




Was ist Formenherstellung? Grundprinzipien und industrielle Anwendungen
Die Herstellung von Formen dreht sich vollständig um die Erstellung jener speziellen Werkzeuge – meist aus Metall, Silikon oder Verbundwerkstoffen –, die Bauteile bei der Serienfertigung exakt und wiederholt in identischer Weise reproduzieren. Ohne eine hochwertige Formenherstellung könnten wir beispielsweise medizinische Geräte, Autoteile, Smartphones oder sogar Lebensmittelverpackungen nicht in einem solchen Umfang herstellen. Letztlich zählen im Wesentlichen nur zwei Dinge: die Einhaltung von Maßgenauigkeiten im Bereich von Bruchteilen eines Millimeters und die Gewährleistung einer langen Standzeit des Werkzeugs über Tausende von Einsatzzyklen hinweg ohne Ausfall. Nehmen wir als Beispiel das Spritzgießen: Wenn geschmolzener Kunststoff mit Drücken von über 20.000 Pfund pro Quadratzoll (ca. 138 MPa) in Stahlformen eingespritzt wird, muss die Form ihre Form perfekt bewahren und gleichzeitig Wärmeschäden widerstehen. Bereits ein winziger Fehler von nur 0,1 mm kann in präzisionskritischen Branchen die Ausschussrate um 15 % in die Höhe treiben. Deshalb verbinden erfahrene Formenbauer ihr Wissen über exakte Messtechnik mit einem tiefen Verständnis verschiedener Werkstoffe. Ihre Arbeit gewährleistet einen reibungslosen Produktionsablauf, reduziert Materialverschwendung und ermöglicht es den Herstellern, kontinuierlich qualitativ hochwertige Produkte zu fertigen.

Wichtige Verfahren zur Herstellung von Spritzgussformen: Von der traditionellen Bearbeitung bis zu modernen additiven Methoden
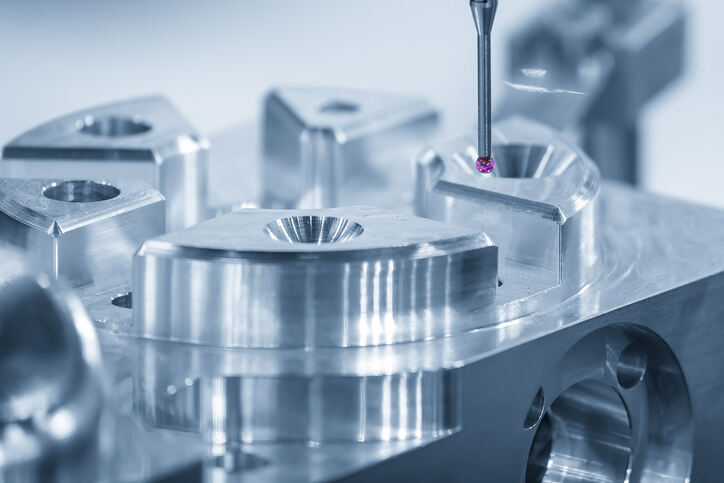
CNC-Bearbeitung für präzise Metallformen
Wenn es darum geht, große Mengen metallischer Formen mit engen Toleranzen herzustellen, bleibt die CNC-Bearbeitung nach wie vor die beste Option – insbesondere bei gehärteten Werkzeugstählen und Aluminiumlegierungen. Die Art und Weise, wie diese Maschinen das Material abtragen, ermöglicht eine außerordentliche Genauigkeit mit Toleranzen von etwa ±0,01 mm und erzeugt zudem die glatten Oberflächen, die beispielsweise für Linsen, Gehäuse medizinischer Geräte und Karosserieteile mit anspruchsvollen optischen Anforderungen erforderlich sind. Die meisten Fertigungsbetriebe verfügen mittlerweile über ausgereifte Software-Workflows und automatisierte Werkzeugwechselsysteme, sodass derselbe Prozess tausendfach fehlerfrei wiederholt werden kann. Daher setzen viele Hersteller bei längeren Serienfertigungen im Spritzguss- und Druckgussbereich weiterhin auf dieses Verfahren, wo vor allem Konsistenz gefragt ist.

