




ساخت قالب چیست؟ اصول اصلی و کاربردهای صنعتی
ساخت قالبها کاملاً مربوط به ایجاد ابزارهای ویژهای است که معمولاً از فلز، سیلیکون یا مواد ترکیبی ساخته میشوند و بخشهای مختلف را با دقت کامل و بهصورت تکرارپذیر در طول فرآیند تولید تکثیر میکنند. بدون ساخت دقیق و باکیفیت قالبها، تولید انبوه اقلامی مانند تجهیزات پزشکی، قطعات خودرو، گوشیهای هوشمند یا حتی بستهبندی مواد غذایی امکانپذیر نخواهد بود. در نهایت، تنها دو عامل اصلی وجود دارند که اهمیت بسیار بالایی دارند: دستیابی به ابعاد دقیق با تلرانسی در حد کسری از میلیمتر و اطمینان از اینکه ابزار قادر است هزاران بار استفاده شود بدون اینکه دچار خرابی یا فرسایش شود. به عنوان مثال، در فرآیند قالبگیری تزریقی، هنگامی که پلاستیک مذاب با فشاری بالاتر از ۲۰٬۰۰۰ پوند بر اینچ مربع به داخل قالبهای فولادی تزریق میشود، قالب باید شکل اولیه خود را بهطور کامل حفظ کند و در عین حال در برابر آسیبهای حرارتی نیز مقاوم باشد. یک اشتباه جزئی به اندازه ۰٫۱ میلیمتر میتواند در صنایعی که دقت امری حیاتی است، نرخ ضایعات را تا ۱۵٪ افزایش دهد. به همین دلیل، قالبسازان با تجربه دانش خود را از اندازهگیریهای دقیق با درک عمیق از خواص مواد مختلف ترکیب میکنند. کار آنها باعث ادامه روان فرآیند تولید، کاهش ضایعات مواد اولیه و تضمین تولید مداوم کالاهای باکیفیت توسط تولیدکنندگان میشود.

فرآیندهای اصلی ساخت قالب: از ماشینکاری سنتی تا روشهای نوین افزودنی
ماشینکاری با کنترل عددی کامپیوتری (CNC) برای قالبهای فلزی دقیق
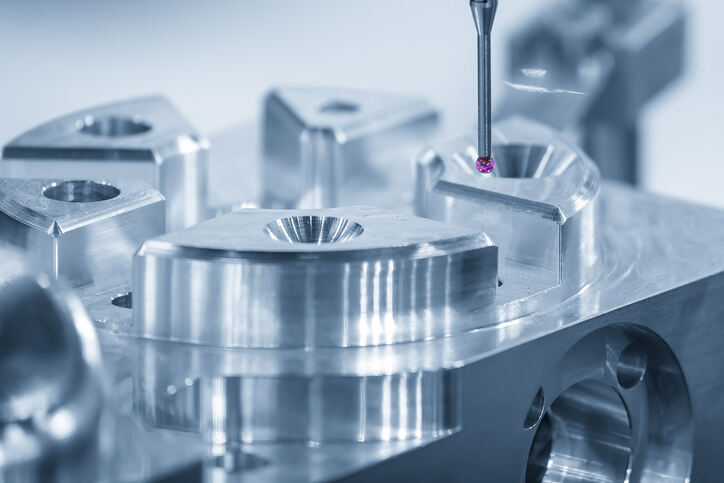
در تولید مقادیر زیادی از قالبهای فلزی با مشخصات بسیار دقیق، ماشینکاری با کنترل عددی کامپیوتری (CNC) همچنان بهعنوان بهترین گزینه مطرح است، بهویژه هنگام کار با فولادهای ابزار سختشده و آلیاژهای آلومینیوم. روشی که این ماشینها با آن ماده را برداشته و شکل میدهند، دقت فوقالعادهای در حدود تلرانس ۰٫۰۱ میلیمتر را تضمین میکند و همچنین سطوح صافی را ایجاد مینماید که برای محصولاتی مانند عدسیها، پوششهای دستگاههای پزشکی و قطعات خودرو که نیاز به ظاهری جذاب دارند، ضروری است. امروزه اکثر کارگاهها دارای مسیرهای نرمافزاری بهخوبی توسعهیافته و سیستمهای تعویض خودکار ابزار هستند؛ بنابراین میتوانند همان فرآیند را هزاران بار بدون بروز مشکل تکرار کنند. به همین دلیل بسیاری از تولیدکنندگان این روش را برای تولیدهای طولانیمدت خود در کاربردهای قالبگیری تزریقی و ریختهگری تحت فشار انتخاب میکنند، جایی که ثبات و یکنواختی اهمیت اصلی را دارد.

