




Nyatakan Bahan, Toleransi, Isipadu Pengeluaran, dan Sijil Pengesahan Khusus Industri
Menetapkan keempat faktor utama ini membantu menyingkirkan syarikat penuangan tekanan yang tidak sesuai sejak dari awal. Mari kita mulakan dengan bahan. Kebanyakan komponen penuangan tekanan diperbuat daripada aloi aluminium kerana ia menawarkan kekuatan yang sangat baik tanpa berat yang berlebihan, mewakili kira-kira 80% daripada semua komponen. Sebaliknya, zink lebih sesuai digunakan untuk reka bentuk rumit atau dinding nipis. Faktor seterusnya ialah toleransi dimensi. Komponen automotif memerlukan spesifikasi yang sangat ketat iaitu ±0.1 mm, yang menjadikan pembuatan acuan lebih mahal berbanding produk pengguna yang boleh menerima perbezaan sehingga ±0.3 mm. Isipadu pengeluaran juga penting. Apabila tempahan kurang daripada 10,000 unit, syarikat biasanya menggunakan acuan siap pakai untuk kelajuan pengeluaran, tetapi tempahan besar memerlukan acuan keluli keras yang tahan lama bagi memastikan konsistensi dalam jangka masa panjang. Sijil pengesahan juga penting. ISO 9001 kini merupakan standard umum, namun beberapa industri mempunyai peraturan yang lebih ketat. Kontrak pertahanan yang dikawal oleh peraturan ITAR atau komponen penerbangan yang memerlukan sijil AS9100 bermaksud mana-mana pembekal tanpa dokumen rasmi yang lengkap akan dibuang secara serta-merta. Mencatatkan semua keperluan ini secara bertulis mempercepatkan proses mencari rakan kongsi yang baik dan memastikan semua pihak berada pada halaman yang sama sepanjang projek.

Selaraskan Keperluan Fungsional dengan Piawaian Peraturan (contohnya, IATF Automotif, ISO 13485 Perubatan)
Mendapatkan peraturan yang betul sejak awal menyelamatkan syarikat daripada masalah mahal di kemudian hari, seperti terpaksa mereka semula produk, menguruskan penarikan semula, atau menghadapi kelengahan panjang sebelum melancarkan sebarang produk baharu. Bagi komponen automotif, pengilang perlu memiliki sijil IATF 16949 dan melaksanakan kaedah poka-yoke serta analisis FMEA proses untuk mengesan ralat seawal mungkin. Apabila tiba kepada peranti perubatan yang memerlukan kelulusan FDA, semua perkara mesti dikeluarkan mengikut piawaian ISO 13485, iaitu termasuk menjejak bahan-bahan sepanjang proses pengeluaran dan menggunakan teknik pengecoran yang sesuai untuk bilik bersih (cleanroom). Pengilang elektronik juga perlu memeriksa sama ada produk mereka mematuhi keperluan RoHS dan REACH untuk menghadkan bahan berbahaya. Dan ingatlah, mana-mana komponen kritikal keselamatan yang dihantar ke Eropah mesti mematuhi Arahan Mesin EU juga. Data industri menunjukkan bahawa kegagalan mematuhi peraturan-peraturan ini boleh menyebabkan kelengahan sehingga kira-kira 18 bulan dalam pelancaran produk ke pasaran. Semasa penilaian vendor, jangan lupa membandingkan aspek-aspek seperti ketahanan bahan terhadap penuaan atau keupayaannya menahan haba berbanding dengan keperluan sebenar yang ditetapkan oleh peraturan berkaitan.

