




Határozza meg az anyagot, a tűréseket, a gyártási mennyiséget és az iparágspecifikus tanúsítványokat
A négy kulcsfontosságú tényező meghatározása segít kizárni a megfelelőtlen öntőcégeket már a kezdetektől. Kezdjük az anyagokkal. A legtöbb nyomóöntött alkatrész alumínium ötvözetekből készül, mivel ezek kiváló szilárdságot nyújtanak kis tömeg mellett, és kb. az összes alkatrész 80%-át fedik le. A cink azonban jobban alkalmazható bonyolult formák vagy vékony falak esetén. Következőként a méreti tűrések jönnek. Az autóipari alkatrészeknél nagyon szigorú előírások érvényesek, például ±0,1 mm, ami drágább szerszámozást igényel, mint a fogyasztói termékek esetében, ahol ±0,3 mm eltérés is elfogadható. A gyártási mennyiség is számít. Amikor 10 000 darabnál kevesebbet rendelnek, a cégek gyakran gyorsan elkészíthető szerszámokat használnak, míg a nagyobb rendelésekhez tartós, keményacélból készült formák szükségesek a hosszú távú minőségállandóság biztosításához. A tanúsítások is fontosak. A ISO 9001 ma már szinte szabványos, de egyes iparágak szigorúbb előírásokat állítanak. Például a védelmi szerződések az ITAR-szabályozás hatálya alá tartoznak, vagy az űrkutatási alkatrészek esetében az AS9100 tanúsítás szükséges – így minden olyan beszállító, aki nem rendelkezik megfelelő dokumentációval, azonnal kiesik. Mindezen követelmények leírása gyorsítja a megfelelő partnerek kiválasztását, és biztosítja, hogy a projekt egész ideje alatt minden érintett ugyanazon az oldalon álljon.

A funkcionális igények összehangolása a szabályozási szabványokkal (pl. autóipari IATF, orvostechnikai ISO 13485)
A szabályozási előírások helyes értelmezése és betartása a folyamat kezdetétől kezdve megóvja a vállalatokat a későbbi, költséges problémáktól, például a termékek újraforgalmazásának szükségességétől, visszahívások kezelésétől vagy új termékek piacra dobását megelőző hosszú késésekkel járó nehézségektől. Az autóipari alkatrészek gyártói számára az IATF 16949 tanúsítás megszerzése és a poka-yoke módszerek, valamint a folyamat-FMEA-k alkalmazása elengedhetetlen a hibák korai felismeréséhez. A FDA engedélyezését igénylő orvosi eszközök esetében minden gyártási folyamatnak az ISO 13485 szabvány előírásainak megfelelően kell zajlania, ami azt jelenti, hogy a nyersanyagok nyomon követése az egész gyártási folyamaton keresztül szükséges, és olyan öntési technikákat kell alkalmazni, amelyek megfelelnek a tisztasági osztályok (cleanroom) követelményeinek. Az elektronikai gyártóknak továbbá ellenőrizniük kell, hogy termékeik megfelelnek-e a RoHS és a REACH irányelvekben foglalt, a káros anyagok használatának korlátozására vonatkozó előírásoknak. Ne feledjük: minden biztonsági szempontból kritikus alkatrész, amely Európába kerül, meg kell feleljen az EU Gépipari Irányelvének is. A szakmai adatok szerint az előírások be nem tartása akár kb. 18 hónapos késést eredményezhet a termékek piacra juttatásánál. A beszállítók értékelése során ne feledkezzünk meg arról sem, hogy össze kell hasonlítani például az anyagok időtállóságát vagy hőállóságát a vonatkozó szabályozási követelményekkel.