ریختهگری سیلیکونی و رزینی برای ساخت نمونههای اولیه
قالبگیری با لاستیک سیلیکونی در واقع روشی بسیار سریع و مقرونبهصرفه برای ساخت نمونههای اولیه کاربردی است. لاستیک سیلیکونی مایع (که به اختصار LSR نامیده میشود) تمام جزئیات ظریف مدل اصلی از جمله زوایای پنهان (undercuts) و بافتهای ریز را بهخوبی منتقل میکند. پس از آن، قطعات را میتوان با رزین پلیاورتان ریختهگری کرد و در عرض یک تا دو روز حدود ۵۰ قطعه با کیفیت خوب تولید نمود. البته محدودیتهایی وجود دارد، زیرا قالب در نهایت فرسوده میشود؛ اما این روش به طراحان اجازه میدهد ایدههای خود را بدون صرف هزینههای سنگین اولیه برای ساخت ابزارهای فلزی تست کنند. این روش در واقع نوعی «بیمه» در برابر انتخابهای نادرست طراحی قبل از ورود کامل به مرحله تولید انبوه است.

قالبهای چاپشده با فناوری سهبعدی و فرآیندهای ترکیبی
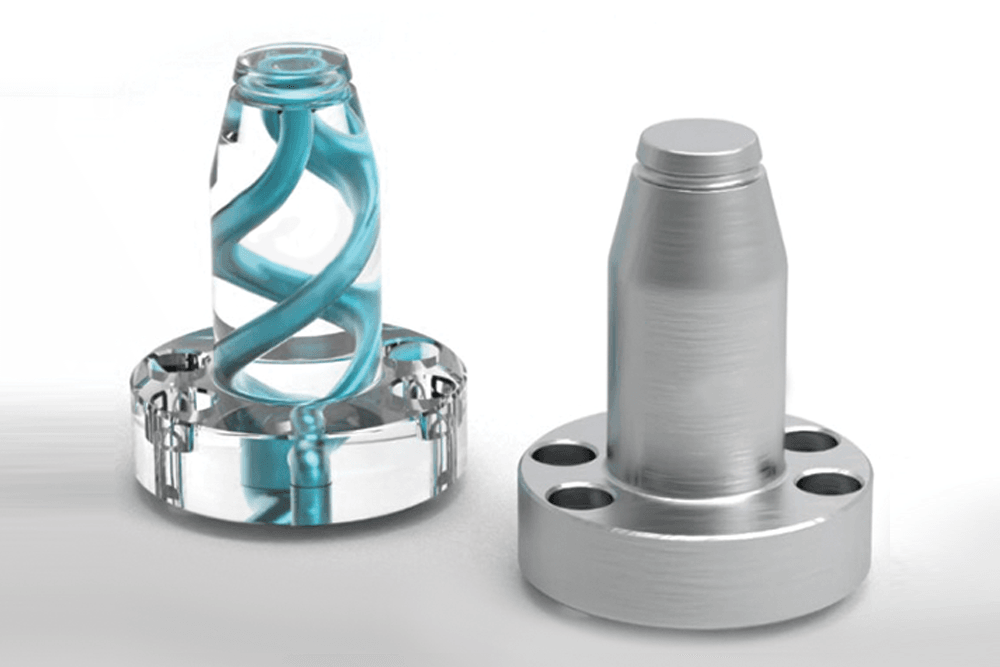
دنیای ساخت افزودنی فلزات اخیراً تغییرات قابل توجهی را پشت سر گذاشته است، بهویژه در زمینهٔ فناوری «سینتر لیزری مستقیم فلزات» (DMLS). این روش قادر است قطعات قالب با اشکال پیچیدهای را تولید کند که با روشهای سنتی ماشینکاری امکانپذیر نیست. به کانالهای خنککنندهٔ انطباقی فکر کنید که تولیدکنندگان قبلاً با ساخت آنها دست و پنجه نرم میکردند. همچنین قطعات قالب ساختهشده از فولاد مارجینگ نیز بسیار چشمگیر هستند، زیرا میتوانند تا دمای حدود ۵۰۰ درجه سانتیگراد را تحمل کنند؛ بنابراین برای تولیدات کوتاهمدت که در آن زمان معادل پول است، بسیار مناسباند. برخی شرکتها با ترکیب هستههای چاپشده سهبعدی با صفحات پایه ماشینکاریشده توسط دستگاههای CNC سنتی، رویکردی نوین را آغاز کردهاند. نتیجه چیست؟ زمان چرخهها در برخی موارد تا ۳۰٪ و در برخی دیگر حتی تا ۷۰٪ کاهش مییابد، بدون اینکه مقاومت محصول نهایی تحت تأثیر قرار گیرد. این رویکرد ترکیبی بهویژه برای آنچه که «ابزارسازی پلی» (Bridge Tooling) نامیده میشود، بسیار مؤثر است و طبق تحقیقات اخیر منتشرشده در مجلهٔ «فرآیندهای تولید» (Journal of Manufacturing Processes) در سال ۲۰۲۳، برای کسبوکارهایی که با نیازهای تولید با حجم پایین تا متوسط سروکار دارند، منطقی و کارآمد است.
