




Specifica materiale, tolleranze, volume di produzione e certificazioni specifiche per settore
Definire questi quattro fattori chiave aiuta a escludere fin dall'inizio le aziende sbagliate per la pressofusione. Cominciamo dai materiali. La maggior parte dei componenti pressofusi è realizzata in leghe di alluminio, poiché offrono un’eccellente resistenza senza un peso eccessivo, coprendo circa l’80% di tutti i componenti. Lo zinco, invece, risulta più adatto per disegni complessi o pareti sottili. Il secondo aspetto riguarda le tolleranze dimensionali. I componenti destinati al settore automobilistico richiedono specifiche molto stringenti, pari a ±0,1 mm, il che rende gli stampi più costosi rispetto a quelli per prodotti di consumo, che possono tollerare differenze di ±0,3 mm. Anche il volume di produzione è rilevante: per ordini inferiori a 10.000 pezzi, le aziende ricorrono spesso a stampi per consegna rapida, mentre per grandi quantità sono necessari stampi in acciaio temprato, durevoli e in grado di garantire coerenza nel tempo. Anche le certificazioni rivestono importanza. La norma ISO 9001 è ormai uno standard diffuso, ma alcuni settori impongono requisiti più severi: ad esempio, gli appalti per la difesa, soggetti al regolamento ITAR, o i componenti aerospaziali che richiedono la certificazione AS9100, comportano l’esclusione immediata di qualsiasi fornitore privo della documentazione adeguata. Formalizzare tutti questi requisiti per iscritto accelera l’individuazione di partner affidabili e garantisce che tutte le parti coinvolte condividano lo stesso quadro di riferimento durante l’intero progetto.

Allineare le esigenze funzionali con gli standard normativi (ad es. Automotive IATF, Medico ISO 13485)
Definire correttamente le normative fin dall'inizio consente alle aziende di evitare costosi problemi futuri, come la necessità di riprogettare i prodotti, gestire richiami o affrontare lunghi ritardi prima del lancio di nuovi prodotti. Per le componenti automobilistiche, i produttori devono possedere la certificazione IATF 16949 e implementare metodi poka-yoke nonché analisi FMEA di processo per individuare tempestivamente gli errori. Per quanto riguarda i dispositivi medici che richiedono l'approvazione della FDA, l'intero processo produttivo deve essere conforme agli standard ISO 13485, il che implica la tracciabilità dei materiali lungo tutta la catena produttiva e l’impiego di tecniche di fusione idonee per ambienti a contaminazione controllata (cleanroom). Anche i produttori di apparecchiature elettroniche devono verificare che i loro prodotti rispettino i requisiti RoHS e REACH per limitare la presenza di sostanze nocive. Inoltre, ricordare che tutti i componenti critici per la sicurezza destinati al mercato europeo devono conformarsi alla Direttiva Macchine dell’UE. I dati di settore indicano che il mancato rispetto di tali normative può causare ritardi di circa 18 mesi nel lancio dei prodotti sul mercato. Durante la valutazione dei fornitori, non dimenticare di confrontare parametri quali la resistenza dei materiali nel tempo o la loro capacità di sopportare alte temperature, in relazione ai requisiti effettivi stabiliti dalle normative applicabili.

