 ×
×
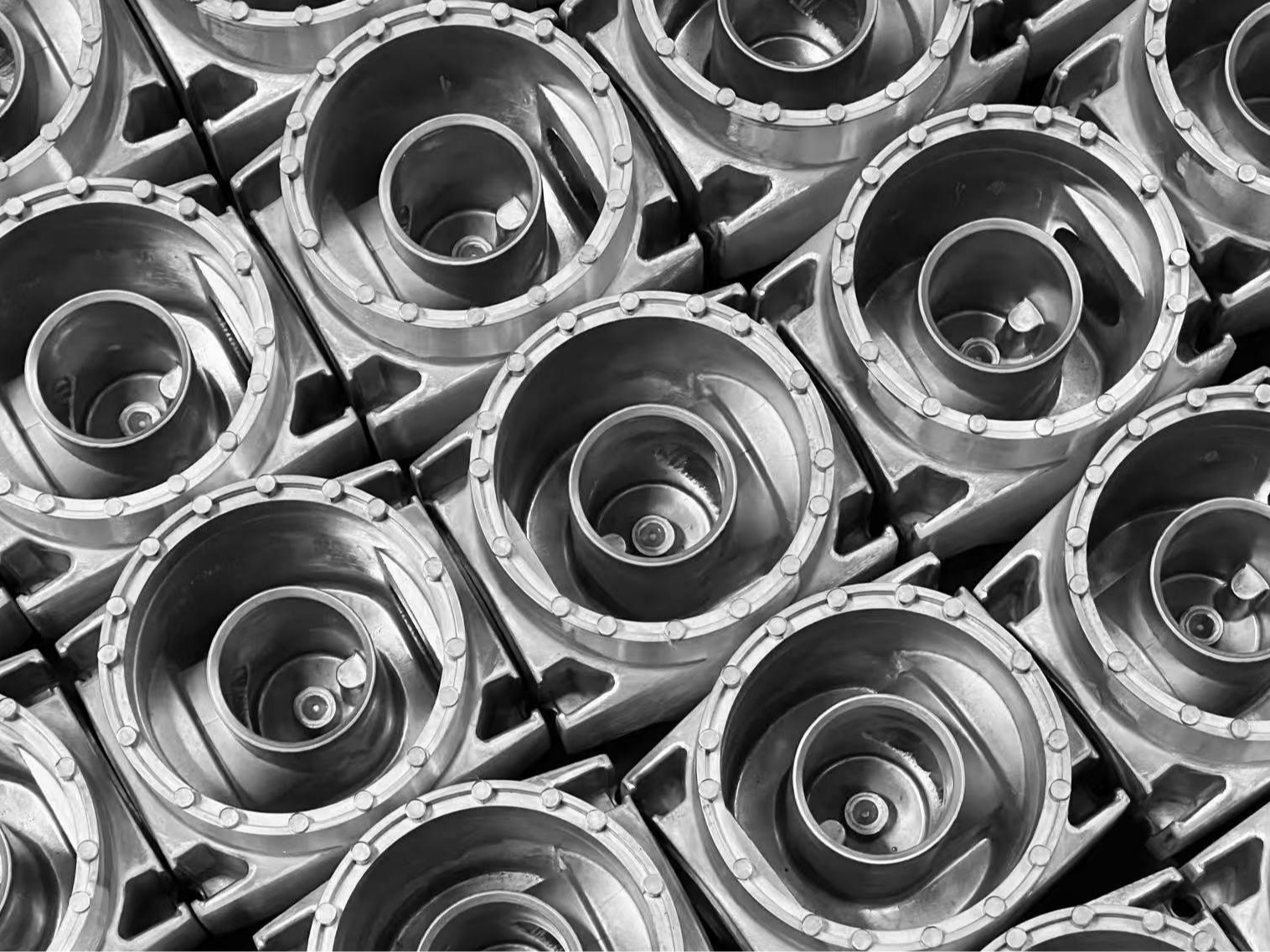
Sino Die Casting fournit des pièces moulées sous pression précises en aluminium, en zinc et en magnésium, de la phase de prototypage à la production de masse, avec une intégration complète des outillages, de l’usinage et des finitions afin d’assurer une qualité constante, des délais de livraison rapides et une efficacité coût.







































| Paramètre | Détails |
| Tolérance | Tolérance de moulage sous pression précise : ±0,05 mm (±0,002 po) ; l’usinage secondaire atteint jusqu’à ±0,01 mm (±0,0004 po). |
| Epaisseur minimale des parois | Épaisseur recommandée pour les alliages d’aluminium : 1,5 mm ; les alliages de zinc peuvent descendre jusqu’à 0,8 mm |
| Rapport d’épaisseur de paroi | Respecter un rapport maximal de 1:3 afin d’éviter un remplissage inégal |
| Diamètre du trou | En raison des températures élevées lors du moulage sous pression de l’aluminium, les trous de diamètre inférieur à 3 mm nécessitent un perçage secondaire. Tous les trous filetés et les filetages externes sont usinés en secondaire. |
| Angle de dépouille | Angle de dépouille minimal de 0,5° afin d’éviter les problèmes de démoulage. |
| Durée de vie maximale du moule (nombre de cycles) | Zinc : 1 000 000 ; Aluminium et magnésium : 100 000 |
| Quantités minimales de commande | 500 à 1 000 pièces |
| Délai de livraison | 20 à 25 jours. Le délai précis varie selon le type de moule et la complexité de la structure du produit. |




