




Che cos’è la realizzazione di stampi? Principi fondamentali e applicazioni industriali
La realizzazione degli stampi consiste nella creazione di strumenti specializzati, generalmente realizzati in metallo, silicone o materiali compositi, che riproducono esattamente le stesse parti in modo identico e ripetuto durante la produzione. Senza una buona realizzazione degli stampi, non saremmo in grado di produrre su larga scala articoli come apparecchiature mediche, componenti per autoveicoli, smartphone o persino imballaggi per alimenti. In definitiva, contano davvero solo due aspetti: ottenere misure precise con tolleranze dell’ordine di frazioni di millimetro e garantire che lo stampo resista a migliaia di cicli di utilizzo senza deteriorarsi. Prendiamo ad esempio lo stampaggio a iniezione: quando la plastica fusa viene spinta negli stampi d’acciaio a pressioni superiori a 20.000 psi (libbre per pollice quadrato), lo stampo deve mantenere perfettamente la propria forma resistendo contemporaneamente ai danni termici. Un piccolo errore di appena 0,1 mm può far impennare il tasso di scarti del 15% in settori dove la precisione è fondamentale. È per questo motivo che i tecnici esperti nella realizzazione degli stampi uniscono la propria competenza nelle misurazioni estremamente accurate alla profonda conoscenza dei diversi materiali. Il loro lavoro garantisce il regolare svolgimento della produzione, riduce gli sprechi di materiale e consente ai produttori di continuare a realizzare costantemente prodotti di alta qualità.

Processi chiave per la realizzazione di stampi: Dalla lavorazione tradizionale ai moderni metodi additivi
Lavorazione CNC per stampi metallici di precisione
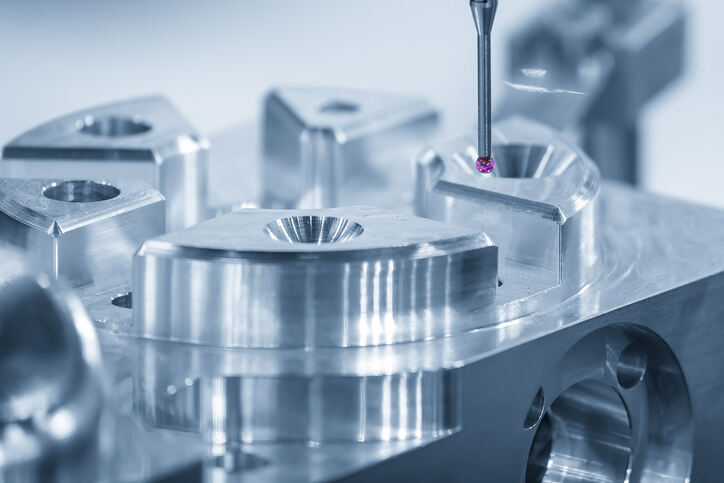
Quando si tratta di produrre grandi quantità di stampi metallici con specifiche rigorose, la lavorazione CNC rimane tuttora la soluzione migliore, in particolare quando si utilizzano acciai per utensili temprati e leghe di alluminio. Il modo in cui queste macchine asportano il materiale consente di raggiungere un’accuratezza straordinaria, con tolleranze intorno a 0,01 mm, oltre a ottenere superfici lisce necessarie per componenti come obiettivi ottici, involucri per dispositivi medici e parti automobilistiche che devono presentare un aspetto estetico curato. La maggior parte dei laboratori dispone ormai di flussi software ben sviluppati e di sistemi automatici per il cambio utensile, il che consente di ripetere lo stesso processo migliaia di volte senza problemi. È per questo motivo che molti produttori continuano a preferire questo approccio per le loro produzioni prolungate nelle applicazioni di stampaggio a iniezione e pressofusione, dove la coerenza è fondamentale.

