 ×
×
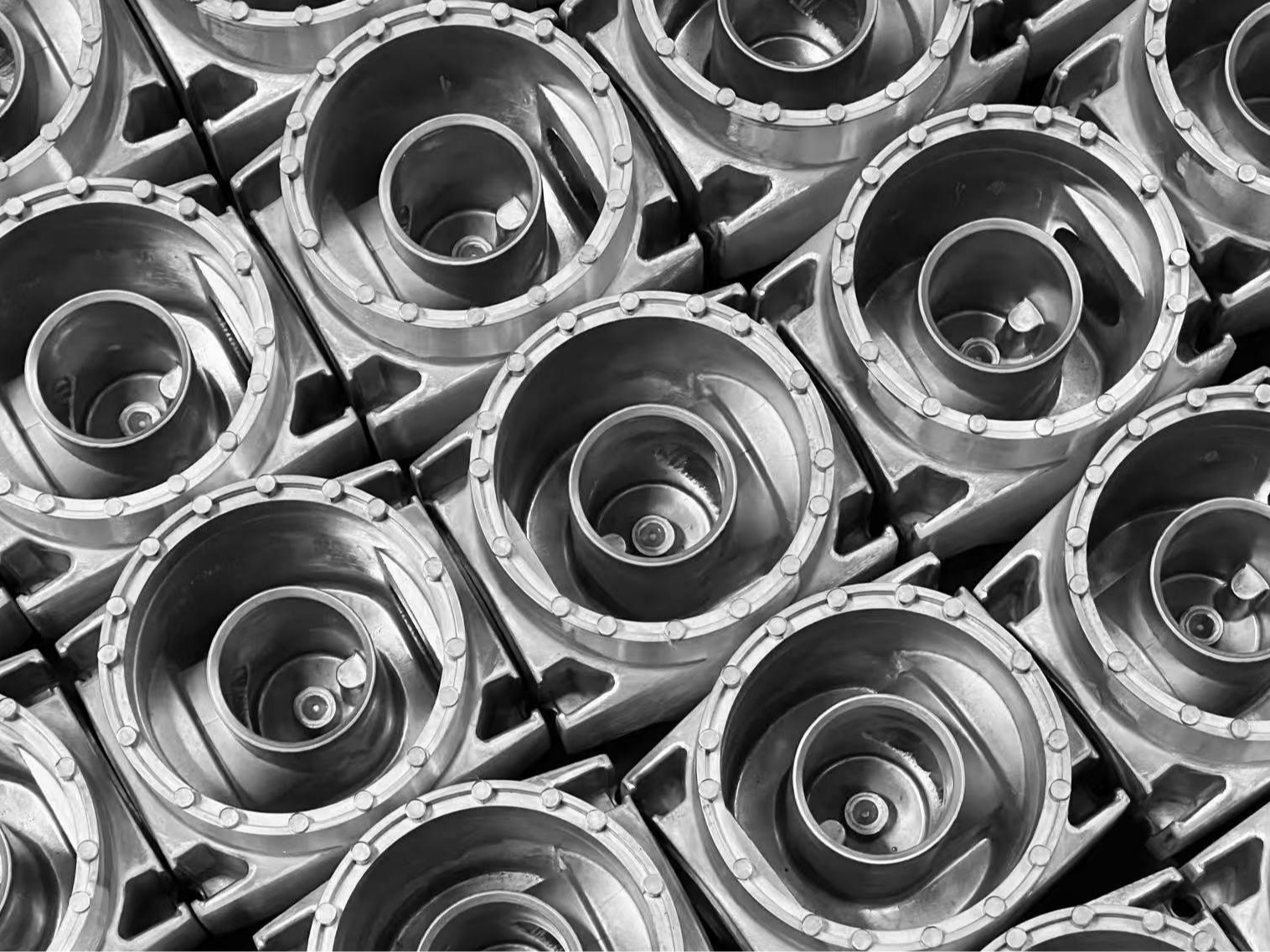
ซิโน่ ไดคัสติ้ง ให้บริการหล่อขึ้นรูปด้วยแม่พิมพ์โลหะ (die casting) ที่มีความแม่นยำสูงสำหรับอลูมิเนียม ซิงค์ และแมกนีเซียม ตั้งแต่ขั้นตอนต้นแบบไปจนถึงการผลิตจำนวนมาก โดยมีการบูรณาการกระบวนการออกแบบและผลิตแม่พิมพ์ การกลึงชิ้นงาน และการตกแต่งผิว เพื่อให้มั่นใจในคุณภาพที่สม่ำเสมอ ส่งมอบได้อย่างรวดเร็ว และมีประสิทธิภาพด้านต้นทุน







































| พารามิเตอร์ | รายละเอียด |
| ความคลาดเคลื่อน | ความคลาดเคลื่อนในการหล่อขึ้นรูปด้วยแม่พิมพ์โลหะแบบแม่นยำ: ±0.05 มม. (±0.002 นิ้ว); การกลึงขั้นที่สองสามารถบรรลุความคลาดเคลื่อนได้สูงสุดถึง ±0.01 มม. (±0.0004 นิ้ว) |
| ความหนาของผนังขั้นต่ำ | ความหนาของผนังที่แนะนำสำหรับโลหะผสมอลูมิเนียมคือ 1.5 มม. ในขณะที่โลหะผสมซิงค์สามารถทำได้บางลงถึง 0.8 มม. |
| อัตราส่วนความหนาของผนัง | รักษาระดับอัตราส่วนไว้ภายใน 1:3 เพื่อหลีกเลี่ยงการเติมวัสดุไม่สม่ำเสมอ |
| เส้นผ่านศูนย์กลางของรู | เนื่องจากอุณหภูมิสูงในการหล่อขึ้นรูปอลูมิเนียมแบบไดคัสติ้ง รูที่มีเส้นผ่านศูนย์กลางเล็กกว่า 3 มม. จำเป็นต้องเจาะเพิ่มเติมในขั้นตอนที่สอง รูเกลียวทั้งหมดและเกลียวภายนอกจะถูกกลึงเพิ่มเติมในขั้นตอนที่สอง |