Menilai Kemampuan Teknikal Pengilang Pengecoran Acuan
Menilai Kemahiran Alooi, Pilihan Proses Pengecoran Acuan (Ruang Panas/Dingin), dan Perkakasan Dalaman
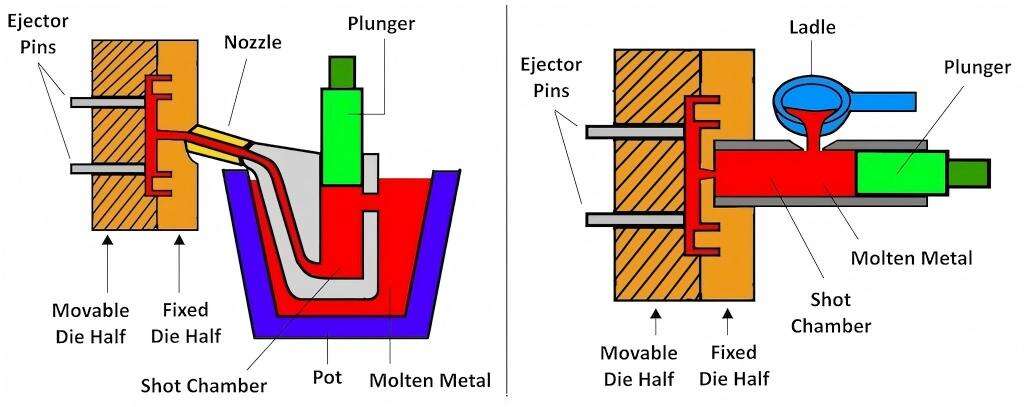
Apabila menilai pembekal berpotensi, teliti dengan teliti pengalaman mereka dalam bekerja dengan pelbagai aloi logam seperti aluminium, zink, dan magnesium. Setiap bahan ini bertindak secara berbeza di bawah tekanan, pendedahan haba, dan apabila terdedah kepada persekitaran korosif; oleh itu, penting untuk mengetahui jenis projek yang pernah mereka tangani sebelum ini. Pastikan mereka mahir dalam teknik ruang panas (hot chamber) yang paling sesuai untuk logam seperti zink yang melebur pada suhu lebih rendah, serta proses ruang sejuk (cold chamber) yang diperlukan untuk bahan yang lebih tahan lasak seperti aluminium dan magnesium. Penggunaan proses yang salah boleh menyebabkan masalah di kemudian hari, seperti terbentuknya kantung udara di dalam tuangan atau kadar penolakan yang lebih tinggi semasa pemeriksaan kualiti. Syarikat yang memiliki semua kemampuan perkakasan (tooling) di bawah satu bumbung biasanya layak untuk dicari walaupun memerlukan usaha tambahan. Bengkel-bengkel sebegini biasanya dapat mengurangkan masa pembangunan prototaip antara 30% hingga separuh, mengekalkan toleransi yang lebih ketat pada komponen awal (sekitar ±0.1 milimeter), serta membolehkan penyesuaian yang lebih cepat apabila reka bentuk memerlukan penyempurnaan. Dengan ramalan menunjukkan bahawa industri tuangan acuan (die casting) global akan mencapai nilai hampir USD98 bilion menjelang pertengahan dekad ini, maka akses kepada rakan pembuatan yang boleh dipercayai—yang memahami baik aspek teknikal mahupun cabaran pengeluaran dunia nyata—semakin penting bagi mana-mana pihak yang mengendali operasi pembuatan kompleks pada hari ini.
Sahkan Sokongan DFM, Ketepatan Simulasi, dan Pengalaman Kejuruteraan Presisi
Cari bukti bahawa syarikat-syarikat benar-benar bekerjasama dalam Reka Bentuk untuk Kebolehpembuatan (DFM) sejak awal pembangunan produk. Apabila pengilang terlibat pada peringkat awal, ia mengurangkan perubahan kejuruteraan yang menyusahkan tersebut pada kemudian hari dan boleh mengurangkan kos pengeluaran antara 15% hingga 25%. Semak kerja simulasi mereka berdasarkan contoh dunia nyata yang telah mereka lakukan sebelum ini, khususnya dari segi bagaimana logam cair mengisi acuan, bagaimana ia meneguh, dan apa yang berlaku akibat tegasan haba. Syarikat-syarikat yang menggunakan analisis CFD yang betul telah melihat penurunan masalah akibat gelembung udara dalam tuangan sehingga 90%. Bekerjasama dengan rakan kongsi yang telah mempunyai pengalaman sekurang-kurangnya lima tahun dalam kejuruteraan tepat di bidang industri khusus anda. Ini menjadi sangat penting apabila menangani komponen yang mempunyai dinding kurang daripada 1.5 mm tebal, memerlukan sifat struktur yang kuat, atau mesti memenuhi keperluan kawalan suhu yang ketat. Sistem automatik dalam pengecoran acuan jelas membantu mengekalkan keseragaman juga, dengan kebanyakan sistem mencapai ketepatan sekitar 98% mengikut piawaian ISO 8062 untuk dimensi.

