 ×
×
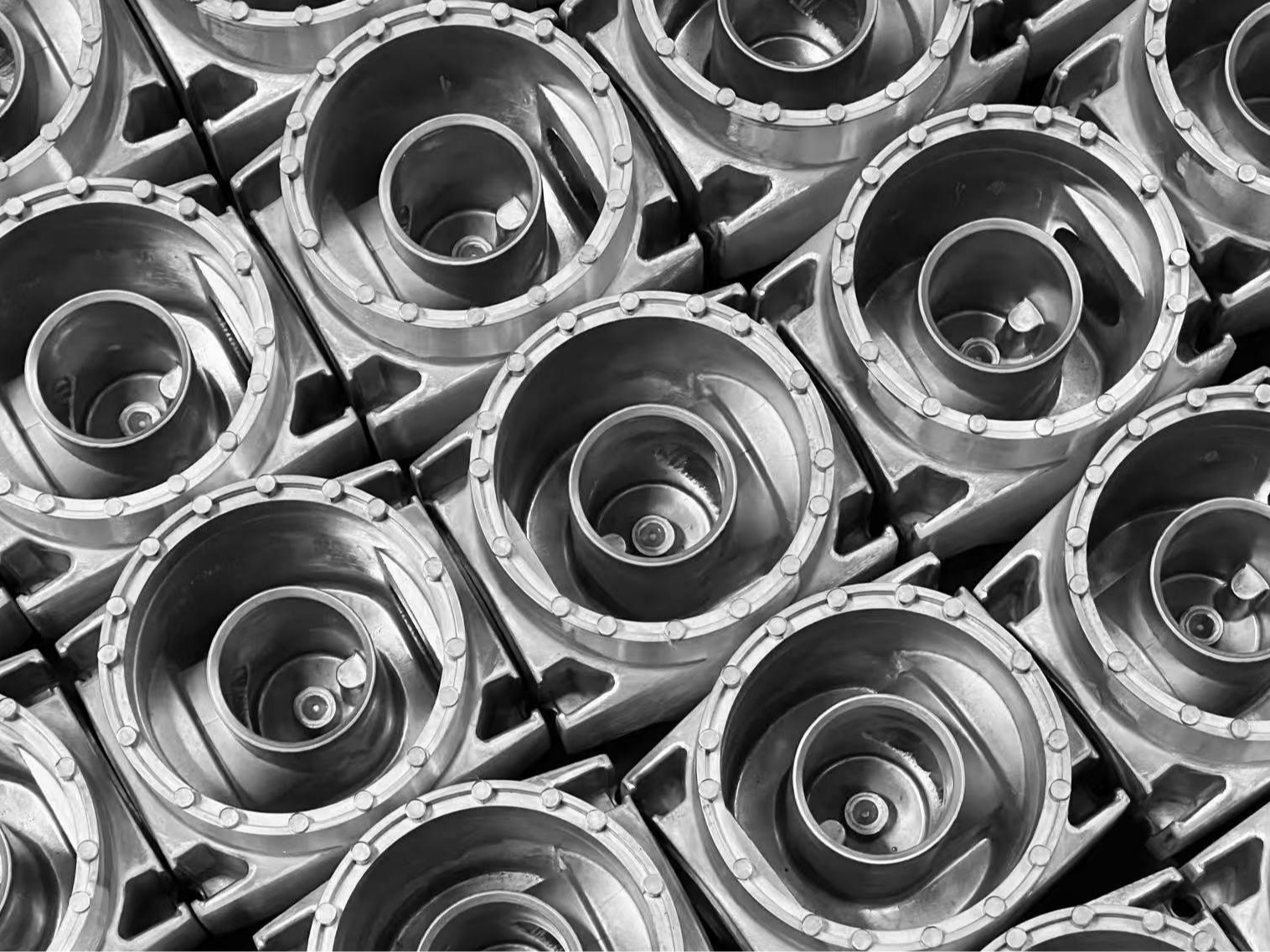
Sino Die Casting nabízí přesné tlakové lití z hliníku, zinku a hořčíku – od výroby prototypů až po sériovou výrobu – s integrovaným nářadím, obráběním a dokončovacími operacemi, aby byla zajištěna konzistentní kvalita, rychlá dodávka a cenová efektivita.







































| Parametr | Podrobnosti |
| Tolerance | Přesnost tlakového lití: ±0,05 mm (±0,002″); sekundární obrábění dosahuje přesnosti až ±0,01 mm (±0,0004″). |
| Minimální tloušťka stěny | Doporučená minimální tloušťka stěny z hliníkové slitiny je 1,5 mm, u zinkové slitiny lze dosáhnout až 0,8 mm |
| Poměr tloušťky stěny | Udržujte poměr v rozmezí 1:3, abyste zabránili nerovnoměrnému plnění |
| Průměr díry | Z důvodu vysokých teplot při tlakovém lití hliníku vyžadují otvory menší než 3 mm průměru sekundární vrtání. Všechny závitové otvory a vnější závity jsou zpracovány sekundárně. |
| Vytažení pod úhlem | Minimální úhel vytažení 0,5° pro zabránění potíží při vyjímání dílu ze formy. |
| Maximální životnost formy (počet cyklů) | Zinek: 1 000 000; hliník a hořčík: 100 000 |
| Minimální objednávací množství | 500–1000 kusů |
| Dodací lhůta | 20–25 dní. Konkrétní doba se liší podle typu formy a složitosti konstrukce výrobku. |