| มุมร่าง | มุมเอียงต่ำสุด 0.5° เพื่อป้องกันปัญหาการถอดชิ้นงานออกจากแม่พิมพ์ |
| อายุการใช้งานสูงสุดของแม่พิมพ์ (จำนวนรอบการผลิต) | สังกะสี: 1,000,000 ครั้ง; อลูมิเนียมและแมกนีเซียม: 100,000 ครั้ง |
| ปริมาณสั่งซื้อขั้นต่ำ (MOQ) | 500–1,000 ชิ้น |
| ระยะเวลาการจัดส่ง | 20–25 วัน เวลาที่แน่นอนขึ้นอยู่กับประเภทของแม่พิมพ์และความซับซ้อนของโครงสร้างผลิตภัณฑ์ |




ตู้ใส่ RRU อะลูมิเนียมแบบกำหนดเอง ผลิตด้วยกระบวนการหล่อขึ้นรูปด้วยแม่พิมพ์และเครื่องจักรกัด CNC สำหรับสถานีฐานไร้สาย มีความแข็งแรงสูง ระบายความร้อนได้ดี และสามารถผลิตจำนวนมากตามแบบ OEM
เคส LiDAR แบบกำหนดเองจากอลูมิเนียม ผลิตด้วยกระบวนการหล่อแรงดันและกลึงด้วยเครื่อง CNC ให้ความแม่นยำสูง ระบายความร้อนได้ดี และมีความแข็งแรงสูง เหมาะสำหรับเซ็นเซอร์ยานยนต์ การผลิตโดยผู้ผลิตรถยนต์ (OEM) และการผลิตจำนวนมาก
ตัวยึดหัวลูกบอลกระจกมองหลังภายในรถที่ผลิตจากอะลูมิเนียมแบบขึ้นรูปด้วยแรงดัน สำหรับใช้งานในยานยนต์ มีความแข็งแรงสูง พอดีแน่นแม่นยำ และคุณภาพคงที่ เหมาะสำหรับการผลิตแบบ OEM และการผลิตจำนวนมาก
