




Vad är formtillverkning? Grundläggande principer och industriella tillämpningar
Att tillverka former handlar helt enkelt om att skapa de speciella verktygen – oftast tillverkade av metall, silikon eller kompositmaterial – som kopierar delar exakt på samma sätt, gång på gång, under produktionen. Utan god formtillverkning skulle vi inte kunna tillverka saker som medicinsk utrustning, bilkomponenter, smartphones eller till och med förpackningar för livsmedel i så stor skala. Det finns egentligen bara två saker som är avgörande: att få måtten exakt rätt, inom en bråkdel av en millimeter, och att se till att verktyget håller i tusentals användningar utan att gå sönder. Ta till exempel injekteringssprutning. När smält plast pressas in i stålformer vid tryck över 20 000 pund per kvadrattum måste formen behålla sin exakta form samtidigt som den motstår värmskador. Ett minimalt fel på endast 0,1 mm kan leda till att utsläppsraten stiger med 15 % i branscher där precision är avgörande. Därför kombinerar erfarna formtillverkare sin kunskap om exakta mått med en djup förståelse för olika material. Deras arbete säkerställer att produktionen fortskrider smärtfritt, minskar mängden slöseri med material och gör det möjligt för tillverkare att konsistent producera kvalitetsprodukter.

Nyckelprocesser för formtillverkning: från traditionell bearbetning till moderna additiva metoder
CNC-bearbetning för precisionsmetallformer
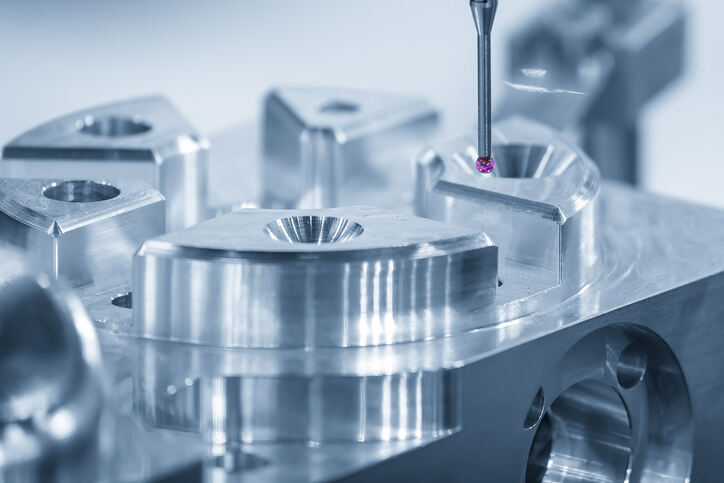
När det gäller att tillverka stora mängder metallformer med strikta specifikationer är CNC-bearbetning fortfarande det bästa alternativet, särskilt vid bearbetning av härdade verktygsstål och aluminiumlegeringar. Sättet som dessa maskiner skär bort material uppnår en otrolig noggrannhet – med toleransnivåer på cirka 0,01 mm – samt skapar de släta ytor som krävs för exempelvis linser, skal för medicintekniska apparater och bilkomponenter som ska se bra ut. De flesta verkstäder har idag välutvecklade mjukvarusystem och automatiska verktygsväxlarsystem, vilket innebär att samma process kan upprepas tusentals gånger utan problem. Därför väljer många tillverkare denna metod för längre produktionsomgångar inom injektering och tryckgjutning, där konsekvens är avgörande.

Silikon- och hartsformgjutning för prototyper
Silikonformgjutning är faktiskt ganska snabb och kostnadseffektiv när det gäller tillverkning av fungerande prototyper. Vätskesilikon, eller LSR som det kallas, fångar upp alla typer av fina detaljer från originalmodellen, inklusive de knepiga underskärningarna och de små strukturerna. Därefter kan vi gjuta delar i polyuretanharv och få cirka 50 högkvalitativa delar inom bara ett till två dygn. Det finns förstås begränsningar eftersom formen till slut slits, men detta tillvägagångssätt gör att designers kan testa sina idéer utan att först investera stora summor i dyrbara metallverktyg. Det är i princip en försäkring mot dåliga designval innan man går helt in på serietillverkning.