Fusione in silicone e resina per la prototipazione
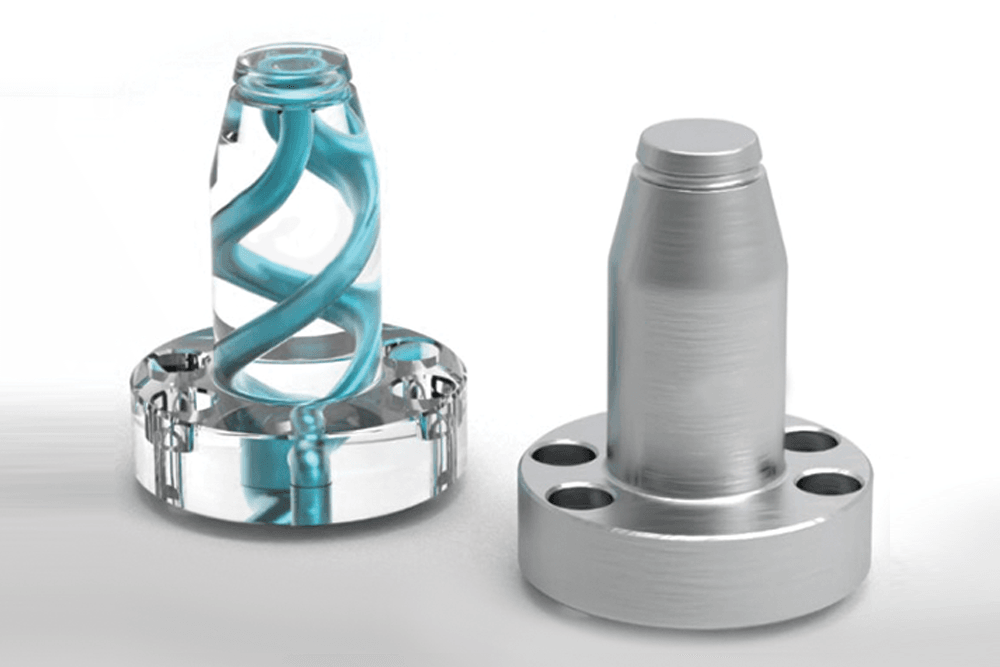
La stampatura in gomma siliconica è in realtà piuttosto rapida ed economica quando si tratta di realizzare prototipi funzionanti. La gomma siliconica liquida, nota anche come LSR, riproduce fedelmente tutti i dettagli fini del modello originale, inclusi gli intagli difficili e le texture minime. Successivamente, possiamo eseguire la colata di parti in resina poliuretanica e ottenere circa 50 pezzi di buona qualità in soli uno o due giorni. Ovviamente esistono dei limiti, poiché lo stampo si usura inevitabilmente con il tempo, ma questo approccio consente ai progettisti di verificare le proprie idee senza dover investire ingenti somme in costosi utensili metallici già nella fase iniziale. Si tratta, in sostanza, di una forma di protezione contro scelte progettuali errate prima di passare alla produzione su larga scala.

stampi stampati in 3D e flussi di lavoro ibridi
Il mondo della produzione additiva metallica è cambiato notevolmente negli ultimi tempi, soprattutto per quanto riguarda la tecnologia di sinterizzazione laser diretta su metallo (DMLS). Questo metodo consente di realizzare inserti per stampi con forme complesse che non sarebbero ottenibili mediante tecniche tradizionali di lavorazione meccanica. Si pensi, ad esempio, ai canali di raffreddamento conformi, sui quali i produttori avevano sempre faticato. Anche gli inserti in acciaio maraging sono piuttosto impressionanti, poiché sopportano temperature fino a circa 500 gradi Celsius, rendendoli ideali per cicli di produzione brevi, dove il tempo equivale a denaro. Alcune aziende hanno iniziato a sperimentare combinando questi nuclei stampati in 3D con basi lavorate a controllo numerico computerizzato (CNC) di vecchia data. I risultati? I tempi di ciclo si riducono del 30% fino al 70% in alcuni casi, senza compromettere la resistenza del prodotto finale. Questo approccio ibrido funziona particolarmente bene per quella che viene definita "strumentazione ponte" (bridge tooling) ed è particolarmente indicato per le aziende che devono soddisfare esigenze di produzione a basso o medio volume, secondo una recente ricerca pubblicata nel 2023 sul Journal of Manufacturing Processes.
Selezione dei materiali nella realizzazione degli stampi: abbinamento delle proprietà alle esigenze produttive
La scelta del materiale determina direttamente la qualità del componente, la durata dello stampo e il costo totale di proprietà. La selezione ottimale bilancia le prestazioni meccaniche — durezza, conducibilità termica, resistenza alla fatica — con i vincoli pratici quali i tempi di consegna, la lavorabilità e il budget.
Leghe di acciaio per stampi ad iniezione ad alto volume
Gli acciai per utensili temprati (ad es. P20, H13, S7) sono lo standard di settore per gli stampi ad iniezione plastica ad alto numero di cicli. Con valori di durezza superiori a 45 HRC e un’eccellente resistenza alla fatica termica e all’abrasione, garantiscono una durata affidabile di oltre 500.000 cicli. Il loro costo iniziale più elevato è compensato da un costo di attrezzaggio per pezzo drasticamente inferiore nella produzione di massa.
Alluminio e zinco per la realizzazione rapida di utensili
Le leghe di alluminio (ad esempio, 7075-T6) e le leghe a base di zinco vengono lavorate fino al 60% più velocemente rispetto all’acciaio, riducendo in modo significativo i tempi di consegna. Pur essendo più morbide — e quindi limitate a 15.000–50.000 cicli — eccellono nella prototipazione, nelle produzioni pilota e nella produzione a basso volume, dove la velocità e l’iterazione del design prevalgono sulla durata.