Silikon- und Harzguss für Prototypen
Die Silikonkautschuk-Formgebung ist tatsächlich ziemlich schnell und kostengünstig, wenn es darum geht, funktionstüchtige Prototypen herzustellen. Der flüssige Silikonkautschuk (auch LSR genannt) überträgt sämtliche feinen Details des Originalmodells – einschließlich schwieriger Hinterschneidungen und winziger Texturen. Anschließend können Teile mittels Polyurethanharz gegossen werden, wobei innerhalb von ein bis zwei Tagen rund 50 hochwertige Exemplare entstehen. Natürlich gibt es Grenzen, da die Form mit der Zeit verschleißt; dennoch ermöglicht dieser Ansatz Designern, ihre Ideen zu testen, ohne zunächst viel Geld für teure Metallwerkzeuge ausgeben zu müssen. Es handelt sich im Grunde um eine Absicherung gegen Fehlentscheidungen im Design, bevor in die Serienfertigung investiert wird.

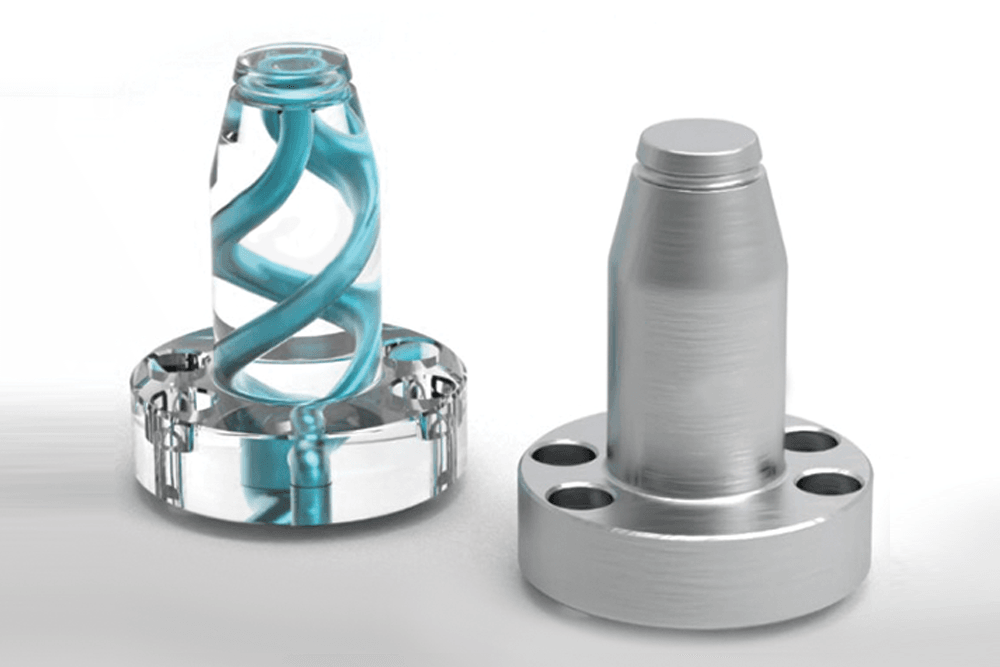
3D-gedruckte Formen und hybride Arbeitsabläufe
Die Welt der metallischen additiven Fertigung hat in letzter Zeit einige gravierende Veränderungen mit sich gebracht, insbesondere im Bereich der Direkten Metall-Lasersinter-Technologie (DMLS). Mit diesem Verfahren lassen sich Formeinsätze mit komplexen Geometrien herstellen, die mit herkömmlichen spanenden Fertigungsverfahren schlichtweg nicht realisierbar sind. Denken Sie an jene konformen Kühlkanäle, mit denen Hersteller früher große Schwierigkeiten hatten. Maraging-Stahleinsätze sind ebenfalls äußerst beeindruckend, da sie Temperaturen von bis zu etwa 500 Grad Celsius standhalten können – eine Eigenschaft, die sie besonders für kürzere Serienfertigungen prädestiniert, bei denen Zeit Geld ist. Einige Unternehmen kombinieren mittlerweile diese 3D-gedruckten Kerne mit traditionell CNC-gefrästen Grundplatten. Das Ergebnis? Die Zykluszeiten sinken um bis zu 30 %, in einigen Fällen sogar um bis zu 70 %, ohne dass die Festigkeit des Endprodukts beeinträchtigt wird. Dieser hybride Ansatz eignet sich besonders gut für sogenanntes Bridge-Tooling und ist laut einer kürzlich im Journal of Manufacturing Processes (2023) veröffentlichten Studie sinnvoll für Unternehmen mit geringen bis mittleren Produktionsvolumina.
