




सामग्री, सहिष्णुता, उत्पादन मात्रा और उद्योग-विशिष्ट प्रमाणन को निर्दिष्ट करें
इन चार प्रमुख कारकों को स्पष्ट करने से गलत डाई कास्टिंग कंपनियों को शुरुआत से ही अलग करना आसान हो जाता है। आइए सबसे पहले सामग्री के बारे में बात करें। अधिकांश डाई कास्ट भाग एल्यूमीनियम मिश्र धातुओं से बनाए जाते हैं, क्योंकि ये अधिक ताकत के साथ कम वजन प्रदान करते हैं और सभी घटकों के लगभग 80% को कवर करते हैं। हालाँकि, जटिल डिज़ाइनों या पतली दीवारों के साथ काम करते समय जिंक अधिक प्रभावी होता है। इसके बाद आती हैं आयामी सहिष्णुताएँ। ऑटोमोटिव उत्पादों के लिए लगभग ±0.1 मिमी के बहुत कड़े विनिर्देशों की आवश्यकता होती है, जिससे टूलिंग की लागत उपभोक्ता उत्पादों की तुलना में अधिक हो जाती है, जो ±0.3 मिमी के अंतर को स्वीकार कर सकते हैं। उत्पादन मात्रा भी महत्वपूर्ण है। 10,000 टुकड़ों से कम के ऑर्डर के मामले में कंपनियाँ अक्सर त्वरित टर्नअराउंड टूल्स का उपयोग करती हैं, लेकिन बड़े ऑर्डर के लिए समय के साथ स्थिरता बनाए रखने के लिए टिकाऊ कठोर इस्पात के फॉर्म्स की आवश्यकता होती है। प्रमाणन भी महत्वपूर्ण हैं। आजकल ISO 9001 काफी सामान्य है, लेकिन कुछ उद्योगों में अधिक कठोर नियम होते हैं। ITAR विनियमों द्वारा नियंत्रित रक्षा अनुबंध या AS9100 प्रमाणन की आवश्यकता वाले एयरोस्पेस घटकों के मामले में, कोई भी आपूर्तिकर्ता जिसके पास उचित दस्तावेज़ नहीं हैं, तुरंत अस्वीकृत कर दिया जाता है। इन सभी आवश्यकताओं को लिखित रूप में दर्ज करने से अच्छे साझेदारों को ढूंढने में तेज़ी आती है और पूरी परियोजना के दौरान सभी पक्षों को एक ही पृष्ठ पर रखा जा सकता है।

कार्यात्मक आवश्यकताओं को विनियामक मानकों के साथ संरेखित करें (उदाहरण के लिए, ऑटोमोटिव IATF, चिकित्सा ISO 13485)
शुरुआत से ही नियमों का सही तरीके से पालन करना कंपनियों को भविष्य में महंगी समस्याओं से बचाता है, जैसे कि उत्पादों को पुनः डिज़ाइन करना, रिकॉल के मामलों से निपटना, या कोई नया उत्पाद लॉन्च करने में लंबी देरी का सामना करना। ऑटोमोटिव भागों के लिए, निर्माताओं को IATF 16949 प्रमाणन प्राप्त करना आवश्यक है और त्रुटियों को शुरुआती चरण में ही पकड़ने के लिए पोका-योके विधियाँ तथा प्रक्रिया FMEA को लागू करना आवश्यक है। जहाँ तक FDA की मंजूरी आवश्यक चिकित्सा उपकरणों का प्रश्न है, उनका निर्माण पूर्णतः ISO 13485 मानकों के अनुसार किया जाना चाहिए, जिसका अर्थ है कि उत्पादन के पूरे चक्र में सामग्रियों का ट्रैक रखना और स्वच्छ कमरों (क्लीनरूम) के लिए उपयुक्त ढालना (कास्टिंग) तकनीकों का उपयोग करना। इलेक्ट्रॉनिक्स निर्माताओं को यह भी सुनिश्चित करना होगा कि उनके उत्पाद RoHS और REACH आवश्यकताओं को पूरा करते हैं, ताकि हानिकारक पदार्थों की मात्रा सीमित रखी जा सके। और याद रखें, कोई भी सुरक्षा-महत्वपूर्ण घटक जो यूरोप की ओर