Sahkan Sistem Kualiti dan Integriti Rantai Bekalan Pengilang Pengecoran Acuan
Melangkaui ISO 9001: Utamakan IATF 16949 atau AS9100 Di Mana Berkaitan
Standard ISO 9001 membentuk asas kebanyakan sistem kualiti, walaupun industri tertentu memerlukan piawaian yang lebih ketat lagi apabila menangani risiko berpotensi. Apabila bekerja dalam sektor kereta, adalah masuk akal untuk memilih pembekal yang disahkan di bawah standard IATF 16949. Sijil-sijil ini sebenarnya mewajibkan syarikat untuk membina proses yang dapat menghalang kecacatan sebelum ia berlaku, mencipta prosedur bagi menyelesaikan masalah sebaik ia timbul, serta memantau prestasi pembekal dari masa ke semasa. Sektor penerbangan dan pertahanan juga mempunyai keperluan tersendiri, dengan menuntut pematuhan terhadap standard AS9100 yang merangkumi setiap aspek risiko di seluruh rangkaian bekalan. Syarikat-syarikat yang mematuhi piawaian yang lebih ketat ini cenderung mencatatkan hasil yang lebih baik dari segi kualiti produk. Sebagai contoh, dalam industri automotif, kilang-kilang melaporkan peningkatan sebanyak kira-kira 28 peratus dalam bilangan kecacatan yang dikesan semasa proses pembuatan, berdasarkan Laporan Benchmark Kualiti Automotif tahun lepas. Selain itu, isu-isu dapat ditangani dengan lebih cepat apabila berlaku masalah, bersama-sama dokumentasi yang tepat untuk mengenal pasti punca asal kegagalan.
Sahkan Ketelusuran Bahan, Kawalan Pembekal Sub-Tier, dan Kesiapsiagaan Audit
Pastikan genealogi bahan sepenuhnya—dari kelompok aloi mentah hingga komponen siap—dengan ketelusuran digital yang menyokong kesiapsiagaan tarikan semula segera. Tuntut pengesahan pembekal sub-tier secara bertulis, termasuk:
| Aspek Kawalan | Kaedah Pengesahan | Standard Industri |
|---|---|---|
| ID Kelompok Bahan Mentah | Sistem Penjejakan Digital | Klausa 8 ISO 9001:2015 |
| Audit Sub-Tier | Kad skor prestasi suku tahunan | IATF 16949 §8.4.3 |
| Bukti Pematuhan | Kesiapsiagaan audit tanpa notis dalam tempoh 24 jam | AS9100 Rev D |
Sahkan bahawa rekod kualiti—termasuk laporan pemeriksaan dimensi, analisis komposisi kimia, dan log rawatan haba—boleh diambil dalam tempoh dua jam. Respons ini amat penting semasa pemeriksaan perundangan atau siasatan lapangan segera.