Materiali elastomerici e compositi per stampi
Materiali come siliconi, poliuretani e vari compositi epossidici offrono una notevole flessibilità nella lavorazione di parti con forme complesse. Sono particolarmente indicati per componenti caratterizzati da sottofondi profondi o che richiedono texture superficiali estremamente dettagliate. La natura elastica di questi materiali ne facilita l’estrazione dagli stampi dopo la produzione. Tuttavia, questa stessa proprietà comporta generalmente una scarsa resistenza a pressioni elevate. Per questo motivo vengono impiegati prevalentemente in processi produttivi a bassa pressione, come la fusione in uretano o la termoformatura sottovuoto. In alcuni casi particolari, dove la gestione del calore risulta fondamentale, i produttori aggiungono talvolta particelle ceramiche o metalliche per ottenere materiali compositi avanzati. Queste versioni modificate presentano una migliore conducibilità termica, un vantaggio essenziale per specifiche applicazioni industriali in cui è assolutamente necessario controllare il flusso termico attraverso il prodotto.
| Tipo di Materia | Migliore per | Ciclo di vita | Vantaggio chiave |
|---|---|---|---|
| Acciai per utensili | Alto Volume di Produzione | 500.000+ cicli | Estrema Durata |
| Alluminio/Zinco | Prototipazione/Produzione rapida | 15.000–50.000 cicli | Machinabilità più rapida |
| Elastomeri/Compositi | Geometrie complesse | 100–5.000 cicli | Flessibilità di progettazione |
I principali produttori allineano le proprietà dei materiali—including coefficiente di espansione termica, diffusività termica e soglia di fatica—con gli indicatori chiave di prestazione (KPI) della produzione per garantire coerenza delle prestazioni durante l’intero ciclo di vita dello stampo.
Ottimizzazione della realizzazione degli stampi per qualità, costo e tempi di consegna
Ottenere ottimi risultati nella realizzazione degli stampi dipende realmente dalla sinergia tra progettazione, simulazioni di test e scelta dei processi appropriati già molto prima dell'inizio della fabbricazione effettiva. Quando i progettisti considerano fin dalle prime fasi la producibilità, tendono a integrare elementi quali angoli di sformo adeguati (almeno 3 gradi), pareti con spessore costante lungo tutta la loro estensione e caratteristiche geometriche non eccessivamente complesse. Questo approccio riduce tipicamente i tempi di lavorazione meccanica di circa il 30% e contribuisce ad evitare problemi comuni come le depressioni superficiali (sink marks) o le deformazioni (warpage). Il software di simulazione consente agli ingegneri di verificare in anticipo la posizione ottimale dei canali di immissione (gates), il comportamento del materiale durante la fase di riempimento e la configurazione ideale dei canali di raffreddamento, tutto ciò prima ancora che venga asportato qualsiasi truciolo. Ciò comporta un risparmio economico, poiché riduce di circa la metà il numero di prototipi fisici necessari. Alcuni laboratori hanno iniziato a impiegare tecniche di raffreddamento conformale combinando metodi di produzione additiva e lavorazione CNC tradizionale. Questi sistemi distribuiscono il calore in modo più uniforme sulla superficie dello stampo e possono effettivamente accelerare i cicli produttivi di circa il 25%. L’integrazione di questi diversi approcci garantisce un’accuratezza dimensionale entro una tolleranza di ±0,05 mm, accelera l’immissione dei prodotti sul mercato e, in ultima analisi, riduce il costo unitario di produzione, pur soddisfacendo tutti i requisiti funzionali.
Sezione FAQ
Qual è lo scopo principale della realizzazione di stampi?
La realizzazione di stampi viene utilizzata principalmente per creare utensili in grado di riprodurre componenti in modo coerente e in grandi quantità, elemento essenziale per la produzione di massa nei settori automobilistico, elettronico e delle attrezzature mediche.
Quali sono i materiali più comuni utilizzati nella realizzazione di stampi?
I materiali più comuni includono metalli, silicone e materiali compositi. Acciai da utensile e alluminio vengono impiegati per stampi durevoli, mentre il silicone e i materiali compositi offrono flessibilità per forme complesse.
Come si selezionano i materiali per la realizzazione di stampi?
La scelta del materiale si basa su proprietà quali durezza, conducibilità termica, resistenza alla fatica e su fattori pratici come i tempi di consegna, la lavorabilità e il budget.
A cosa servono gli stampi realizzati con tecnologia di stampa 3D?
gli stampi realizzati con stampa 3D, in particolare quelli prodotti mediante tecnologia DMLS, vengono utilizzati per creare forme complesse e inserti difficilmente ottenibili con la lavorazione tradizionale, migliorando l’efficienza produttiva.
Indice
- Che cos’è la realizzazione di stampi? Principi fondamentali e applicazioni industriali
- Processi chiave per la realizzazione di stampi: Dalla lavorazione tradizionale ai moderni metodi additivi
- Selezione dei materiali nella realizzazione degli stampi: abbinamento delle proprietà alle esigenze produttive
- Ottimizzazione della realizzazione degli stampi per qualità, costo e tempi di consegna
- Sezione FAQ