A nyomóöntő gyártó műszaki képességeinek értékelése
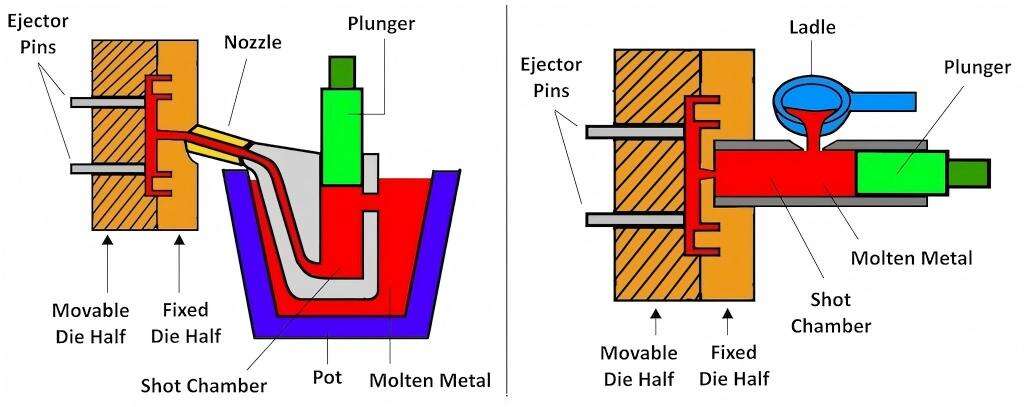
Ötvözetekkel való jártasság, nyomóöntési folyamatok (meleg/hideg kamrás) és belső szerszámozás értékelése
Amikor potenciális szállítókat vizsgál, figyeljen oda különösen arra, hogy milyen tapasztalattal rendelkeznek különböző fémötvözetekkel – például alumíniummal, cinkkel és magnéziummal – való együttműködésben. Mindegyik anyag másképp viselkedik mechanikai igénybevétel, hőhatás vagy korrozív környezet hatására, ezért lényeges, hogy milyen típusú projekteken dolgoztak korábban. Győződjön meg róla, hogy jártasak a melegkamrás eljárásokban, amelyek különösen jól alkalmazhatók alacsony olvadáspontú fémeknél, mint a cink, valamint a hidegkamrás folyamatokban is, amelyekre nehezebb anyagok – például az alumínium és a magnézium – feldolgozásánál van szükség. A helytelen eljárás későbbi problémákat okozhat, például levegőzónák keletkezését a öntvények belsejében vagy magasabb selejtarányt a minőségellenőrzés során. Azokat a vállalatokat, amelyek minden szerszámozási képességüket egy helyen – egyetlen gyártóhelyen – összpontosítják, érdemes különösen megkeresni. Ezek a gyártók általában 30–50%-kal csökkentik a prototípus-fejlesztés idejét, szűkebb tűréshatárokat tartanak be az első daraboknál (kb. ±0,1 mm), és gyorsabban tudnak reagálni a tervek módosítására, ha szükség van rá. Mivel a világ szóróöntő iparának előrejelzései szerint a szektor értéke a középső évtizedre majdnem 98 milliárd dollárra nő, ma már egyre fontosabb, hogy bonyolult gyártási műveleteket végző vállalatok megbízható gyártási partnerekhez férjenek hozzá, akik mind a technikai, mind a gyakorlati termelési kihívásokat jól ismerik.
A DFM-támogatás, a szimuláció pontosságának és a precíziós mérnöki tapasztalatok érvényesítése
Keressen bizonyítékot arra, hogy a cégek ténylegesen együttműködnek a gyártásra optimalizált tervezés (DFM) területén már a termékfejlesztés kezdetétől fogva. Amikor a gyártók korai stádiumban bekapcsolódnak, ez csökkenti azokat a frusztráló mérnöki módosításokat, amelyek később jelentkeznek, és akár 15–25%-kal is csökkentheti a gyártási költségeket. Ellenőrizze szimulációs munkájukat a korábban már végzett, valós világbeli példák alapján, különös tekintettel arra, hogyan töltődik meg a folyékony fém az öntőformákat, hogyan szilárdul meg, és milyen hatással van a hőfeszültség. A megfelelő CFD-elemzést alkalmazó cégek akár 90%-os csökkenést értek el a nyomólevegő okozta hibák számában öntvények esetében. Olyan partnerekkel dolgozzon együtt, akik legalább öt éve foglalkoznak pontossági mérnöki munkával az Ön ágazata specifikus területén. Ez különösen fontos olyan alkatrészek esetében, amelyek falvastagsága kevesebb mint 1,5 mm, erős szerkezeti tulajdonságokat igényelnek, vagy szigorú hőmérséklet-szabályozási követelményeknek kell megfelelniük. Az automatizált rendszerek az öntőszerszám-öntés területén szintén hozzájárulnak az egyenletesség fenntartásához, a legtöbbjük a dimenziók tekintetében körülbelül 98%-os pontosságot ér el az ISO 8062 szabvány szerint.