เคสแอมพลิฟายเออร์เสียงสำหรับยานยนต์ที่ผลิตจากอะลูมิเนียมแบบขึ้นรูปด้วยแรงดันและผ่านกระบวนการกลึงด้วยเครื่อง CNC มีความแข็งแรงสูง ระบายความร้อนได้ดี และรองรับการผลิตแบบ OEM และการผลิตจำนวนมาก
แหวนพวงกุญแจแบบ OEM ที่ปรับแต่งได้ พร้อมตะขอคลิ๊ก ขนาด 25 มม. และ 30 มม. มีตัวเลือกสีหลากหลายสำหรับการสั่งซื้อจำนวนมาก ของขวัญ และอุปกรณ์เสริม

เข็มกลัดแบบ OEM ที่ปรับแต่งได้ ทำจากเคลือบเอนามล์แข็งและชุบทอง ใช้งานได้ดีสำหรับการสั่งซื้อจำนวนมาก การปรับแต่งโลโก้ และสินค้าอนิเมะสำหรับเสื้อผ้า หมวก และของขวัญเพื่อการส่งเสริมการขาย







เราช่วยลดต้นทุนการผลิตไดคัสติ้งของคุณผ่านการออกแบบแม่พิมพ์อย่างมืออาชีพและการวิเคราะห์ DFM ฟรี เพื่อให้มั่นใจว่าการใช้วัสดุมีประสิทธิภาพสูงสุด
ด้วยโรงงานผลิตแบบครบวงจรภายในองค์กรของเรา เราสามารถจัดส่งตัวอย่างไดคัสติ้งได้เร็วที่สุดภายใน 31 วัน พร้อมระบบติดตามความคืบหน้าโครงการแบบเรียลไทม์
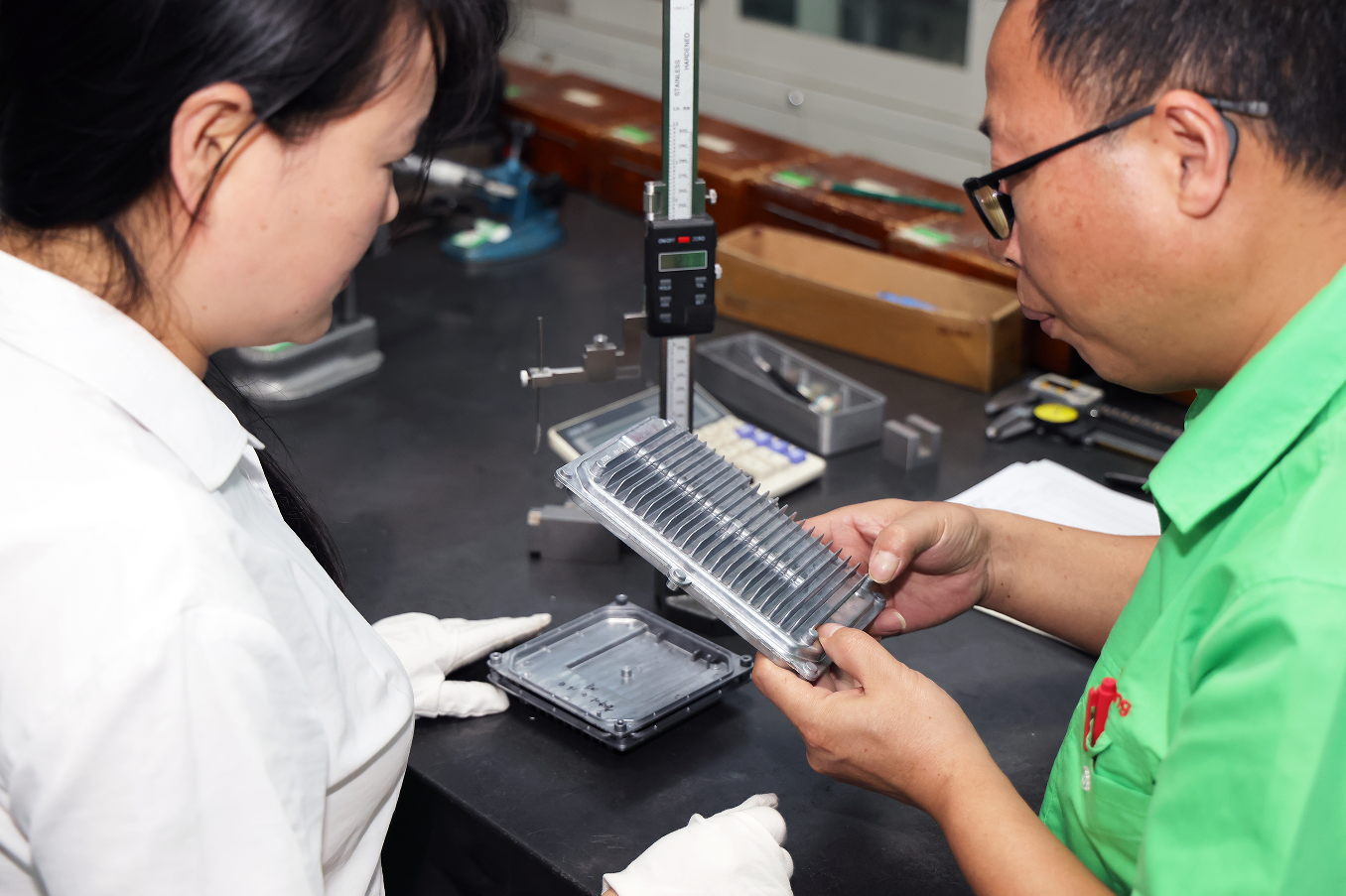
ได้รับการรับรองตามมาตรฐาน ISO 9001:2015 ตรวจสอบคุณภาพอย่างเข้มงวดในทุกขั้นตอน เราดำเนินการตรวจสอบอย่างครบถ้วนก่อนการผลิต ระหว่างการผลิต การตรวจสอบตัวอย่างชิ้นแรก (First Article Inspection) และก่อนการส่งมอบ โดยมีความคลาดเคลื่อนที่ยอมรับได้ต่ำสุดถึง 0.0 5มม.