Valutare le capacità tecniche del produttore di pressofusioni
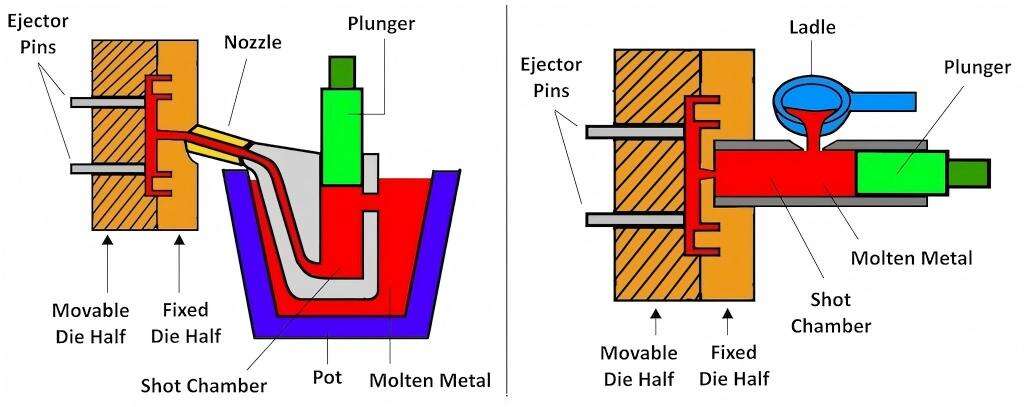
Valutare la competenza sugli alleati, le opzioni di processo di pressofusione (camera calda/fredda) e la realizzazione interna degli utensili
Quando si valutano potenziali fornitori, esaminare attentamente la loro esperienza nel lavorare con diverse leghe metalliche, come alluminio, zinco e magnesio. Ogni materiale si comporta in modo diverso sotto sforzo, esposizione al calore e in ambienti corrosivi, quindi è importante conoscere il tipo di progetti che hanno già gestito in passato. Assicurarsi che abbiano familiarità sia con le tecniche a camera calda, ideali per metalli come lo zinco che fondono a temperature più basse, sia con i processi a camera fredda necessari per materiali più resistenti, come l'alluminio e il magnesio. L'utilizzo del processo errato può causare problemi futuri, ad esempio la formazione di bolle d'aria all'interno dei getti o tassi di rifiuto più elevati durante i controlli di qualità. Le aziende che dispongono di tutte le capacità di realizzazione degli stampi sotto un unico tetto tendono a meritare lo sforzo aggiuntivo richiesto per individuarle. Questi stabilimenti riducono tipicamente i tempi di sviluppo del prototipo del 30–50%, mantengono tolleranze più strette sui pezzi iniziali (circa ±0,1 millimetri) e consentono aggiustamenti più rapidi quando i progetti necessitano di modifiche. Con le previsioni che indicano un valore globale dell'industria della pressofusione pari a quasi 98 miliardi di dollari entro metà decennio, avere accesso a partner produttivi affidabili, in grado di comprendere sia gli aspetti tecnici sia le sfide reali della produzione, diventa sempre più fondamentale per chiunque gestisca oggi operazioni manifatturiere complesse.
Verificare il supporto DFM, l'accuratezza della simulazione e l'esperienza in ingegneria di precisione
Cercate prove che le aziende collaborino effettivamente alla progettazione per la produzione (Design for Manufacturability, DFM) fin dalle prime fasi dello sviluppo del prodotto. Quando i produttori vengono coinvolti precocemente, ciò riduce notevolmente le fastidiose modifiche ingegneristiche successive e può abbattere i costi di produzione del 15–25%. Verificate il loro lavoro di simulazione confrontandolo con esempi reali già realizzati in precedenza, in particolare per quanto riguarda il riempimento delle cavità dello stampo da parte del metallo fuso, la sua solidificazione e l’insorgere di tensioni termiche. Le aziende che utilizzano un’analisi CFD adeguata hanno registrato una riduzione fino al 90% dei problemi causati da inclusioni d’aria nelle fusioni. Collaborate con partner che abbiano maturato almeno cinque anni di esperienza nell’ingegneria di precisione nel vostro specifico settore industriale. Ciò diventa particolarmente importante quando si trattano componenti con pareti spesse meno di 1,5 mm, che richiedono elevate proprietà strutturali o che devono soddisfare rigorosi requisiti di controllo termico. I sistemi automatizzati nella fusione in stampo contribuiscono certamente a garantire coerenza e ripetibilità, raggiungendo, secondo gli standard ISO 8062 per le tolleranze dimensionali, un’accuratezza pari a circa il 98%.

Verificare i sistemi qualità e l'integrità della catena di fornitura del produttore di pressofusioni
Andare oltre la ISO 9001: dare priorità all'IATF 16949 o all'AS9100, dove applicabile
Lo standard ISO 9001 costituisce la base della maggior parte dei sistemi di gestione per la qualità, anche se alcuni settori richiedono requisiti ancora più stringenti per affrontare i rischi potenziali. Nel settore automobilistico è opportuno collaborare con fornitori certificati secondo lo standard IATF 16949. Queste certificazioni impongono effettivamente alle aziende di adottare approcci progettuali volti a prevenire i difetti prima che si verifichino, di definire processi per la risoluzione tempestiva dei problemi non appena emergono e di monitorare nel tempo le prestazioni dei fornitori. Anche i settori aerospaziale e della difesa hanno requisiti specifici, che prevedono il rispetto dello standard AS9100, il quale copre ogni aspetto della gestione del rischio lungo l’intera rete di fornitura. Le aziende che aderiscono a questi standard più rigorosi tendono a ottenere risultati migliori in termini di qualità del prodotto. Si consideri, ad esempio, il settore automobilistico, dove, secondo il rapporto Automotive Quality Benchmark dell’anno scorso, gli stabilimenti industriali rilevano circa il 28 percento in più di difetti durante la fase di produzione. Inoltre, si ottiene una gestione più rapida dei problemi quando questi si verificano, unitamente a una documentazione adeguata per individuare le cause originarie degli scostamenti riscontrati.
Confermare la tracciabilità dei materiali, il controllo dei fornitori di livello inferiore e la prontezza per le verifiche
Garantire la completa genealogia del materiale – dal lotto di lega grezza al componente finito – con una tracciabilità digitale che supporti la prontezza immediata al richiamo. Richiedere la validazione documentata dei fornitori di livello inferiore, inclusi:
| Aspetto del controllo | Metodo di verifica | Standard industriale |
|---|---|---|
| ID del lotto del materiale grezzo | Sistemi Digitali di Tracciamento | Clausola 8 della norma ISO 9001:2015 |
| Verifiche sui fornitori di livello inferiore | Schede trimestrali di valutazione delle prestazioni | IATF 16949 §8.4.3 |
| Documentazione attestante la conformità | Prontezza a verifiche non programmate entro 24 ore | AS9100 Rev D |
Confermare che i registri qualità – compresi i rapporti di ispezione dimensionale, le analisi della composizione chimica e i registri dei trattamenti termici – siano recuperabili entro due ore. Questa tempestività è fondamentale durante ispezioni regolatorie o indagini sul campo urgenti.

