




Tentukan Material, Toleransi, Volume Produksi, dan Sertifikasi Khusus Industri
Menetapkan keempat faktor kunci tersebut membantu menyaring perusahaan pengecoran cetak mati yang tidak tepat sejak awal. Mari kita mulai dengan bahan baku. Sebagian besar komponen hasil pengecoran cetak mati dibuat dari paduan aluminium karena sifatnya yang kuat namun ringan, mencakup sekitar 80% dari seluruh komponen. Sementara itu, seng lebih cocok digunakan untuk desain rumit atau dinding tipis. Faktor berikutnya adalah toleransi dimensi. Komponen otomotif memerlukan spesifikasi yang sangat ketat, yaitu ±0,1 mm, sehingga pembuatan cetakan menjadi lebih mahal dibandingkan produk konsumen yang dapat menerima toleransi ±0,3 mm. Volume produksi juga penting. Untuk pesanan di bawah 10.000 unit, perusahaan sering menggunakan cetakan cepat (quick turnaround tools), sedangkan pesanan besar membutuhkan cetakan baja keras yang tahan lama guna menjaga konsistensi kualitas dalam jangka panjang. Sertifikasi pun tak kalah penting. ISO 9001 saat ini sudah menjadi standar umum, namun beberapa industri memiliki persyaratan yang lebih ketat. Misalnya, kontrak pertahanan yang diatur oleh regulasi ITAR atau komponen dirgantara yang mensyaratkan sertifikasi AS9100 berarti setiap pemasok tanpa dokumen resmi yang memadai akan langsung didiskualifikasi. Menuliskan semua persyaratan ini secara tertulis mempercepat proses pencarian mitra yang andal serta memastikan semua pihak berada pada pemahaman yang sama sepanjang proyek.

Menyesuaikan Kebutuhan Fungsional dengan Standar Regulasi (misalnya, IATF Otomotif, ISO 13485 Medis)
Menerapkan regulasi dengan tepat sejak awal membantu perusahaan menghindari masalah mahal di kemudian hari, seperti harus mendesain ulang produk, menangani penarikan kembali (recall), atau menghadapi penundaan panjang sebelum meluncurkan produk baru. Untuk komponen otomotif, produsen harus memiliki sertifikasi IATF 16949 serta menerapkan metode poka-yoke dan analisis FMEA proses guna mendeteksi kesalahan sedini mungkin. Dalam hal perangkat medis yang memerlukan persetujuan FDA, seluruh proses produksi harus mematuhi standar ISO 13485—artinya, pelacakan bahan harus dilakukan secara menyeluruh sepanjang rantai produksi serta penggunaan teknik pengecoran yang sesuai untuk lingkungan ruang bersih (cleanroom). Produsen elektronik juga perlu memverifikasi apakah produk mereka memenuhi persyaratan RoHS dan REACH guna membatasi kandungan zat berbahaya. Dan perlu diingat, setiap komponen kritis keselamatan yang ditujukan ke Eropa wajib mematuhi EU Machinery Directive. Data industri menunjukkan bahwa kegagalan mematuhi peraturan-peraturan ini dapat menyebabkan penundaan sekitar 18 bulan dalam peluncuran produk ke pasar. Saat melakukan evaluasi vendor, jangan lupa membandingkan aspek-aspek seperti ketahanan bahan terhadap penuaan seiring waktu atau kemampuan tahan panasnya dibandingkan dengan tuntutan spesifik yang ditetapkan oleh regulasi terkait.