A nyomóöntő gyártó minőségirányítási rendszerének és ellátási láncának integritásának ellenőrzése
Lépjen túl az ISO 9001 szabványon: ahol alkalmazható, elsődleges szempont legyen az IATF 16949 vagy az AS9100
Az ISO 9001 szabvány a legtöbb minőségirányítási rendszer alapját képezi, bár egyes iparágaknál a lehetséges kockázatok kezelése során még szigorúbb követelményekre is szükség van. Autók gyártása esetén érdemes olyan beszállítókkal együttműködni, akik az IATF 16949 szabvány szerint tanúsítottak. Ezek a tanúsítások valójában arra kényszerítik a vállalatokat, hogy olyan módon építsék fel működésüket, amely megelőzi a hibák keletkezését, folyamatosan javítási folyamatokat hozzanak létre a felmerülő problémák kezelésére, és folyamatosan nyomon kövessék a beszállítók teljesítményét az idővel. A légiközlekedési és védelmi szektoroknak szintén saját követelményeik vannak, amelyek az AS9100 szabvány betartását írják elő, és amelyek a kockázatok minden aspektusát lefedik az egész ellátási láncban. Azok a vállalatok, amelyek ezeket a szigorúbb szabványokat alkalmazzák, általában jobb eredményeket érnek el a termékminőség területén. Például az autóiparban a gyártóüzemek a múlt évi Automotive Quality Benchmark jelentés szerint mintegy 28 százalékkal több gyártási hibát észlelnek. Emellett a problémák kezelése gyorsabb, ha valami rosszul megy, és megfelelő dokumentáció áll rendelkezésre annak megállapításához, hogy mi okozta eredetileg a hibát.
Anyag nyomhatóságának, az alsóbb szintű beszállítók irányításának és a könyvvizsgálatra való felkészültség megerősítése
Biztosítsa az anyag teljes genológiai nyomon követhetőségét – a nyers ötvözet tételtől a kész alkatrészig – digitális nyomkövetési rendszerrel, amely támogatja a azonnali visszahívási készséget. Követelje meg az alsóbb szintű beszállítók dokumentált érvényesítését, ideértve:
| Vezérlési szempont | Ellenőrzési módszer | Ipari szabvány |
|---|---|---|
| Nyersanyag-tétel azonosítója | Digitális Nyomonkövetési Rendszerek | ISO 9001:2015 8. szakasza |
| Alsóbb szintű beszállítók könyvvizsgálata | Negyedéves teljesítményjelentések | IATF 16949 §8.4.3 |
| Megfelelőségi bizonyítékok | Hirtelen, bejelentés nélküli könyvvizsgálatra való felkészültség 24 órán belül | AS9100 Rev D |
Győződjön meg arról, hogy a minőségi dokumentumok – ideértve a méretellenőrzési jelentéseket, a kémiai összetétel elemzéseket és a hőkezelési naplókat – két órán belül lekérhetők. Ez a gyors reakcióképesség döntő fontosságú a szabályozási ellenőrzések vagy sürgős mezői vizsgálatok során.

