




Mi az a formkészítés? Alapelvek és ipari alkalmazások
A formák készítése lényegében arról szól, hogy olyan speciális szerszámokat hozunk létre – általában fém-, szilikon- vagy kompozit anyagból –, amelyek pontosan ugyanolyan alkatrészeket másolnak meg ismétlődően a gyártás során. A minőségi formaépítés nélkül nem tudnánk ilyen nagy méretekben gyártani például orvosi eszközöket, autóalkatrészeket, okostelefonokat vagy akár élelmiszer-csomagolást sem. Valójában csupán két dolog számít igazán: az egyik a méretek milliméter-tizedeire pontos meghatározása, a másik pedig az, hogy a szerszám több ezer használat után is hibátlanul működjön. Vegyük példaként az öntőformázást: amikor olvadt műanyagot több mint 20 000 font per négyzetcol (kb. 138 MPa) nyomással juttatnak acélformákba, a forma tökéletesen meg kell őrizze alakját, miközben ellenáll a hőkárosodásnak is. Már egy apró, csupán 0,1 mm-es hiba is 15%-kal növelheti a selejtarányt olyan iparágakban, ahol a pontosság döntő fontosságú. Ezért a tapasztalt formaépítők összekötik a precíziós mérési ismereteiket a különböző anyagok mélyreható megértésével. Munkájuk biztosítja a zavartalan termelést, csökkenti az anyagpazarlást, és lehetővé teszi a gyártók számára, hogy folyamatosan minőségi termékeket állítsanak elő.

Fontos szerszámkészítési folyamatok: a hagyományos megmunkálástól a modern additív módszerekig
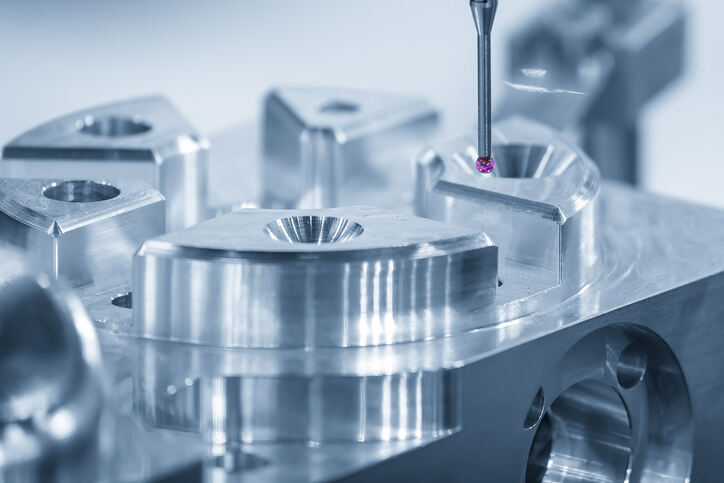
CNC megmunkálás precíziós fémszerszámokhoz
Amikor nagy mennyiségű, szigorú méreteltérési követelményeknek megfelelő fémszerszám gyártásáról van szó, a CNC megmunkálás továbbra is a legjobb megoldás, különösen keményített szerszámacél és alumínium ötvözetek esetén. Ezek a gépek anyagleválasztási módszere kiváló pontosságot ér el – körülbelül 0,01 mm-es tűréssel –, valamint olyan sima felületeket hoz létre, amelyekre például lencsék, orvosi eszközök házai vagy esztétikailag igényes autóalkatrészek gyártásánál van szükség. A legtöbb gyártóüzem ma már jól kialakított szoftverfolyamatokkal és automatikus szerszámcserélő rendszerekkel rendelkezik, így ugyanazt a folyamatot ezrek-szer is megismételheti hibamentesen. Ezért sok gyártó ezt a megközelítést alkalmazza hosszabb időt igénylő termelési sorozatoknál, például befecskendezéses műanyagformázás és nyomóöntés alkalmazásai esetén, ahol a folyamatstabilitás a legfontosabb.