जा रहा हो, यूरोपीय संघ के मशीनरी डायरेक्टिव के अनुपालन के अधीन होना चाहिए। उद्योग के आंकड़ों से पता चलता है कि इन नियमों का पालन न करने पर उत्पादों को बाज़ार में लाने में लगभग 18 महीने की देरी हो सकती है। विक्रेता मूल्यांकन के दौरान, यह न भूलें कि सामग्रियों के समय के साथ उनके स्थायित्व या ऊष्मा के प्रति प्रतिरोध क्षमता जैसे कारकों की तुलना संबंधित विनियामक आवश्यकताओं के साथ की जाए।

डाई कास्टिंग निर्माता की तकनीकी क्षमताओं का मूल्यांकन करें
मिश्र धातु विशेषज्ञता, डाई कास्टिंग प्रक्रिया विकल्पों (गर्म/ठंडे कक्ष) और आंतरिक औजारों का आकलन करें
जब संभावित आपूर्तिकर्ताओं की ओर देख रहे हों, तो उनके अल्युमीनियम, जिंक और मैग्नीशियम जैसे विभिन्न धातु मिश्रधातुओं के साथ काम करने के अनुभव पर गौर करें। प्रत्येक सामग्री तनाव, ऊष्मा के संपर्क में आने और संक्षारक वातावरण के संपर्क में आने पर अलग-अलग व्यवहार करती है, इसलिए यह मायने रखता है कि वे पहले किस प्रकार के प्रोजेक्ट्स को संभाल चुके हैं। सुनिश्चित करें कि वे उन तकनीकों के बारे में अच्छी तरह से जानते हों जो कम गलनांक वाली धातुओं जैसे जिंक के लिए सबसे उपयुक्त होती हैं (हॉट चैंबर तकनीक), और कठोर सामग्रियों जैसे अल्युमीनियम और मैग्नीशियम के लिए आवश्यक कोल्ड चैंबर प्रक्रियाओं के बारे में भी जानते हों। गलत प्रक्रिया का चयन करने से बाद में कास्टिंग के अंदर वायु के बुलबुले बनने या गुणवत्ता जाँच के दौरान अधिक अस्वीकृति दर जैसी समस्याएँ उत्पन्न हो सकती हैं। जिन कंपनियों के पास सभी टूलिंग क्षमताएँ एक ही छत के नीचे होती हैं, उन्हें खोजने के लिए अतिरिक्त प्रयास करने लायक माना जाता है। ऐसी दुकानें आमतौर पर प्रोटोटाइप विकास के समय को 30% से आधा तक कम कर देती हैं, प्रारंभिक भागों पर अधिक कड़े टॉलरेंस (लगभग ±0.1 मिलीमीटर) बनाए रखती हैं, और जब डिज़ाइन में समायोजन की आवश्यकता होती है तो त्वरित समायोजन की अनुमति देती हैं। अनुमानों के अनुसार, विश्व स्तर पर डाई कास्टिंग उद्योग का मूल्य मध्य दशक तक लगभग 98 अरब अमेरिकी डॉलर तक पहुँच जाएगा; इसलिए, आज के समय में जटिल विनिर्माण संचालन चलाने वाले किसी भी व्यक्ति के लिए ऐसे विश्वसनीय विनिर्माण साझेदारों की पहुँच जो तकनीकी पक्ष के साथ-साथ वास्तविक दुनिया की उत्पादन चुनौतियों को भी समझते हों, बढ़ते हुए महत्व की हो गई है।
DFM समर्थन, अनुकरण की शुद्धता और परिशुद्ध इंजीनियरिंग अनुभव की वैधता सत्यापित करें
