledzeniem postępu realizacji projektu.
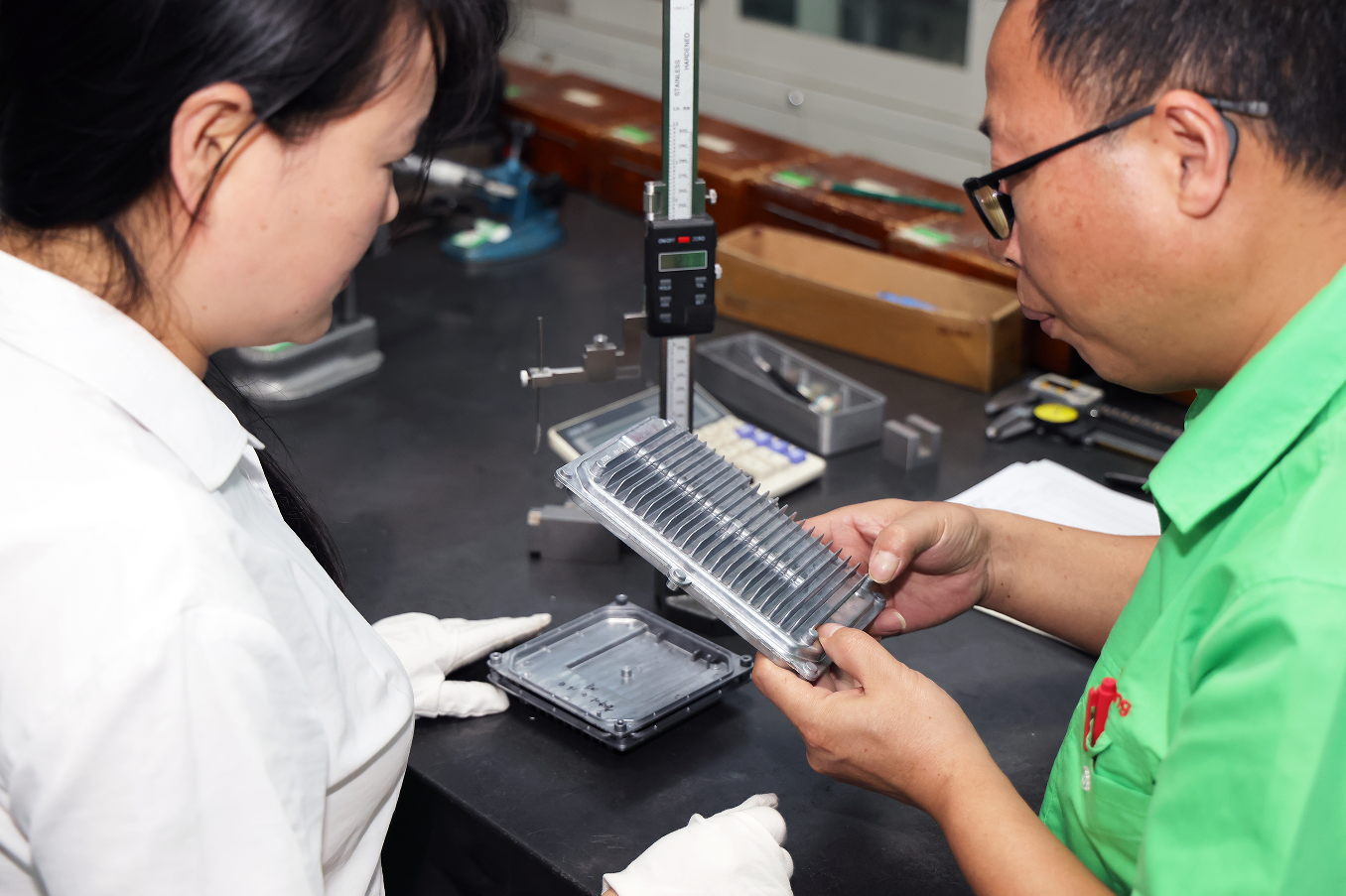
Certyfikowany zgodnie z normą ISO 9001:2015. Rygorystyczne kontrole jakości na każdym etapie. Przeprowadzamy pełne inspekcje przed produkcją, podczas produkcji, inspekcję pierwszego egzemplarza oraz przed wysyłką, z dokładnością tolerancji sięgającą nawet 0,0 5mM.