Materialauswahl bei der Werkzeugherstellung: Abstimmung der Eigenschaften auf die Produktionsanforderungen
Die Materialwahl bestimmt unmittelbar die Bauteilqualität, die Lebensdauer des Werkzeugs und die Gesamtbetriebskosten. Die optimale Auswahl stellt ein Gleichgewicht zwischen mechanischer Leistung – Härte, Wärmeleitfähigkeit, Ermüdungsbeständigkeit – und praktischen Randbedingungen wie Lieferzeit, Bearbeitbarkeit und Budget dar.
Stahllegierungen für Spritzgusswerkzeuge mit hohem Stückzahlvolumen
Gehärtete Werkzeugstähle (z. B. P20, H13, S7) sind branchenübliche Standardwerkstoffe für kunststoffverarbeitende Spritzgusswerkzeuge mit hoher Zyklusanzahl. Mit Härtegraden über 45 HRC sowie einer ausgezeichneten Beständigkeit gegen thermische Ermüdung und Abrieb bewähren sie sich zuverlässig über 500.000 Zyklen hinweg. Ihre höhere Anschaffungskosten amortisieren sich durch deutlich niedrigere Werkzeugkosten pro Teil bei Massenfertigung.
Aluminium und Zink für Schnellwerkzeuge
Aluminiumlegierungen (z. B. 7075-T6) und zinkbasierte Legierungen lassen sich bis zu 60 % schneller bearbeiten als Stahl, wodurch die Durchlaufzeiten deutlich verkürzt werden. Obwohl sie weicher sind – und daher auf 15.000–50.000 Zyklen begrenzt sind – eignen sie sich hervorragend für Prototypen, Vorserienläufe und Kleinserienfertigung, bei denen Geschwindigkeit und Design-Iteration wichtiger sind als Langlebigkeit.
Elastomerische und komposite Formstoffe
Materialien wie Silicones, Polyurethane und verschiedene Epoxidharz-Verbundstoffe bieten bei komplizierten Teilgeometrien tatsächlich eine sehr gute Flexibilität. Sie eignen sich hervorragend für Teile mit schwierigen, tiefen Hinterschneidungen oder für Anwendungen, bei denen äußerst detaillierte Oberflächentexturen erforderlich sind. Die elastische Beschaffenheit dieser Materialien erleichtert das Entnehmen aus den Formen nach der Fertigung. Diese Eigenschaft bedeutet jedoch zugleich, dass sie im Allgemeinen keine Hochdruckanwendungen bewältigen können. Daher werden sie überwiegend bei niedrigdruckbasierten Fertigungsverfahren eingesetzt, beispielsweise bei der Urethan-Guss-Technik oder beim Vakuumformen. In einigen Spezialfällen, bei denen Wärmemanagement von Bedeutung ist, fügen Hersteller gelegentlich keramische oder metallische Partikel hinzu, um fortschrittliche Verbundwerkstoffe zu erzeugen. Diese modifizierten Varianten weisen eine bessere Wärmeleitfähigkeit auf, was sich bei bestimmten industriellen Anwendungen als vorteilhaft erweist, bei denen die gezielte Steuerung des Wärmeflusses durch ein Produkt unbedingt erforderlich ist.
| Materialtyp | Bestes für | Lebensdauer | Schlüsselvorteil |
|---|---|---|---|
| Werkzeugstähle | Großserien | 500.000+ Zyklen | Extreme Haltbarkeit |
| Aluminium/Zink | Prototyping/Rasche Serienfertigung | 15.000–50.000 Zyklen | Schnellere Bearbeitung |
| Elastomere/Verbundstoffe | Komplexe Geometrien | 100–5.000 Zyklen | Designflexibilität |
Führende Hersteller stimmen die Materialeigenschaften – darunter den Wärmeausdehnungskoeffizienten, die thermische Diffusivität und die Ermüdungsgrenze – auf die Produktions-KPIs ab, um eine konsistente Leistung über die gesamte Lebensdauer des Werkzeugs sicherzustellen.
