




قالب سازی کیا ہے؟ بنیادی اصول اور صنعتی درجات
قالب سازی کا مقصد ان خاص اوزاروں کو تیار کرنا ہوتا ہے، جو عام طور پر دھات، سلیکون یا مرکب مواد سے بنائے جاتے ہیں، اور جو پیداوار کے دوران اجزاء کی بالکل یکساں نقل بارہا بار کرتے ہیں۔ اگر قالب سازی درست طریقے سے نہ کی گئی ہو تو ہم طبی آلات، گاڑیوں کے اجزاء، اسمارٹ فونز یا حتی غذائی پیکیجنگ جیسی چیزوں کی اتنی بڑی سطح پر پیداوار ممکن نہیں کر سکتے۔ درحقیقت، جب معاملہ اس تک پہنچتا ہے تو صرف دو چیزیں سب سے زیادہ اہم ہوتی ہیں: پیمائشیں ملی میٹر کے اعشاریہ حصوں کے اندر درست کرنا اور یہ یقینی بنانا کہ اوزار ہزاروں استعمالوں کے بعد بھی خراب ہوئے بغیر اپنا کام جاری رکھ سکے۔ اس کی ایک مثال انجیکشن مولڈنگ ہے۔ جب پگھلی ہوئی پلاسٹک کو 20,000 پاؤنڈ فی اسکوائر انچ سے زیادہ دباؤ کے تحت سٹیل کے قالبوں میں دھکیلا جاتا ہے، تو قالب کو اپنی شکل مکمل طور پر برقرار رکھنی ہوتی ہے اور حرارتی نقصان کے مقابلے کی صلاحیت بھی موجود ہونی چاہیے۔ صرف 0.1 ملی میٹر کی چھوٹی سی غلطی بھی اُن صنعتوں میں جہاں درستگی کا بہت زیادہ اہتمام کیا جاتا ہے، اسکریپ کی شرح کو 15 فیصد تک بڑھا سکتی ہے۔ اسی لیے تجربہ کار قالب ساز اپنی درست پیمائش کی مہارت کو مختلف مواد کے گہرے علم کے ساتھ جوڑتے ہیں۔ ان کا کام پیداوار کو ہموار طریقے سے جاری رکھنے، ضائع ہونے والے مواد کو کم کرنے اور صنعت کاروں کو مستقل طور پر معیاری اشیاء کی پیداوار جاری رکھنے میں مدد دیتا ہے۔

اہم سانچوں کی تیاری کے طریقے: روایتی مشیننگ سے لے کر جدید اضافی طریقوں تک
درست دھاتی سانچوں کے لیے سی این سی مشیننگ
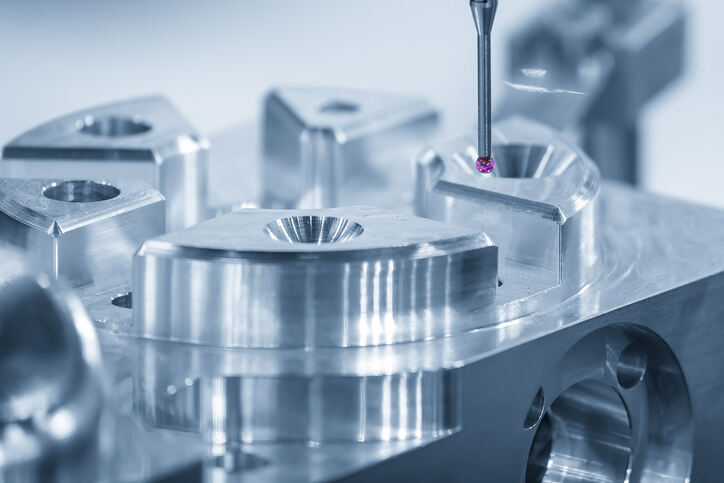
جب بڑی مقدار میں دھاتی سانچوں کی تیاری کا معاملہ ہو جس میں سخت معیارات ہوں، تو سی این سی مشیننگ اب بھی بہترین اختیار کے طور پر اُبھرتی ہے، خاص طور پر جب سخت شدہ ٹول سٹیل اور ایلومینیم ملاوے کے ساتھ کام کیا جا رہا ہو۔ ان مشینوں کا مواد کو کاٹنے کا طریقہ حیرت انگیز درستگی فراہم کرتا ہے جو تقریباً ۰٫۰۱ ملی میٹر کی ٹالرنس سطح تک ہوتی ہے، اور ساتھ ہی عدسے، طبی آلات کے باہری ڈھانچے، اور وہ گاڑی کے حصے جن کا ظاہری روپ اچھا ہونا ضروری ہو، کے لیے درکار ہموار سطحیں بھی تیار کرتا ہے۔ اب زیادہ تر کارخانوں میں بہترین نرم افزاری طریقے اور خودکار ٹول تبدیلی کے نظام موجود ہیں، جس کی وجہ سے وہ ہزاروں بار ایک ہی عمل کو بغیر کسی مسئلے کے دہرا سکتے ہیں۔ اسی لیے بہت سے صنعت کار اپنی لمبی پیداواری دورانیوں کے لیے اس طریقہ کار کو برقرار رکھتے ہیں، خاص طور پر ان جگہوں پر جہاں انجیکشن مولڈنگ اور ڈائی کاسٹنگ کے استعمال میں مستقل مزاجی سب سے اہم ہوتی ہے۔

نمونہ سازی کے لیے سلیکون اور ریزن کاسٹنگ
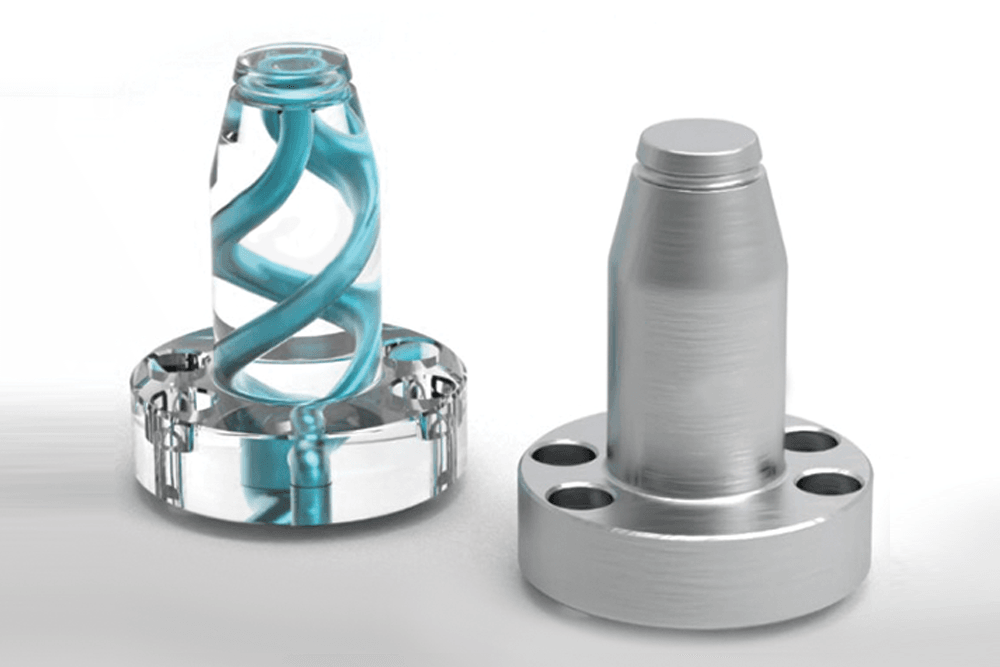
سیلیکون ربر کے ڈھالنے کا عمل درحقیقت کام کرنے والے نمونوں (پروٹوٹائپس) کو تیار کرنے کے لیے بہت تیز اور بجٹ دوست ہوتا ہے۔ سیال سیلیکون ربر، جسے عام طور پر LSR کہا جاتا ہے، اصل ماڈل سے تمام قسم کی نازک تفصیلات کو اُٹھا لیتا ہے، بشمول مشکل زاویہ دار حصے (انڈرکٹس) اور بہت چھوٹی بافتیں (ٹیکسچرز)۔ اس کے بعد ہم پولی یوریتھین ریزن کا استعمال کرتے ہوئے اجزاء ڈھالتے ہیں اور صرف ایک سے دو دنوں میں تقریباً 50 اعلیٰ معیار کے ٹکڑے حاصل کر سکتے ہیں۔ بالکل صحیح ہے کہ اس کی کچھ حدیں ہیں کیونکہ خود ڈھال (موولڈ) آخرکار فرسودہ ہو جاتا ہے، لیکن اس طریقہ کار سے ڈیزائنرز اپنے خیالات کو آزماسکتے ہیں بغیر کہ پہلے مہنگے دھاتی اوزاروں پر بہت زیادہ رقم خرچ کیے۔ یہ درحقیقت پیداوار میں مکمل طور پر داخل ہونے سے پہلے غلط ڈیزائن کے انتخاب کے خلاف ایک قسم کا بیمہ ہے۔

3D-پرنٹ شدہ موولڈز اور ہائبرڈ ورک فلو
دھاتوں کی اضافی تیاری کی دنیا میں حالیہ عرصے میں کافی تبدیلیاں آئی ہیں، خاص طور پر براہ راست دھات لیزر سینٹرنگ (DMLS) کی ٹیکنالوجی کے معاملے میں۔ یہ طریقہ روایتی مشیننگ کے طریقوں کے ذریعے ناممکن پیچیدہ شکلوں کے والڈ انسرٹس تیار کرنے کے قابل ہے۔ وہ کنفرمال کولنگ چینلز کا تصور کریں جن کے ساتھ صنعت کاروں کو پہلے بہت دشواری کا سامنا کرنا پڑتا تھا۔ میریجنگ سٹیل کے انسرٹس بھی کافی قابلِ ذکر ہیں کیونکہ یہ تقریباً 500 درجہ سیلسیس تک کی حرارت برداشت کر سکتے ہیں، جس کی وجہ سے یہ اُن مختصر پیداواری دورانیوں کے لیے بہترین ہیں جہاں وقت کی قیمت ہوتی ہے۔ کچھ کمپنیاں چیزوں کو مختلف طریقے سے استعمال کرنا شروع کر چکی ہیں، جیسے کہ ان 3D پرنٹ شدہ کورز کو پرانے زمانے کے CNC مشین شدہ بیس پلیٹس کے ساتھ ملانا۔ نتائج؟ کچھ معاملات میں سائیکل ٹائم 30 فیصد سے لے کر 70 فیصد تک کم ہو گئی ہے، جبکہ حتمی مصنوعات کی مضبوطی میں کوئی کمی نہیں آئی۔ یہ ہائبرڈ طریقہ خاص طور پر 'برج ٹولنگ' کے لیے بہت مؤثر ہے اور حالیہ تحقیق کے مطابق، جو 2023 میں 'جرنل آف منوفیکچرنگ پروسیسز' میں شائع ہوئی تھی، یہ کم سے درمیانہ پیداواری ضروریات والی کاروباری اداروں کے لیے مناسب ہے۔
قالب سازی میں مواد کا انتخاب: پیداواری ضروریات کے لیے خصوصیات کو موزوں بنانا
مواد کا انتخاب براہ راست حصوں کی معیار، ٹول کی عمر اور مجموعی مالکیت کی لاگت کو طے کرتا ہے۔ بہترین انتخاب میکانی کارکردگی—سختی، حرارتی موصلیت، تھکاوٹ کے خلاف مزاحمت—کو عملی پابندیوں جیسے لیڈ ٹائم، مشیننگ کی آسانی اور بجٹ کے ساتھ متوازن کرتا ہے۔
زیادہ حجم والے انجیکشن قالب کے لیے سٹیل ملاویں
سخت شدہ ٹول سٹیل (مثلاً P20، H13، S7) زیادہ سائیکل والی پلاسٹک انجیکشن قالب سازی کے لیے صنعتی معیارات ہیں۔ 45 HRC سے زیادہ سختی اور حرارتی تھکاوٹ اور سایاں کے خلاف عمدہ مزاحمت کی وجہ سے، یہ 500,000+ سائیکل تک قابل اعتماد طور پر برداشت کر سکتے ہیں۔ ان کی زیادہ ابتدائی لاگت کو بڑے پیمانے پر پیداوار میں فی حصہ قالب کی لاگت میں نمایاں کمی سے توازن دیا جاتا ہے۔
تیز رفتار ٹولنگ کے لیے ایلومنیم اور زنک
الیومینیم ملاویں (جیسے 7075-T6) اور زنک پر مبنی ملاویں فولاد کے مقابلے میں تاقدام 60% تک تیزی سے مشین کی جا سکتی ہیں، جس سے تیاری کا وقت کافی حد تک کم ہو جاتا ہے۔ اگرچہ یہ نرم ہوتی ہیں—اور اس لیے ان کی عمر 15,000 سے 50,000 سائیکلز تک محدود ہے—لیکن یہ پروٹوٹائپنگ، آزمائشی پیداوار اور کم حجم کی پیداوار کے لیے بہترین ہیں، جہاں رفتار اور ڈیزائن کی دوبارہ درستگی لمبے عرصے تک چلنے والی پائیداری پر فوقیت رکھتی ہے۔
ایلاسٹومیرک اور مرکب قالب کے مواد