Vlastní hliníkový ochranný kryt RRU s litím do tlaku a CNC obráběním pro bezdrátové základnové stanice. Vysoká pevnost, odvod tepla a sériová výroba na zakázku (OEM).
Vlastní hliníkové pouzdro pro LiDAR s litím do tlakové formy a CNC obráběním. Vysoká přesnost, odvod tepla a pevnost pro senzory pro automobily, OEM i sériovou výrobu.
Hliníkový tlakově odlitý přední závěs zrcátka pro vnitřní zadní pohled pro automobilové interiéry. Vysoká pevnost, přesná pasování a stabilní kvalita pro OEM i sériovou výrobu.
Hliníkový tlakově odlitý kryt zvukového zesilovače s CNC obráběním pro automobilové systémy. Vysoká pevnost, odvod tepla a podpora OEM sériové výroby.
OEM vlastní kroužky na klíče se závěsem typu snap hook v rozměrech 25 mm a 30 mm. Pro velkoobjednávky, dárky a příslušenství je k dispozici vícebarevné provedení.

OEM vlastní lapelové brožky z tvrdého smaltu se zlatým povlakem. Vhodné pro velkoobjednávky, přizpůsobení loga a zboží s motivy anime pro oblečení, klobouky a propagační dárky.







Snížíme vaše náklady na tlakové lití díky profesionálnímu návrhu forem a bezplatné analýze DFM, čímž zajistíme maximální efektivitu využití materiálu.
Díky našim plně interním výrobním zařízením dodáváme vzorky z tlakového lití již během 31 dne, doplněných sledováním projektu v reálném čase.
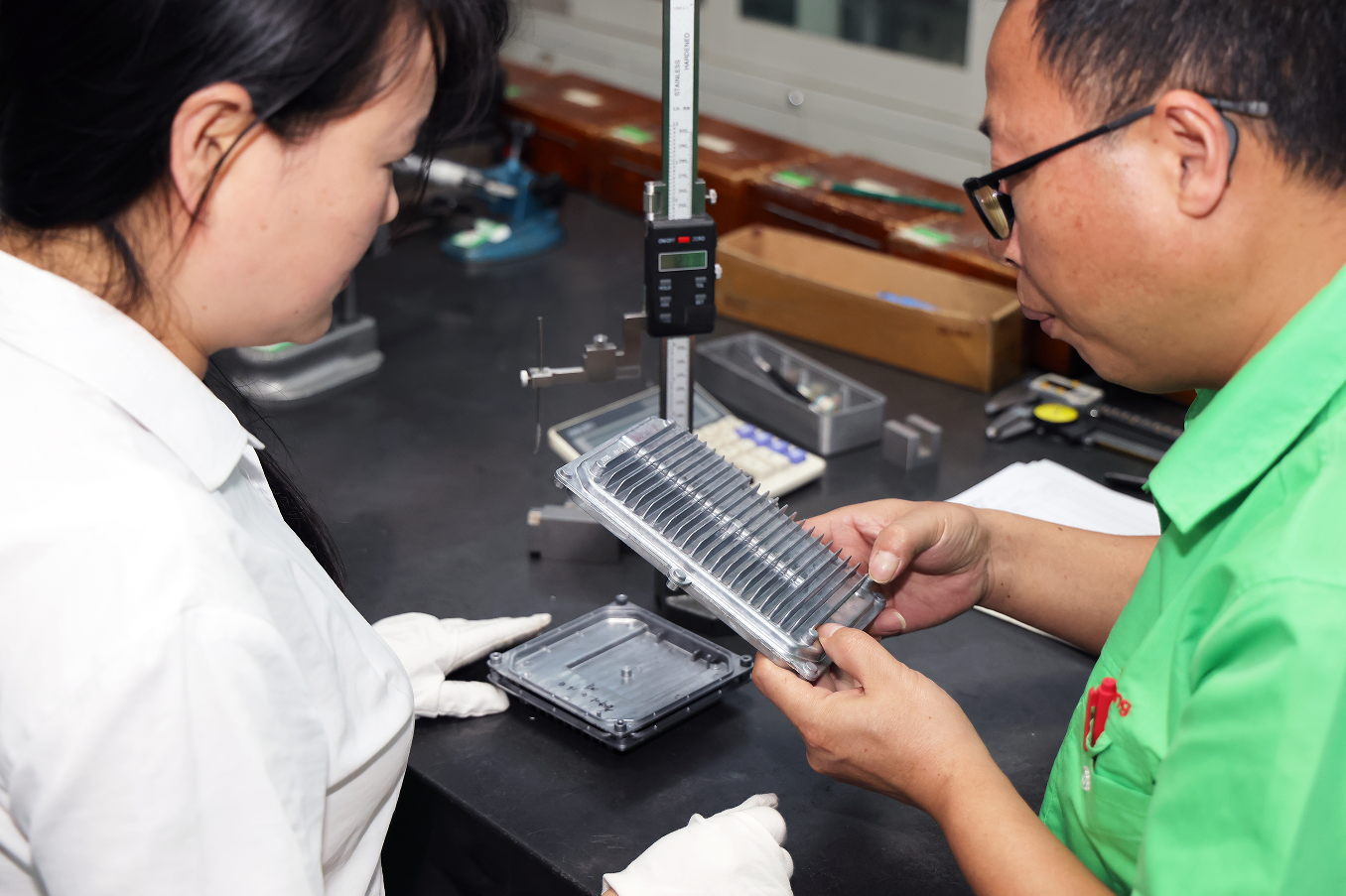
Certifikováno podle ISO 9001:2015. Důkladní kontrola kvality na každém stupni výroby. Provádíme kompletní kontroly před výrobou, během výroby, kontrolu prvního vzorku a před expedicí, s přesnými tolerancemi až do 0,0 5mM.