उत्पाद विकास की शुरुआत से ही डिज़ाइन फॉर मैन्युफैक्चरेबिलिटी (DFM) पर कंपनियों के वास्तविक सहयोग के प्रमाण खोजें। जब निर्माता शुरुआत में ही शामिल हो जाते हैं, तो बाद में वह अभद्र इंजीनियरिंग परिवर्तन कम हो जाते हैं और उत्पादन लागत में 15% से 25% तक की कटौती संभव हो सकती है। उनके सिमुलेशन कार्य की जाँच करें—विशेष रूप से उनके पूर्व में किए गए वास्तविक उदाहरणों के आधार पर—जैसे कि गलित धातु कैसे ढालों को भरती है, कैसे वह ठोसित होती है, और तापीय प्रतिबलों के कारण क्या होता है। उचित CFD विश्लेषण का उपयोग करने वाली कंपनियों ने ढलवां भागों में वायु-छिद्रों के कारण होने वाली समस्याओं में लगभग 90% की कमी देखी है। उन साझेदारों के साथ काम करें जो आपके विशिष्ट उद्योग क्षेत्र में कम से कम पाँच वर्षों तक सटीक इंजीनियरिंग का कार्य कर चुके हों। यह विशेष रूप से उन भागों के संदर्भ में बहुत महत्वपूर्ण हो जाता है जिनकी दीवारें 1.5 मिमी से कम मोटाई की हों, जिन्हें मजबूत संरचनात्मक गुणों की आवश्यकता हो, या जो कड़ी तापमान नियंत्रण आवश्यकताओं को पूरा करने हों। डाई कास्टिंग में स्वचालित प्रणालियाँ भी स्थिरता बनाए रखने में निश्चित रूप से सहायता करती हैं, जिनमें से अधिकांश आयामों के लिए ISO 8062 मानकों के अनुसार लगभग 98% की सटीकता प्राप्त करती हैं।

डाई कास्टिंग निर्माता की गुणवत्ता प्रणालियों और आपूर्ति श्रृंखला की अखंडता की जाँच करें
ISO 9001 से आगे बढ़ें: जहाँ लागू हो, IATF 16949 या AS9100 को प्राथमिकता दें
ISO 9001 मानक अधिकांश गुणवत्ता प्रणालियों का आधार बनाता है, हालाँकि कुछ उद्योगों को संभावित जोखिमों के साथ निपटने के लिए इससे भी कठोर मानकों की आवश्यकता होती है। जब कारों पर काम किया जा रहा हो, तो IATF 16949 के तहत प्रमाणित आपूर्तिकर्ताओं के साथ काम करना तर्कसंगत होता है। ये प्रमाणन वास्तव में कंपनियों को ऐसे तरीकों से निर्माण करने के लिए बाध्य करते हैं जिनसे दोषों को उनके होने से पहले ही रोका जा सके, समस्याओं के उदय होने पर उन्हें ठीक करने के लिए प्रक्रियाएँ बनाई जा सकें, और आपूर्तिकर्ताओं के प्रदर्शन की समय के साथ निगरानी की जा सके। एयरोस्पेस और रक्षा क्षेत्रों के अपने स्वयं के आवश्यकताएँ भी होती हैं, जिनमें पूरे आपूर्ति नेटवर्क में जोखिम के प्रत्येक पहलू को शामिल करने वाले AS9100 मानकों का पालन करना आवश्यक होता है। जो कंपनियाँ इन कठोर मानकों का पालन करती हैं, वे उत्पाद गुणवत्ता के संदर्भ में बेहतर परिणाम देखती हैं। उदाहरण के लिए, ऑटोमोटिव उद्योग में, पिछले वर्ष की 'ऑटोमोटिव क्वालिटी बेंचमार्क' रिपोर्ट के अनुसार, कारखानों में निर्माण के दौरान पकड़े गए दोषों की संख्या लगभग 28 प्रतिशत अधिक होती है। इसके अतिरिक्त, जब कोई समस्या उत्पन्न होती है तो उसका त्वरित समाधान किया जाता है, साथ ही शुरुआत में क्या गलत हुआ था, यह पता लगाने के लिए उचित दस्तावेज़ीकरण भी उपलब्ध होता है।
सामग्री ट्रेसिबिलिटी, सब-टायर आपूर्तिकर्ता नियंत्रण और ऑडिट के लिए तैयारी की पुष्टि करें
डिजिटल ट्रेसिबिलिटी के माध्यम से कच्चे मिश्र धातु बैच से लेकर अंतिम भाग तक पूर्ण सामग्री वंशावली सुनिश्चित करें, जो तत्काल रिकॉल तैयारी का समर्थन करती है। सब-टायर आपूर्तिकर्ताओं के दस्तावेज़ीकृत मान्यन की आवश्यकता है, जिसमें निम्नलिखित शामिल हैं:
| नियंत्रण पहलू | सत्यापन विधि | उद्योग संबंधी मानक |
|---|---|---|
| कच्ची सामग्री बैच आईडी | डिजिटल ट्रैकिंग प्रणाली | ISO 9001:2015 धारा 8 |
| सब-टायर ऑडिट | त्रैमासिक प्रदर्शन स्कोरकार्ड | IATF 16949 §8.4.3 |
| अनुपालन साक्ष्य | 24 घंटे के भीतर अप्रत्याशित ऑडिट के लिए तैयारी | AS9100 Rev D |
यह पुष्टि करें कि गुणवत्ता अभिलेख—जिनमें आयामी निरीक्षण रिपोर्ट, रासायनिक संरचना विश्लेषण और ऊष्मा उपचार लॉग शामिल हैं—दो घंटों के भीतर पुनः प्राप्त किए जा सकते हैं। यह त्वरित प्रतिक्रिया नियामक निरीक्षणों या आपातकालीन क्षेत्रीय जांच के दौरान अत्यंत महत्वपूर्ण है।

अपने डाई कास्टिंग निर्माता को अंतिम रूप देने से पहले हाथों-से-किए गए ड्यू डिलिजेंस का निष्पादन करें
कार्यात्मक प्रोटोटाइप के लिए अनुरोध करें, ऑनसाइट सुविधा मूल्यांकन करें, और एसएलए का तनाव परीक्षण करें
यांत्रिक प्रदर्शन, ऊष्मा प्रबंधन और वास्तविक संचालन वातावरण में घटकों के एक साथ फिट होने की जाँच करते समय केवल दृश्य-आधारित मॉडल्स के बजाय कार्यात्मक प्रोटोटाइप्स की माँग करें। इसे शुरुआत में ही सही ढंग से करने से डिज़ाइन या निर्माण प्रक्रियाओं में छिपी समस्याएँ उजागर हो सकती हैं, जिससे किसी भी टूलिंग को उत्पादन के लिए प्रतिबद्ध किए जाने से पहले ही सुधार का अवसर मिल जाता है। सुविधाओं का दौरा करते समय, मशीनों के कैलिब्रेशन रिकॉर्ड की जाँच करें, रखरखाव इतिहास की पुस्तकों को देखें, कर्मचारियों के प्रशिक्षण फ़ाइलों की समीक्षा करें और दुकान के फर्श पर 5S प्रथाओं के रखरखाव की गुणवत्ता का आकलन करें। हाल के ऑटोमोटिव मैन्युफैक्चरिंग ऑडिट कंसोर्टियम की 2023 की रिपोर्ट के अनुसार, इन कारकों से सटीक ढलाई ऑपरेशनों के दौरान दोषों में लगभग 30 प्रतिशत की कमी संबंधित पाई गई है। SLA परीक्षण के लिए ऐसे परिदृश्य तैयार करें जहाँ अप्रत्याशित इंजीनियरिंग संशोधन होते हैं या आपूर्ति श्रृंखलाएँ अचानक बाधित हो जाती हैं। यह निकटता से देखें कि आपूर्तिकर्ता विभिन्न विभागों को कितनी तेज़ी से एक साथ लाते हैं, समय-सीमाओं को कैसे समायोजित करते हैं और किन समझौतों की आवश्यकता हो सकती है, जिनकी व्याख्या वे करते हैं। ऐसी व्यावहारिक जाँचें न केवल पारदर्शिता संबंधी मुद्दों को उजागर करती हैं, बल्कि अनुबंध पर हस्ताक्षर करने के बाद जोखिमों को कम करने के साथ-साथ पक्षों के बीच साझा ज़िम्मेदारी को भी बढ़ावा देती हैं।
सामान्य प्रश्न अनुभाग
डाई कास्टिंग निर्माता का चयन करते समय किन कारकों पर विचार किया जाना चाहिए?
सामग्री विशिष्टता, आयामी सहिष्णुता, उत्पादन मात्रा और उद्योग-विशिष्ट प्रमाणनों जैसे मानक प्रथाओं के लिए ISO 9001 या रक्षा और एयरोस्पेस क्षेत्रों के लिए ITAR और AS9100 पर विचार करें।
डाई कास्टिंग निर्माण में विनियामक अनुपालन क्यों महत्वपूर्ण है?