Mengevaluasi Kemampuan Teknis Produsen Pengecoran Die
Menilai Kemahiran Paduan, Opsi Proses Pengecoran Die (Ruang Panas/Dingin), dan Peralatan Internal
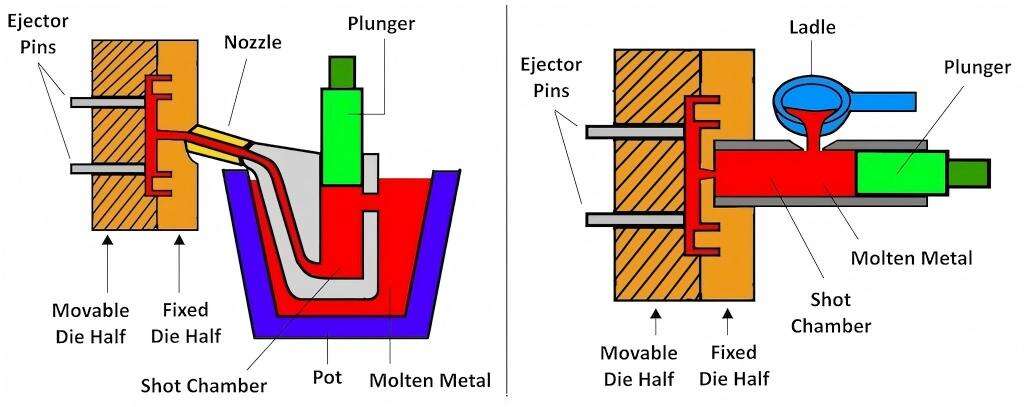
Saat menilai calon pemasok, perhatikan secara cermat pengalaman mereka dalam bekerja dengan berbagai paduan logam seperti aluminium, seng, dan magnesium. Setiap bahan memiliki perilaku berbeda di bawah tekanan, paparan panas, serta ketika terpapar lingkungan korosif; oleh karena itu, penting untuk mengetahui jenis proyek yang telah mereka tangani sebelumnya. Pastikan mereka memahami teknik ruang panas (hot chamber), yang paling cocok untuk logam seperti seng yang meleleh pada suhu lebih rendah, serta proses ruang dingin (cold chamber) yang diperlukan untuk bahan yang lebih keras seperti aluminium dan magnesium. Penggunaan proses yang keliru justru dapat menimbulkan masalah di kemudian hari, misalnya terbentuknya kantong udara di dalam coran atau tingkat penolakan yang lebih tinggi selama pemeriksaan kualitas. Perusahaan yang memiliki seluruh kapabilitas peralatan (tooling) di bawah satu atap umumnya layak untuk dicari meskipun memerlukan upaya ekstra. Bengkel-bengkel semacam ini biasanya mampu memangkas waktu pengembangan prototipe antara 30% hingga 50%, mempertahankan toleransi yang lebih ketat pada komponen awal (sekitar ±0,1 milimeter), serta memungkinkan penyesuaian desain yang lebih cepat ketika diperlukan perubahan. Dengan perkiraan bahwa industri pengecoran cetak (die casting) global akan mencapai nilai hampir 98 miliar dolar AS pada pertengahan dekade ini, akses terhadap mitra manufaktur yang andal—yang memahami baik aspek teknis maupun tantangan produksi dunia nyata—menjadi semakin penting bagi siapa pun yang mengelola operasi manufaktur kompleks saat ini.
Memvalidasi Dukungan DFM, Akurasi Simulasi, dan Pengalaman Rekayasa Presisi
Cari bukti bahwa perusahaan benar-benar berkolaborasi dalam Desain untuk Kemudahan Manufaktur (Design for Manufacturability/DFM) sejak awal pengembangan produk. Ketika produsen terlibat sejak dini, hal ini mengurangi perubahan rekayasa yang menjengkelkan di tahap selanjutnya dan dapat memangkas biaya produksi hingga 15%–25%. Periksa hasil simulasi mereka dengan contoh nyata yang telah mereka kerjakan sebelumnya, khususnya terkait cara logam cair mengisi cetakan, proses pengerasannya, serta dampak tegangan termal. Perusahaan yang menerapkan analisis CFD secara tepat telah mencatat penurunan hingga 90% dalam masalah yang disebabkan oleh kantong udara pada coran. Bekerja sama dengan mitra yang telah memiliki pengalaman minimal lima tahun dalam rekayasa presisi di bidang industri spesifik Anda. Hal ini menjadi sangat penting ketika menangani komponen dengan ketebalan dinding kurang dari 1,5 mm, memerlukan sifat struktural yang kuat, atau harus memenuhi persyaratan pengendalian suhu yang ketat. Sistem otomatis dalam pengecoran cetak mati (die casting) memang membantu menjaga konsistensi, dengan sebagian besar sistem mencapai akurasi sekitar 98% menurut standar ISO 8062 untuk dimensi.