3D-printade former och hybridarbetsflöden
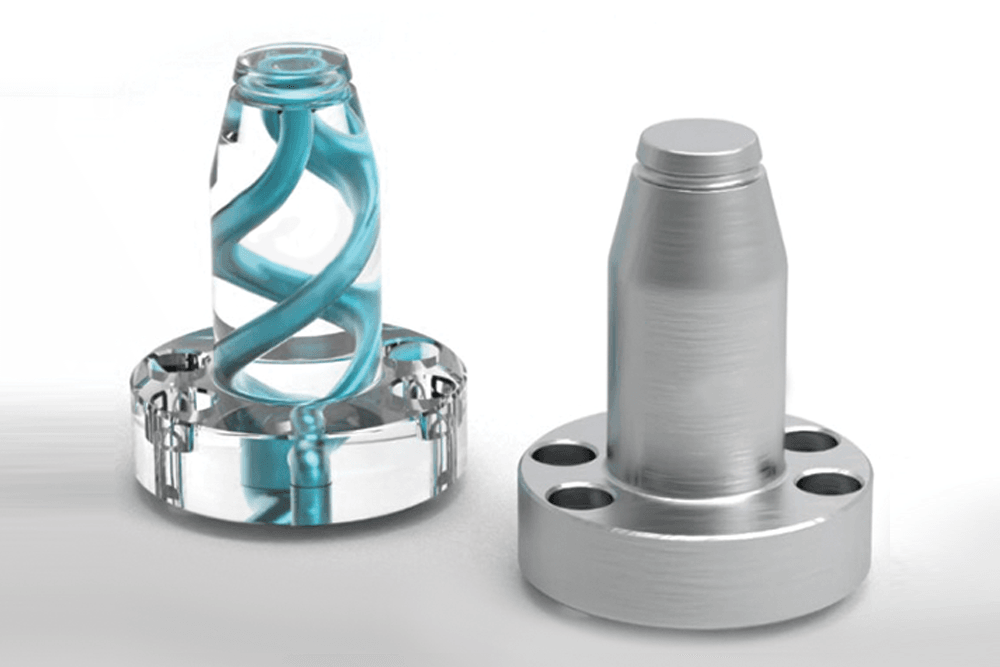
Världen av metalladditiv tillverkning har förändrat saker ganska mycket de senaste åren, särskilt när det gäller tekniken Direct Metal Laser Sintering (DMLS). Denna metod kan skapa forminsatser med komplexa former som helt enkelt inte är möjliga att tillverka med traditionella bearbetningstekniker. Tänk på de konformala kylningskanalerna som tillverkare tidigare kämpade med. Insatser i maragingstål är också imponerande eftersom de klarar temperaturer upp till cirka 500 grader Celsius, vilket gör dem utmärkta för kortare produktionsomgångar där tiden är pengar. Vissa företag har börjat kombinera dessa 3D-printade kärnor med traditionella CNC-fräsade basplattor. Resultaten? Cykeltiderna minskar med mellan 30 % och upp till 70 % i vissa fall, utan att man offrar slutproduktens hållfasthet. Denna hybrida ansats fungerar särskilt väl för så kallad bridge tooling och är rimlig för företag med låg till medelhög volymproduktion, enligt ny forskning som publicerades i Journal of Manufacturing Processes år 2023.
Materialval vid formtillverkning: Anpassa egenskaper till produktionsbehov
Materialvalet påverkar direkt delkvaliteten, verktygets livslängd och den totala ägandekostnaden. Det optimala valet balanserar mekanisk prestanda – hårdhet, värmeledningsförmåga, utmattningstålighet – med praktiska begränsningar som ledtid, bearbetbarhet och budget.
Stolegeringar för högvolyms injektionsformer
Härdade verktygsstål (t.ex. P20, H13, S7) är branschstandard för högcylklig plastinjektionsformning. Med hårdhetsvärden över 45 HRC och utmärkt motstånd mot termisk utmattning och slitage klarar de pålitligt mer än 500 000 cykler. Den högre initiala kostnaden kompenseras av betydligt lägre verktygskostnad per del vid massproduktion.
Aluminium och zink för snabb verktygstillverkning
Aluminiumlegeringar (t.ex. 7075-T6) och zinkbaserade legeringar bearbetas upp till 60 % snabbare än stål, vilket minskar ledtider avsevärt. Även om de är mjukare – och därför begränsade till 15 000–50 000 cykler – är de utmärkta för prototypframställning, försöksproduktion och lågvolymsproduktion där hastighet och designiteration är viktigare än livslängd.