Optimierung der Formherstellung hinsichtlich Qualität, Kosten und Lieferzeit
Gute Ergebnisse bei der Formherstellung hängen tatsächlich davon ab, Designarbeit, Simulationsprüfungen und die Auswahl der richtigen Verfahren bereits lange vor Beginn der eigentlichen Fertigung zu integrieren. Wenn Konstrukteure frühzeitig die Herstellbarkeit berücksichtigen, neigen sie dazu, Aspekte wie ausreichende Entformungswinkel (mindestens 3 Grad), gleichbleibend dicke Wandstärken sowie nicht übermäßig komplexe Formmerkmale von Anfang an einzubeziehen. Dieser Ansatz reduziert die Bearbeitungszeit typischerweise um rund 30 % und hilft, häufige Probleme wie Einsinkstellen oder verformte Bauteile zu vermeiden. Mit Simulationssoftware können Ingenieure bereits vor dem ersten Metallschnitt prüfen, wo die Angüsse platziert werden sollten, wie das Material während des Füllvorgangs fließt und wie die Kühlkanäle gestaltet sein müssen. Dadurch werden die Kosten gesenkt, da die Anzahl erforderlicher physischer Prototypen um etwa die Hälfte reduziert wird. Einige Werkstätten setzen mittlerweile konforme Kühltechniken ein, die durch eine Kombination aus additiver Fertigung und herkömmlichen CNC-Verfahren realisiert werden. Diese Systeme verteilen die Wärme gleichmäßiger über die gesamte Formoberfläche und können die Produktionszyklen tatsächlich um rund 25 % beschleunigen. Die Integration dieser verschiedenen Ansätze gewährleistet eine Maßhaltigkeit im Bereich von ±0,05 mm, beschleunigt den Markteintritt der Produkte und senkt letztlich die Stückkosten – und das bei vollständiger Erfüllung aller funktionalen Anforderungen.
FAQ-Bereich
Welchen Hauptzweck verfolgt die Formherstellung?
Die Formherstellung wird hauptsächlich zur Herstellung von Werkzeugen eingesetzt, mit denen Teile in großer Stückzahl konsistent reproduziert werden können – eine zentrale Voraussetzung für die Massenfertigung in Branchen wie Automobilbau, Elektronik und Medizintechnik.
Welche Materialien werden üblicherweise bei der Formherstellung verwendet?
Zu den gängigen Materialien zählen Metalle, Silikon und Verbundwerkstoffe. Für langlebige Formen kommen beispielsweise Werkzeugstähle und Aluminium zum Einsatz, während Silikone und Verbundwerkstoffe aufgrund ihrer Flexibilität besonders für komplexe Geometrien geeignet sind.
Wie erfolgt die Auswahl der Materialien für die Formherstellung?
Die Materialauswahl basiert auf Eigenschaften wie Härte, Wärmeleitfähigkeit und Ermüdungsfestigkeit sowie praktischen Faktoren wie Lieferzeit, Bearbeitbarkeit und Budget.
Wofür werden 3D-gedruckte Formen verwendet?
3D-gedruckte Formen – insbesondere solche, die mittels DMLS-Technologie hergestellt werden – dienen der Erstellung komplexer Geometrien und Einsätze, die mit herkömmlichen spanenden Verfahren nur schwer oder gar nicht realisierbar sind, wodurch die Produktionseffizienz gesteigert wird.
Inhaltsverzeichnis
- Was ist Formenherstellung? Grundprinzipien und industrielle Anwendungen
- Wichtige Verfahren zur Herstellung von Spritzgussformen: Von der traditionellen Bearbeitung bis zu modernen additiven Methoden
- Materialauswahl bei der Werkzeugherstellung: Abstimmung der Eigenschaften auf die Produktionsanforderungen
- Optimierung der Formherstellung hinsichtlich Qualität, Kosten und Lieferzeit
- FAQ-Bereich