انتخاب مواد در ساخت قالب: تطبیق ویژگیها با نیازهای تولید
انتخاب ماده بهطور مستقیم بر کیفیت قطعه، عمر ابزار و هزینه کل مالکیت تأثیر میگذارد. انتخاب بهینه تعادلی بین عملکرد مکانیکی — از جمله سختی، هدایت حرارتی و مقاومت در برابر خستگی — و محدودیتهای عملی مانند زمان تحویل، قابلیت ماشینکاری و بودجه را فراهم میکند.
آلیاژهای فولادی برای قالبهای تزریق پلاستیک با حجم بالا
فولادهای ابزار سختشده (مانند P20، H13 و S7) استانداردهای صنعتی برای قالبسازی تزریق پلاستیک با تعداد چرخههای بالا هستند. این فولادها با سختی بالاتر از ۴۵ HRC و مقاومت عالی در برابر خستگی حرارتی و سایش، بهطور قابل اعتمادی توانایی تحمل بیش از ۵۰۰٬۰۰۰ چرخه را دارند. هزینه اولیه بالاتر آنها توسط کاهش چشمگیر هزینه ابزار در هر قطعه در تولید انبوه جبران میشود.
آلومینیوم و روی برای ابزارسازی سریع
آلیاژهای آلومینیوم (مانند ۷۰۷۵-T6) و آلیاژهای مبتنی بر روی با سرعتی تا ۶۰ درصد بیشتر از فولاد ماشینکاری میشوند و زمان تولید را بهطور قابلتوجهی کاهش میدهند. اگرچه این مواد نرمتر هستند و بنابراین عمر کاری محدودی دارند (۱۵٬۰۰۰ تا ۵۰٬۰۰۰ چرخه)، اما در ساخت نمونههای اولیه، تولید آزمایشی و تولید با حجم پایین عملکرد برجستهای دارند؛ جایی که سرعت و تکرار طراحی اهمیت بیشتری نسبت به دوام دارد.
مواد قالبگیری الاستومری و کامپوزیتی
موادی مانند سیلیکونها، پلیاورتانها و ترکیبات اپوکسی مختلف انعطافپذیری بسیار خوبی را در برخورد با اشکال پیچیدهٔ قطعات فراهم میکنند. این مواد عملکرد عالیای در قطعاتی دارند که دارای زیربرآمدگیهای عمیق و مشکلزا هستند یا نیازمند بافتهای سطحی بسیار دقیق میباشند. ماهیت کشسان این مواد، خروج آنها از قالبها پس از تولید را تسهیل میکند. با این حال، همین ویژگی باعث میشود که این مواد عموماً در شرایط فشار بالا مقاومت نداشته باشند. به همین دلیل عمدتاً در روشهای تولیدی با فشار پایین مانند روشهای ریختهگری یورتان یا فرآیندهای شکلدهی خلأ استفاده میشوند. در برخی موارد خاص که مدیریت حرارت اهمیت دارد، سازندگان گاهی ذرات سرامیکی یا فلزی را به این مواد اضافه میکنند تا مواد ترکیبی پیشرفتهتری ایجاد شوند. این نسخههای اصلاحشده هدایت حرارتی بهتری دارند که در کاربردهای صنعتی خاصی که کنترل جریان حرارت از طریق محصول امری ضروری است، بسیار مفید میباشد.
| نوع ماده | بهترین برای | چرخه زندگی | مزیت کلیدی |
|---|---|---|---|
| فولادهای ابزار | تولید با حجم بالا | ۵۰۰٬۰۰۰ چرخه یا بیشتر | استحکام بینظیر |
| آلومینیوم/روی | پروتوتایپسازی/تولید سریع | ۱۵٫۰۰۰ تا ۵۰٫۰۰۰ چرخه | ماشینکاری سریعتر |
| الاستومرها/ترکیبات | هندسههای پیچیده | ۱۰۰ تا ۵۰۰۰ چرخه | انعطافپذیری طراحی |
تولیدکنندگان پیشرو ویژگیهای مواد — از جمله ضریب انبساط حرارتی، نفوذپذیری حرارتی و آستانه خستگی — را با شاخصهای کلیدی عملکرد تولید (KPI) همسو میکنند تا ثبات عملکرد را در طول دوره عمر ابزار تضمین نمایند.