Elastomeriska och kompositbaserade formmaterial
Material som silikoner, polyuretaner och olika epoxikompositer erbjuder mycket bra flexibilitet vid hantering av komplicerade delformer. De fungerar utmärkt för delar med svåra djupa underkastningar eller som kräver mycket detaljerade ytytor. Den elastiska naturen hos dessa material gör det lättare att ta ut dem ur formen efter produktionen. Denna egenskap innebär dock att de i allmänhet inte kan hantera höga tryckförhållanden. Därför används de främst i tillverkningsmetoder med lägre tryck, såsom uretangjutningstekniker eller vakuumformningsprocesser. För vissa specialfall där värmehantering är viktig kan tillverkare ibland tillsätta keramiska eller metallpartiklar för att skapa avancerade kompositmaterial. Dessa modifierade versioner leder värme bättre, vilket är till stor nytta för specifika industriella applikationer där kontroll av värmeöverföring genom en produkt är absolut nödvändig.
| Materialtyp | Bäst för | Cykelliv | Nyckelfördel |
|---|---|---|---|
| Verktygsstål | Högvolymproduktion | 500 000+ cykler | Extrem Hållfasthet |
| Aluminium/zink | Prototypning/snabba serier | 15 000–50 000 cykler | Snabbare bearbetning |
| Elastomerer/kompositer | Kompleksa geometrier | 100–5 000 cykler | Flexibel design |
Ledande tillverkare justerar materialens egenskaper – inklusive värmeutvidgningskoefficient, termisk diffusivitet och utmattningströskel – mot produktionsnyckeltal (KPI) för att säkerställa prestandakonsekvens under verktygets livscykel.
Optimering av formtillverkning för kvalitet, kostnad och ledtid
Att uppnå bra resultat vid formtillverkning beror verkligen på att samordna designarbete, simuleringsbaserad testning och valet av rätt processer långt innan den faktiska tillverkningen påbörjas. När designers tidigt tar hänsyn till tillverkningsbarhet tenderar de att integrera aspekter som korrekta utdragningsvinklar (minst 3 grader), väggar med konstant tjocklek över hela längden samt funktioner som inte är för komplicerade. Denna strategi minskar vanligtvis bearbetningstiden med cirka 30 % och hjälper till att undvika vanliga problem som sänkningar eller deformeringar. Simuleringsprogram gör det möjligt for ingenjörer att undersöka var gjutportar bör placeras, hur materialet kommer att flöda under fyllningen samt hur kylkanaler bör se ut – allt innan något metallmaterial skärs till. Detta sparar pengar eftersom antalet fysiska prototyper som krävs minskas med ungefär hälften. Vissa verkstäder har börjat använda konformal kylning genom en kombination av additiv tillverkning och traditionella CNC-metoder. Dessa system fördelar värmen jämnare över formens yta och kan faktiskt förkorta produktionscyklerna med cirka 25 %. Genom att kombinera dessa olika tillvägagångssätt bibehålls dimensionsnoggrannheten inom ±0,05 mm, produkterna når marknaden snabbare och slutligen minskar kostnaderna per tillverkad enhet – samtidigt som alla funktionskrav fortfarande uppfylls.
FAQ-sektion
Vad är det främsta syftet med formgjutning?
Formgjutning används främst för att skapa verktyg som återger delar konsekvent i stora mängder, vilket är avgörande för massproduktion inom branscher som bilindustrin, elektronik och medicinsk utrustning.
Vilka är de vanligaste materialen som används vid formgjutning?
Vanliga material inkluderar metall, silikon och kompositmaterial. Metaller som verktygsstål och aluminium används för slitstarka former, medan silikon och kompositmaterial erbjuder flexibilitet för komplexa former.
Hur väljer man material för formgjutning?
Materialvalet grundar sig på egenskaper såsom hårdhet, värmeledningsförmåga, utmattningsskapacitet samt praktiska faktorer som ledtid, bearbetningsbarhet och budget.
Vad används 3D-printade former till?
3D-printade former, särskilt de som tillverkas med DMLS-teknik, används för att skapa komplexa former och insatsdelar som är svåra att uppnå med traditionell bearbetning, vilket förbättrar produktionseffektiviteten.
Innehållsförteckning
- Vad är formtillverkning? Grundläggande principer och industriella tillämpningar
- Nyckelprocesser för formtillverkning: från traditionell bearbetning till moderna additiva metoder
- Materialval vid formtillverkning: Anpassa egenskaper till produktionsbehov
- Optimering av formtillverkning för kvalitet, kostnad och ledtid
- FAQ-sektion