سیلیکون، پولی یوریتھین اور مختلف ایپوکسی کمپوزٹ جیسے مواد پیچیدہ شکلوں والے اجزاء کے ساتھ کام کرنے کے لیے بہت اچھی لچک فراہم کرتے ہیں۔ یہ ان اجزاء کے لیے بہترین طریقہ کار ہیں جن میں گہری غیر متوازی سطحیں (ڈیپ انڈرکٹس) ہوں یا بہت تفصیلی سطحی بافت کی ضرورت ہو۔ ان مواد کی لچکدار قدرت انہیں پیداوار کے بعد قالب سے نکالنے کو آسان بناتی ہے۔ تاہم، یہی خاصیت انہیں عام طور پر زیادہ دباؤ کی صورتحال برداشت کرنے کے قابل نہیں بناتی۔ اسی لیے ان کا استعمال زیادہ تر کم دباؤ والے تیاری کے طریقوں جیسے یوریتھین کاسٹنگ یا ویکیوم فارمنگ کے عمل میں کیا جاتا ہے۔ کچھ خاص حالات میں جہاں حرارت کے انتظام کی اہمیت ہو، سازندہ کبھی کبھار جدید کمپوزٹ مواد تیار کرنے کے لیے سرامک یا دھاتی ذرات شامل کرتے ہیں۔ ان ترمیم شدہ ورژنز کی حرارت کی ہدایت کی صلاحیت بہتر ہوتی ہے، جو ان صنعتی درجات کے لیے بہت مفید ہوتی ہے جہاں کسی مصنوعہ کے اندر حرارت کے منتقل ہونے کو بالکل کنٹرول کرنا ضروری ہوتا ہے۔
| مواد کی قسم | سب سے بہتر | چکر زندگی | مفتاحی فائدہ |
|---|---|---|---|
| ٹول سٹیل | زیادہ مقدار میں چلائیں | 500,000+ سائیکل | انتہائی پائیدار |
| الیومینیم/زنک | پروٹوٹائپنگ/تیز رفتار پیداوار | 15,000–50,000 سائیکلز | تیز رفتار مشیننگ |
| ایلاسٹومرز/کمپوزٹس | معقد جیومیٹریز | 100 سے 5,000 سائیکلز | ڈیزائن کی لچک |
معروف صانعین مواد کی خصوصیات — بشمول حرارتی پھیلنے کا عددی اقدار، حرارتی منتشر ہونے کی شرح، اور تھکاوٹ کی حد — کو پیداوار کے اہم کارکردگی کے اشاریے (KPIs) کے ساتھ ہم آہنگ کرتے ہیں تاکہ ٹول کے مکمل عمرِ استعمال کے دوران کارکردگی کی یکسانی کو یقینی بنایا جا سکے۔
معیار، لاگت اور وقت کے لحاظ سے قالب سازی کو بہتر بنانا
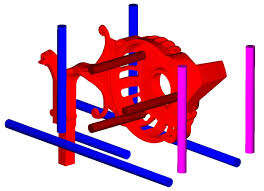
قالب سازی سے اچھے نتائج حاصل کرنا واقعی ڈیزائن کے کام، تقلیدی ٹیسٹنگ اور حقیقی تیاری شروع ہونے سے بہت پہلے مناسب عمل درآمد کے انتخاب کو جوڑنے پر منحصر ہے۔ جب ڈیزائنرز ابتدائی مرحلے میں ہی تیاری کی سہولت کے بارے میں سوچتے ہیں تو وہ عام طور پر مناسب ڈرافٹ اینگلز (کم از کم 3 ڈگری)، دیواروں کی مواد کی موٹائی کو مستقل رکھنا، اور زیادہ پیچیدہ نہ ہونے والی خصوصیات کو شامل کرتے ہیں۔ اس طریقہ کار سے عام طور پر مشیننگ کا وقت تقریباً 30 فیصد تک کم کیا جا سکتا ہے اور دھنسے ہوئے نشانوں یا ٹیڑھے ہوئے اجزاء جیسی عام مسائل سے بچا جا سکتا ہے۔ تقلیدی سافٹ ویئر انجینئرز کو دروازوں کے مناسب مقامات، بھرنے کے دوران مواد کے بہاؤ کے طریقہ کار، اور ٹھنڈا کرنے والے چینلز کی مناسب شکل و صورت کو تمام دھاتی کٹائی سے پہلے ہی جانچنے کی اجازت دیتا ہے۔ اس سے رقم کی بچت ہوتی ہے کیونکہ جسمانی نمونوں (پروٹو ٹائپس) کی ضرورت تقریباً آدھی کر دی جاتی ہے۔ کچھ کارخانوں نے اضافی تیاری (ایڈیٹو مینوفیکچرنگ) اور روایتی سی این سی طریقوں کے امتزاج کے ذریعے مطابقت پذیر ٹھنڈا کرنے کے طریقہ کار کا آغاز کر دیا ہے۔ یہ نظام قالب کی سطح پر حرارت کو زیادہ یکساں طور پر تقسیم کرتا ہے اور تیاری کے چکر کو درحقیقت تقریباً 25 فیصد تیز کر سکتا ہے۔ ان مختلف نقطہ ہائے نظر کو اکٹھا کرنا ابعادی درستگی کو ±0.05 ملی میٹر کی حد تک برقرار رکھتا ہے، مصنوعات کو جلد از جلد منڈی تک پہنچانے میں مدد دیتا ہے، اور آخرکار فی اکائی تیاری کی لاگت کو کم کرتا ہے جبکہ تمام عملی ضروریات کو پورا کرتا ہے۔
اکثر پوچھے جانے والے سوالات کا سیکشن
قالب سازی کا بنیادی مقصد کیا ہے؟
قالب سازی کا بنیادی مقصد ایسے اوزار تیار کرنا ہے جو خودکار طور پر بڑی مقدار میں اجزاء کی نقل کرسکیں، جو خودکار گاڑیوں، الیکٹرانکس اور طبی آلات جیسے صنعتوں میں بڑے پیمانے پر تیاری کے لیے ضروری ہے۔
قالب سازی میں استعمال ہونے والے عام مواد کون سے ہیں؟
عام مواد میں دھات، سلیکون اور مرکب مواد شامل ہیں۔ ٹول اسٹیل اور ایلومینیم جیسی دھاتوں کو پائیدار قالبوں کے لیے استعمال کیا جاتا ہے، جبکہ سلیکون اور مرکب مواد پیچیدہ شکلوں کے لیے لچکدار حل فراہم کرتے ہیں۔
قالب سازی کے لیے مواد کا انتخاب کیسے کیا جاتا ہے؟
مواد کا انتخاب ان خصوصیات پر مبنی ہوتا ہے جیسے سختی، حرارتی موصلیت، تھکاوٹ کے خلاف مزاحمت، اور عملی عوامل جیسے تیاری کا وقت، مشیننگ کی آسانی اور بجٹ۔
3D پرنٹ شدہ قالب کس کام کے لیے استعمال ہوتے ہیں؟
dMLS ٹیکنالوجی کے ذریعے بنائے گئے 3D پرنٹ شدہ قالب پیچیدہ شکلوں اور داخلی اجزاء (انسرٹس) کی تیاری کے لیے استعمال ہوتے ہیں جو روایتی مشیننگ کے ذریعے حاصل کرنا مشکل ہوتا ہے، جس سے تیاری کی کارکردگی میں بہتری آتی ہے۔