ऑटोमोटिव भागों के लिए IATF 16949 और चिकित्सा उपकरणों के लिए ISO 13485 जैसे मानकों का अनुपालन उत्पाद की गुणवत्ता सुनिश्चित करता है, रिकॉल की संभावना को कम करता है, तथा नए उत्पादों के लॉन्च में महंगे पुनर्डिज़ाइन या देरी से बचाता है।
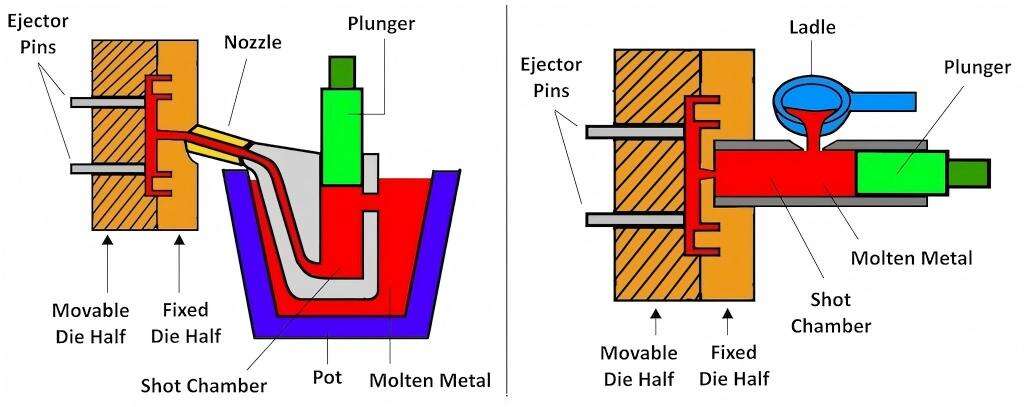
हॉट चैंबर और कोल्ड चैंबर डाई कास्टिंग के बीच क्या अंतर है?
हॉट चैंबर प्रक्रियाएँ जिंक जैसी कम गलनांक वाली धातुओं के लिए उपयुक्त हैं, जबकि कोल्ड चैंबर प्रक्रियाओं का उपयोग एल्यूमीनियम और मैग्नीशियम जैसी उच्च तापमान की आवश्यकता वाली सामग्रियों के लिए किया जाता है।
मैं अपनी डाई कास्टिंग आपूर्ति श्रृंखला की गुणवत्ता और विश्वसनीयता कैसे सुनिश्चित कर सकता हूँ?
गुणवत्ता और विश्वसनीयता बनाए रखने के लिए उन निर्माताओं को प्राथमिकता दें जो ISO 9001 मानकों से आगे जाते हैं, सामग्री की पहचान योग्यता की पुष्टि करते हैं, उप-स्तर के आपूर्तिकर्ताओं का ऑडिट करते हैं, और ऑडिट के लिए तैयारी सुनिश्चित करते हैं।
निर्माण के लिए डिज़ाइन (DFM) का क्या महत्व है?
उत्पाद विकास के शुरुआती चरण में DFM पर सहयोग करने से इंजीनियरिंग परिवर्तनों में काफी कमी आ सकती है, उत्पादन लागत कम हो सकती है, और अंतिम उत्पाद के सभी डिज़ाइन उद्देश्यों की पूर्ति सुनिश्चित की जा सकती है।
सामग्री की तालिका
- डाई कास्टिंग निर्माता की तकनीकी क्षमताओं का मूल्यांकन करें
- डाई कास्टिंग निर्माता की गुणवत्ता प्रणालियों और आपूर्ति श्रृंखला की अखंडता की जाँच करें
- अपने डाई कास्टिंग निर्माता को अंतिम रूप देने से पहले हाथों-से-किए गए ड्यू डिलिजेंस का निष्पादन करें
-
सामान्य प्रश्न अनुभाग
- डाई कास्टिंग निर्माता का चयन करते समय किन कारकों पर विचार किया जाना चाहिए?
- डाई कास्टिंग निर्माण में विनियामक अनुपालन क्यों महत्वपूर्ण है?
- हॉट चैंबर और कोल्ड चैंबर डाई कास्टिंग के बीच क्या अंतर है?
- मैं अपनी डाई कास्टिंग आपूर्ति श्रृंखला की गुणवत्ता और विश्वसनीयता कैसे सुनिश्चित कर सकता हूँ?
- निर्माण के लिए डिज़ाइन (DFM) का क्या महत्व है?