Lakukan Penilaian Ketekalan Secara Langsung Sebelum Menetapkan Pengilang Pengecoran Mati Anda
Minta Prototip Fungsional, Jalankan Penilaian Tapak Kilang Secara Langsung, dan Uji Tekanan SLA
Minta prototaip berfungsi, bukan sekadar model berdasarkan rupa sahaja, ketika menguji prestasi mekanikal, pengendalian haba, dan cara komponen-komponen pasang bersama dalam persekitaran operasi sebenar. Memastikan perkara ini betul pada peringkat awal boleh mendedahkan masalah tersembunyi dalam proses rekabentuk atau pembuatan sebelum sebarang alat (tooling) diluluskan untuk pengeluaran. Ketika melawat kemudahan, semak rekod kalibrasi mesin, lihat buku sejarah penyelenggaraan, semak fail latihan kakitangan, dan nilaikan tahap pemeliharaan amalan 5S di seluruh lantai kilang. Faktor-faktor ini dikaitkan dengan pengurangan cacat sebanyak kira-kira 30 peratus dalam operasi pengecoran tepat berdasarkan dapatan terkini dari Automotive Manufacturing Audit Consortium dalam laporan mereka tahun 2023. Untuk ujian SLA, cipta senario di mana modifikasi kejuruteraan yang tidak dijangka berlaku atau rantaian bekalan terganggu secara tiba-tiba. Perhatikan dengan teliti seberapa cepat pembekal dapat menyatukan pelbagai jabatan, menyesuaikan jadual masa, dan menerangkan kompromi yang mungkin perlu mereka buat. Semakan praktikal sedemikian tidak hanya mendedahkan isu ketelusan tetapi juga mendorong tanggungjawab bersama antara pihak-pihak berkenaan serta mengurangkan risiko selepas kontrak ditandatangani.
Bahagian Soalan Lazim
Faktor-faktor apa yang perlu dipertimbangkan apabila memilih pengilang pelancongan acuan?
Pertimbangkan spesifikasi bahan, toleransi dimensi, isipadu pengeluaran, dan sijil khusus industri seperti ISO 9001 untuk amalan piawai, atau ITAR dan AS9100 untuk sektor pertahanan dan penerbangan angkasa.
Mengapa pematuhan peraturan penting dalam pembuatan pelancongan acuan?
Pematuhan terhadap piawaian seperti IATF 16949 untuk komponen automotif dan ISO 13485 untuk peranti perubatan memastikan kualiti produk, mengurangkan kemungkinan penarikan semula, serta mengelakkan penyesuaian semula yang mahal atau kelengahan dalam pelancaran produk baharu.
Apakah perbezaan antara pelancongan acuan ruang panas dan ruang sejuk?
Proses ruang panas sesuai untuk logam dengan takat lebur rendah seperti zink, manakala proses ruang sejuk digunakan untuk bahan seperti aluminium dan magnesium yang memerlukan suhu yang lebih tinggi.
Bagaimanakah saya boleh memastikan kualiti dan kebolehpercayaan rantaian bekalan pelancongan acuan saya?
Utamakan pengilang yang melampaui piawaian ISO 9001, mengesahkan ketelusuran bahan, menjalankan audit terhadap pembekal sub-tahap, dan memastikan kesiapan untuk diaudit bagi mengekalkan kualiti dan kebolehpercayaan.
Apakah kepentingan Reka Bentuk untuk Pemprosesan (DFM)?
Bekerjasama dalam DFM pada peringkat awal pembangunan produk boleh secara ketara mengurangkan perubahan kejuruteraan, menurunkan kos pengeluaran, dan memastikan produk akhir memenuhi semua niat reka bentuk.
Kandungan
- Menilai Kemampuan Teknikal Pengilang Pengecoran Acuan
- Sahkan Sistem Kualiti dan Integriti Rantai Bekalan Pengilang Pengecoran Acuan
- Lakukan Penilaian Ketekalan Secara Langsung Sebelum Menetapkan Pengilang Pengecoran Mati Anda
-
Bahagian Soalan Lazim
- Faktor-faktor apa yang perlu dipertimbangkan apabila memilih pengilang pelancongan acuan?
- Mengapa pematuhan peraturan penting dalam pembuatan pelancongan acuan?
- Apakah perbezaan antara pelancongan acuan ruang panas dan ruang sejuk?
- Bagaimanakah saya boleh memastikan kualiti dan kebolehpercayaan rantaian bekalan pelancongan acuan saya?
- Apakah kepentingan Reka Bentuk untuk Pemprosesan (DFM)?