Boîtier RRU personnalisé en aluminium, réalisé par moulage sous pression et usinage CNC, destiné aux stations de base sans fil. Haute résistance, dissipation thermique efficace et production en série OEM.
Boîtier personnalisé en aluminium pour LiDAR, réalisé par moulage sous pression et usinage CNC. Haute précision, dissipation thermique efficace et résistance élevée, conçu pour les capteurs automobiles, la production d’origine (OEM) et les séries industrielles.
Support à rotule en aluminium moulé sous pression pour rétroviseur intérieur automobile. Haute résistance, ajustement précis et qualité stable pour la production d’origine (OEM) et la production en vrac.
Boîtier d’amplificateur audio en aluminium moulé sous pression avec usinage CNC pour systèmes automobiles. Haute résistance, dissipation thermique efficace et prise en charge de la production en vrac pour équipement d’origine (OEM).
Porte-clés personnalisés OEM avec mousqueton, disponibles en diamètres de 25 mm et 30 mm. Options multicolores disponibles pour les commandes en vrac, les cadeaux et les accessoires.

Épinglettes en émail dur personnalisées OEM avec placage or. Convient aux commandes en gros, à la personnalisation de logo et aux produits dérivés d’anime destinés aux vêtements, chapeaux et cadeaux promotionnels.







Nous réduisons vos coûts de moulage sous pression grâce à une conception professionnelle de moules et à une analyse DFM gratuite, garantissant ainsi une utilisation optimale des matériaux.
Grâce à nos installations de production entièrement intégrées, nous livrons les échantillons de moulage sous pression en aussi peu que 3jour, accompagnés d’un suivi de projet en temps réel.
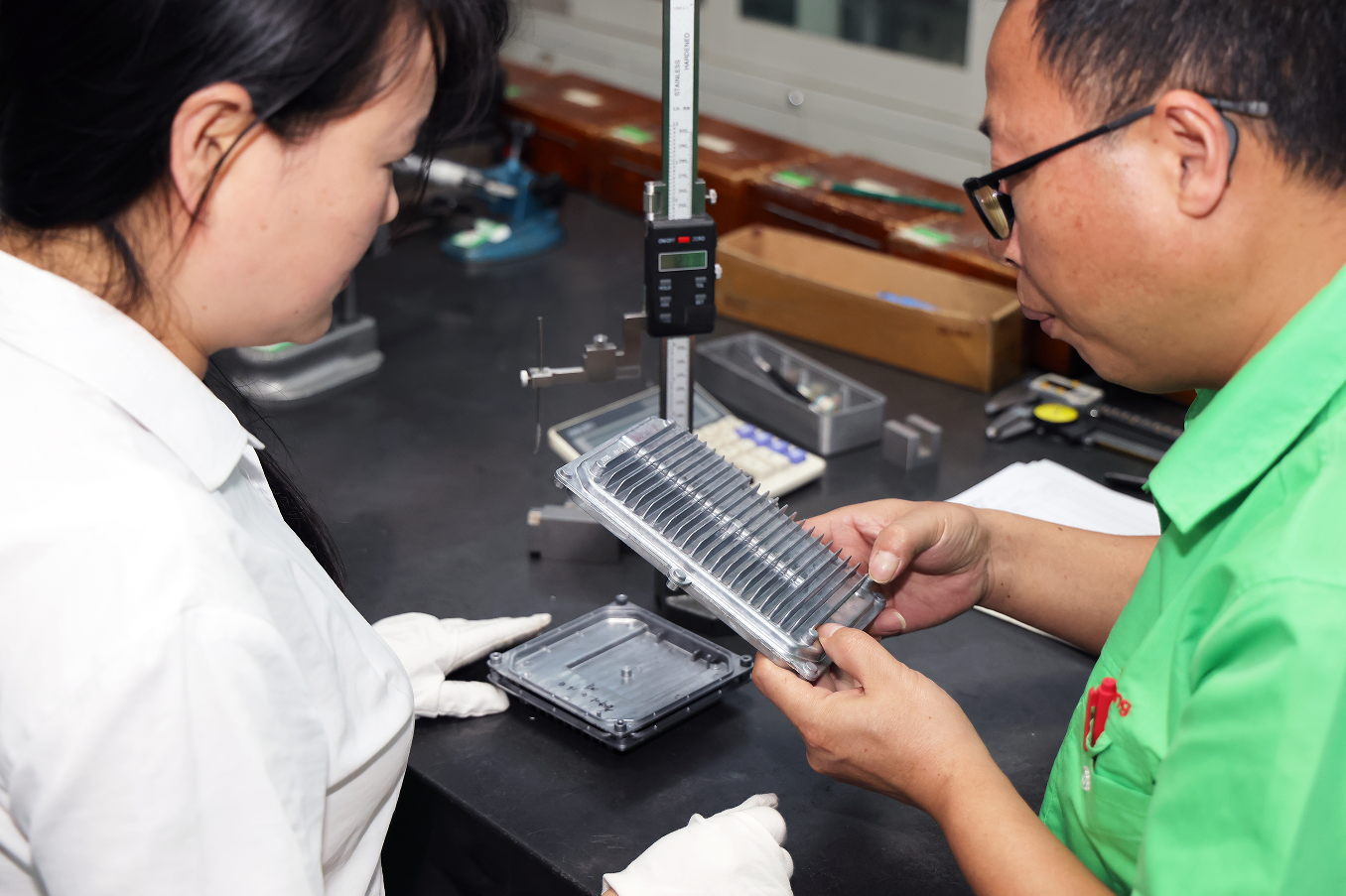
Certifié ISO 9001:2015. Contrôles qualité rigoureux à chaque étape. Nous effectuons des inspections complètes avant production, pendant production, inspection du premier article et avant livraison, avec des tolérances serrées pouvant atteindre 0,0 5mm.