Végezzen gyakorlati alapos ellenőrzést a nyomóöntő gyártó kiválasztása előtt
Kérjen működő prototípusokat, végezzen személyes helyszíni létesítmény-értékeléseket, és terhelés alatti teszteket hajtson végre az SLA-kon
Kérjen működő prototípusokat, ne csupán megjelenés-alapú modelleket, amikor mechanikai teljesítményt, hőkezelést és alkatrészek illeszkedését teszteli a tényleges üzemeltetési környezetben. Ha ezt korán jól kezeli, akkor rejtett problémák derülhetnek fel a tervezésben vagy gyártási folyamatokban, még mielőtt bármilyen szerszámozás bekerülne a gyártásba. Amikor látogatási céllal járja be a gyártó létesítményeket, ellenőrizze a gépek kalibrálási nyilvántartásait, tekintse át a karbantartási előzményeket tartalmazó naplókat, vizsgálja meg a személyzeti képzési anyagokat, és értékelje, mennyire vannak betartva az 5S gyakorlatok a termelőcsarnok egész területén. Ezek a tényezők – a 2023-as Automobilipari Gyártási Audit Konzorcium jelentésében közölt legfrissebb eredmények szerint – körülbelül 30 százalékos csökkenést eredményeztek a hibák számában a precíziós öntési műveletek során. Az SLA-teszteléshez olyan forgatókönyveket hozzon létre, amelyekben váratlan mérnöki módosítások történnek, vagy a beszerzési lánc hirtelen megszakad. Figyelje figyelmesen, milyen gyorsan tudnak együttműködni a beszállítók különböző részlegei, hogyan igazítják az időterveket, és hogyan magyarázzák el az esetleges kompromisszumokat, amelyekre szükségük lehet. Ilyen gyakorlati ellenőrzések nemcsak a transzparencia hiányára világítanak rá, hanem közös felelősségvállalást is erősítenek a felek között, miközben csökkentik a szerződéskötés utáni kockázatokat.
GYIK szekció
Milyen tényezőket kell figyelembe venni egy nyomóöntő gyártó kiválasztásakor?
Vegye figyelembe az anyagmeghatározást, a méreti tűréseket, a gyártási mennyiséget és az iparágspecifikus tanúsítványokat, például az ISO 9001-et a szabványos gyakorlatra, illetve az ITAR-t és az AS9100-at a védelmi és űrkutatási szektorokra.
Miért fontos a szabályozási megfelelőség a nyomóöntés gyártásában?
Az IATF 16949-es szabvány (autóipari alkatrészekre) és az ISO 13485-ös szabvány (orvosi eszközökre) betartása biztosítja a termék minőségét, csökkenti a visszahívások valószínűségét, és elkerüli a költséges újrafunkcionálást vagy az új termékek piacra dobásának késését.
Mi a különbség a melegkamrás és a hidegkamrás nyomóöntés között?
A melegkamrás eljárások alacsony olvadáspontú fémekhez, például cinkhez alkalmasak, míg a hidegkamrás eljárások olyan anyagokhoz használatosak, mint az alumínium és a magnézium, amelyek magasabb hőmérsékletet igényelnek.
Hogyan biztosíthatom nyomóöntött alkatrészeim ellátási láncának minőségét és megbízhatóságát?
Tegye előnyössé azokat a gyártókat, akik túllépik az ISO 9001 szabványokat, igazolják az anyagok nyomon követhetőségét, alvállalkozói szintű beszállítói ellenőrzéseket végeznek, és biztosítják az ellenőrzésre való felkészültséget a minőség és megbízhatóság fenntartása érdekében.
Mi a tervezés gyártásra optimalizálásának (DFM) jelentősége?
A DFM-re való együttműködés a termékfejlesztés korai szakaszában jelentősen csökkentheti a mérnöki módosítások számát, alacsonyabb gyártási költségeket eredményezhet, és biztosíthatja, hogy a végleges termék megfeleljen minden tervezési szándéknak.
Tartalomjegyzék
- A nyomóöntő gyártó műszaki képességeinek értékelése
- A nyomóöntő gyártó minőségirányítási rendszerének és ellátási láncának integritásának ellenőrzése
- Végezzen gyakorlati alapos ellenőrzést a nyomóöntő gyártó kiválasztása előtt
-
GYIK szekció
- Milyen tényezőket kell figyelembe venni egy nyomóöntő gyártó kiválasztásakor?
- Miért fontos a szabályozási megfelelőség a nyomóöntés gyártásában?
- Mi a különbség a melegkamrás és a hidegkamrás nyomóöntés között?
- Hogyan biztosíthatom nyomóöntött alkatrészeim ellátási láncának minőségét és megbízhatóságát?
- Mi a tervezés gyártásra optimalizálásának (DFM) jelentősége?