بهینهسازی ساخت قالب برای ارتقای کیفیت، کاهش هزینه و کوتاهتر کردن زمان تحویل
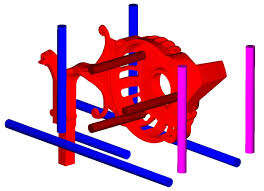
دستیابی به نتایج خوب در ساخت قالب واقعاً به ترکیب کار طراحی، آزمونهای شبیهسازی و انتخاب فرآیندهای مناسب، بسیار پیش از شروع ساخت فیزیکی بستگی دارد. وقتی طراحان از ابتدا به قابلیت ساختپذیری توجه میکنند، معمولاً عواملی مانند زاویهٔ مناسب شیب (حداقل ۳ درجه)، دیوارههایی با ضخامت یکنواخت در سراسر قطعه و ویژگیهایی با پیچیدگی کم را در طراحی خود لحاظ میکنند. این رویکرد معمولاً زمان ماشینکاری را حدود ۳۰ درصد کاهش میدهد و از بروز مشکلات رایجی مانند فرورفتگیها یا تابخوردگی قطعات جلوگیری میکند. نرمافزارهای شبیهسازی به مهندسان اجازه میدهند تا محل دریچهها، نحوهٔ جریان مواد در حین پر شدن و ظاهر کانالهای خنککننده را همه پیش از اینکه هرگونه برشی در فلز انجام شود، بررسی کنند. این امر با کاهش تعداد نمونههای اولیهٔ فیزیکی حدود ۵۰ درصدی، هزینهها را پایین میآورد. برخی از کارگاهها از تکنیکهای خنککنندگی انطباقی با ترکیبی از ساخت افزایشی (Additive Manufacturing) و روشهای سنتی CNC استفاده کردهاند. این سیستمها گرما را بهصورت یکنواختتری در سطح قالب توزیع میکنند و میتوانند چرخههای تولید را حدود ۲۵ درصد تسریع کنند. ترکیب این رویکردهای مختلف، دقت ابعادی را در محدودهٔ ±۰٫۰۵ میلیمتر حفظ میکند، محصولات را سریعتر به بازار میرساند و در نهایت هزینهٔ هر واحد تولیدی را کاهش داده، در عین حال تمام الزامات عملکردی را نیز برآورده میسازد.
بخش سوالات متداول
هدف اصلی ساخت قالب چیست؟
ساخت قالب عمدتاً برای تولید ابزارهایی به کار میرود که قطعات را بهصورت یکنواخت و در مقیاس بزرگ تکثیر میکنند؛ این امر برای تولید انبوه در صنایعی مانند خودروسازی، الکترونیک و تجهیزات پزشکی ضروری است.
مواد رایج مورد استفاده در ساخت قالب کداماند؟
مواد رایج شامل فلزات، سیلیکون و مواد مرکب هستند. فلزاتی مانند فولادهای ابزاری و آلومینیوم برای ساخت قالبهای با دوام استفاده میشوند، در حالی که سیلیکونها و مواد مرکب انعطافپذیری لازم برای ایجاد اشکال پیچیده را فراهم میکنند.
چگونه مواد مناسب برای ساخت قالب انتخاب میشوند؟
انتخاب مواد بر اساس ویژگیهایی مانند سختی، هدایت حرارتی، مقاومت در برابر خستگی و عوامل عملی مانند زمان تحویل، قابلیت ماشینکاری و بودجه انجام میشود.
قالبهای ساختهشده با فناوری چاپ سهبعدی برای چه کاربردهایی استفاده میشوند؟
قالبهای ساختهشده با فناوری چاپ سهبعدی — بهویژه آنهایی که با استفاده از فناوری DMLS تولید میشوند — برای ایجاد اشکال پیچیده و قطعات جاسازیشدهای به کار میروند که دستیابی به آنها با ماشینکاری سنتی دشوار است و این امر کارایی تولید را بهبود میبخشد.