Eseguire una Due Diligence Pratica Prima di Concludere l’Accordo con il Fornitore di Fusione in Pressione
Richiedere Prototipi Funzionali, Effettuare Valutazioni Sito-Specifiche degli Impianti e Sottoporre a Test di Stress gli Accordi di Livello di Servizio (SLA)
Chiedete prototipi funzionanti piuttosto che semplici modelli estetici durante i test delle prestazioni meccaniche, della gestione del calore e dell’assemblaggio delle parti negli effettivi ambienti operativi. Risolvere correttamente questi aspetti fin dalle prime fasi consente di individuare problemi nascosti nella progettazione o nei processi produttivi ancor prima che vengano avviate le attività di realizzazione degli stampi per la produzione. Durante le visite in azienda, verificate i registri di taratura delle macchine, esaminate i libri storici della manutenzione, rivedete i fascicoli formativi del personale e valutate il livello di applicazione delle pratiche 5S su tutta la superficie dello stabilimento. Secondo i risultati più recenti del Consorzio per le Verifiche nella Produzione Automobilistica, riportati nel loro rapporto del 2023, tali fattori sono associati a una riduzione dei difetti pari a circa il 30% nelle operazioni di fusione di precisione. Per i test SLA, create scenari in cui intervengano modifiche ingegneristiche impreviste o interruzioni improvvise della catena di approvvigionamento. Osservate attentamente con quale rapidità i fornitori riescono a coordinare i diversi reparti, ad aggiustare i tempi di consegna e a spiegare i compromessi eventualmente necessari. Questi controlli pratici non solo mettono in luce eventuali carenze di trasparenza, ma favoriscono anche la condivisione delle responsabilità tra le parti coinvolte, riducendo i rischi successivamente alla firma dei contratti.
Sezione FAQ
Quali fattori devono essere considerati nella scelta di un produttore di fusioni in stampo?
Valutare le specifiche dei materiali, le tolleranze dimensionali, il volume di produzione e le certificazioni settoriali, come ad esempio ISO 9001 per le pratiche standard oppure ITAR e AS9100 per i settori della difesa e aerospaziale.
Perché la conformità normativa è importante nella produzione di fusioni in stampo?
La conformità a standard quali IATF 16949 per componenti automobilistici e ISO 13485 per dispositivi medici garantisce la qualità del prodotto, riduce la probabilità di richiami e evita costose rielaborazioni o ritardi nel lancio di nuovi prodotti.
Qual è la differenza tra fusione in stampo a camera calda e fusione in stampo a camera fredda?
I processi a camera calda sono adatti a metalli con basso punto di fusione, come lo zinco, mentre i processi a camera fredda vengono utilizzati per materiali come l’alluminio e il magnesio, che richiedono temperature più elevate.
Come posso garantire la qualità e l'affidabilità della mia catena di fornitura per le fusioni in stampo?
Dare la priorità ai produttori che vanno oltre gli standard ISO 9001, confermano la tracciabilità dei materiali, effettuano audit dei fornitori di livello inferiore e garantiscono la prontezza per gli audit al fine di mantenere qualità e affidabilità.
Qual è l'importanza della progettazione per la producibilità (DFM)?
Collaborare sulla DFM fin dalle prime fasi dello sviluppo del prodotto può ridurre in modo significativo le modifiche ingegneristiche, abbassare i costi di produzione e garantire che il prodotto finale rispetti tutti gli obiettivi progettuali.
Indice
- Valutare le capacità tecniche del produttore di pressofusioni
- Verificare i sistemi qualità e l'integrità della catena di fornitura del produttore di pressofusioni
- Eseguire una Due Diligence Pratica Prima di Concludere l’Accordo con il Fornitore di Fusione in Pressione
-
Sezione FAQ
- Quali fattori devono essere considerati nella scelta di un produttore di fusioni in stampo?
- Perché la conformità normativa è importante nella produzione di fusioni in stampo?
- Qual è la differenza tra fusione in stampo a camera calda e fusione in stampo a camera fredda?
- Come posso garantire la qualità e l'affidabilità della mia catena di fornitura per le fusioni in stampo?
- Qual è l'importanza della progettazione per la producibilità (DFM)?