Verifikasi Sistem Kualitas dan Integritas Rantai Pasok Pabrikan Pengecoran Die
Melampaui ISO 9001: Utamakan IATF 16949 atau AS9100 Apabila Berlaku
Standar ISO 9001 menjadi dasar bagi sebagian besar sistem manajemen mutu, meskipun beberapa industri memerlukan persyaratan yang bahkan lebih ketat dalam menghadapi risiko potensial. Dalam pengerjaan kendaraan bermotor, masuk akal untuk bekerja sama dengan pemasok yang bersertifikasi berdasarkan standar IATF 16949. Sertifikasi ini benar-benar mewajibkan perusahaan untuk menerapkan pendekatan pembuatan produk yang mencegah terjadinya cacat sejak dini, menyusun prosedur penanganan masalah saat muncul, serta memantau kinerja pemasok secara berkelanjutan dari waktu ke waktu. Sektor dirgantara dan pertahanan juga memiliki persyaratan khusus tersendiri, yaitu kepatuhan terhadap standar AS9100 yang mencakup seluruh aspek pengelolaan risiko di sepanjang jaringan pasokan secara keseluruhan. Perusahaan yang taat pada standar yang lebih ketat ini cenderung mencapai hasil yang lebih baik dalam hal kualitas produk. Sebagai contoh, dalam industri otomotif, pabrik-pabrik mampu mendeteksi sekitar 28 persen lebih banyak cacat selama proses manufaktur, menurut Laporan Benchmark Kualitas Otomotif tahun lalu. Selain itu, penanganan masalah menjadi lebih cepat ketika terjadi kegagalan, disertai dokumentasi yang memadai guna menentukan akar penyebab awal ketidaksesuaian.
Konfirmasi Keterlacakan Material, Pengendalian Pemasok Tingkat Bawah, dan Kesiapan Audit
Pastikan genealogi material lengkap—mulai dari batch paduan baku hingga komponen jadi—dengan keterlacakan digital yang mendukung kesiapan penarikan kembali secara instan. Tuntut validasi pemasok tingkat bawah yang terdokumentasi, termasuk:
| Aspek Pengendalian | Metode Verifikasi | Standar industri |
|---|---|---|
| ID Batch Bahan Baku | Sistem Pelacakan Digital | Klausul 8 ISO 9001:2015 |
| Audit Pemasok Tingkat Bawah | Papan nilai kinerja triwulanan | IATF 16949 §8.4.3 |
| Bukti Kepatuhan | Kesiapan audit tanpa pemberitahuan sebelumnya dalam waktu 24 jam | AS9100 Rev D |
Konfirmasi bahwa catatan mutu—termasuk laporan inspeksi dimensi, analisis komposisi kimia, dan catatan perlakuan panas—dapat diakses dalam waktu dua jam. Responsivitas ini sangat krusial selama inspeksi regulasi atau investigasi lapangan mendesak.

Lakukan Due Diligence Langsung Sebelum Menetapkan Produsen Pengecoran Die Anda
Minta Prototipe Fungsional, Lakukan Penilaian Fasilitas di Lokasi, dan Uji Tekan SLA
Minta prototipe kerja alih-alih hanya model berbasis tampilan saat menguji kinerja mekanis, penanganan panas, dan kecocokan komponen dalam lingkungan operasional aktual. Memastikan hal ini sejak dini dapat mengungkap masalah tersembunyi dalam desain atau proses manufaktur sebelum cetakan (tooling) dikomitmenkan untuk produksi. Saat mengunjungi fasilitas, periksa catatan kalibrasi mesin, tinjau buku riwayat perawatan, telaah berkas pelatihan staf, serta evaluasi seberapa baik praktik 5S dipelihara di seluruh area lantai produksi. Faktor-faktor ini terkait dengan pengurangan cacat hingga sekitar 30 persen dalam operasi pengecoran presisi menurut temuan terbaru dari Automotive Manufacturing Audit Consortium dalam laporan tahun 2023 mereka. Untuk pengujian SLA, buat skenario di mana modifikasi teknis tak terduga terjadi atau rantai pasok mengalami gangguan mendadak. Amati secara cermat seberapa cepat pemasok mengerahkan berbagai departemen, menyesuaikan jadwal waktu, serta menjelaskan kompromi yang mungkin harus mereka lakukan. Pemeriksaan praktis semacam ini tidak hanya mengungkap persoalan transparansi, tetapi juga mendorong tanggung jawab bersama antarpihak sekaligus mengurangi risiko setelah kontrak ditandatangani.
Bagian FAQ
Faktor-faktor apa saja yang harus dipertimbangkan saat memilih produsen pengecoran cetak (die casting)?
Pertimbangkan spesifikasi bahan, toleransi dimensi, volume produksi, serta sertifikasi khusus industri seperti ISO 9001 untuk praktik standar, atau ITAR dan AS9100 untuk sektor pertahanan dan dirgantara.
Mengapa kepatuhan terhadap regulasi penting dalam manufaktur pengecoran cetak (die casting)?
Kepatuhan terhadap standar seperti IATF 16949 untuk komponen otomotif dan ISO 13485 untuk perangkat medis menjamin kualitas produk, mengurangi kemungkinan penarikan kembali (recalls), serta mencegah desain ulang yang mahal atau keterlambatan peluncuran produk baru.
Apa perbedaan antara proses pengecoran cetak ruang panas (hot chamber) dan ruang dingin (cold chamber)?
Proses ruang panas cocok untuk logam dengan titik lebur rendah seperti seng, sedangkan proses ruang dingin digunakan untuk bahan seperti aluminium dan magnesium yang memerlukan suhu lebih tinggi.
Bagaimana cara memastikan kualitas dan keandalan rantai pasok pengecoran cetak (die casting) saya?
Utamakan produsen yang melampaui standar ISO 9001, memverifikasi ketertelusuran bahan, melakukan audit pemasok tingkat bawah, serta memastikan kesiapan audit guna menjaga kualitas dan keandalan.
Apa pentingnya Desain untuk Kemudahan Manufaktur (DFM)?
Berkolaborasi dalam DFM sejak tahap awal pengembangan produk dapat secara signifikan mengurangi perubahan rekayasa, menekan biaya produksi, serta memastikan produk akhir memenuhi seluruh maksud desain.
Daftar Isi
- Mengevaluasi Kemampuan Teknis Produsen Pengecoran Die
- Verifikasi Sistem Kualitas dan Integritas Rantai Pasok Pabrikan Pengecoran Die
- Lakukan Due Diligence Langsung Sebelum Menetapkan Produsen Pengecoran Die Anda
-
Bagian FAQ
- Faktor-faktor apa saja yang harus dipertimbangkan saat memilih produsen pengecoran cetak (die casting)?
- Mengapa kepatuhan terhadap regulasi penting dalam manufaktur pengecoran cetak (die casting)?
- Apa perbedaan antara proses pengecoran cetak ruang panas (hot chamber) dan ruang dingin (cold chamber)?
- Bagaimana cara memastikan kualitas dan keandalan rantai pasok pengecoran cetak (die casting) saya?
- Apa pentingnya Desain untuk Kemudahan Manufaktur (DFM)?