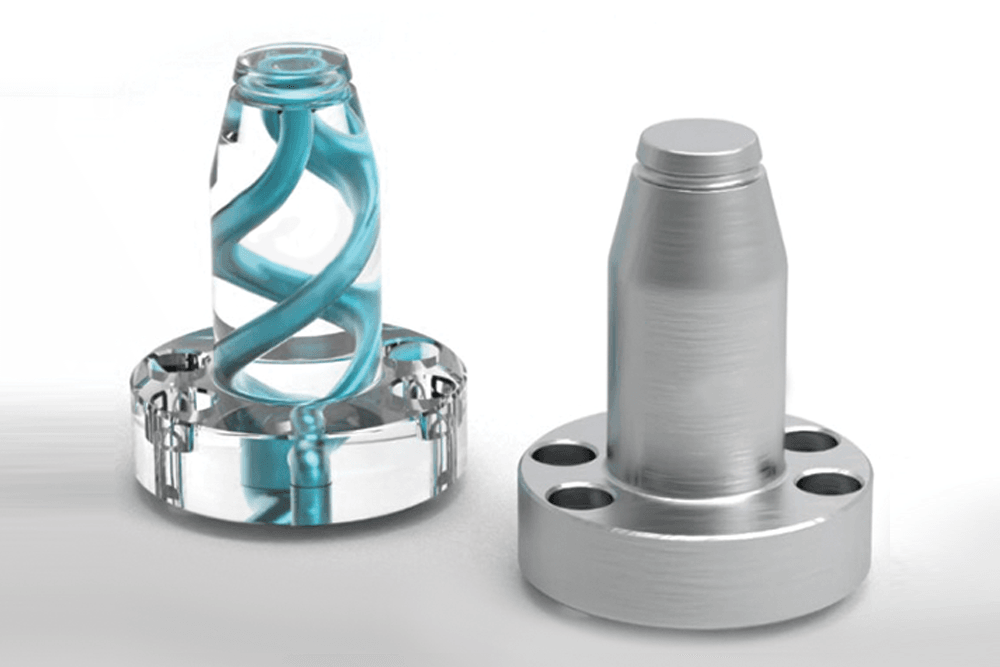
Szilikon- és műgyantaöntés prototípuskészítéshez
A szilikon gumiból készült öntőforma-gyártás valójában meglehetősen gyors és költséghatékony megoldás működőképes prototípusok elkészítésére. A folyékony szilikon gumi (amit LSR-nek is neveznek) pontosan lemásolja az eredeti modell minden finom részletét, beleértve a bonyolult alávágásokat és a mikroszkopikus felületi textúrákat is. Ezt követően poliuretán gyantából önthetünk alkatrészeket, és egy–két nap alatt akár 50 darab jó minőségű példányt is előállíthatunk. Természetesen vannak korlátok, mivel a forma idővel elhasználódik, de ez a módszer lehetővé teszi a tervezők számára, hogy elképzeléseiket kipróbálják anélkül, hogy először drága fémes szerszámokra kellene nagy összeget költeniük. Gyakorlatilag egyfajta biztosítás a rossz tervezési döntések ellen a tömeggyártásba való teljes beugrás előtt.

3D nyomtatott formák és hibrid munkafolyamatok
A fémek additív gyártásának világa az utóbbi időben jelentősen megváltozott, különösen a közvetlen fém-lézer szinterelés (DMLS) technológiát illetően. Ez a módszer olyan öntőszerszám-betéteket képes létrehozni bonyolult alakkal, amelyeket hagyományos megmunkálási technikákkal egyszerűen lehetetlen elkészíteni. Gondoljunk például azokra a konform hűtőcsatornákra, amelyekkel a gyártók korábban nagy nehézségekbe ütköztek. A maraging acélból készült betétek szintén lenyűgözőek, mivel akár körülbelül 500 °C-os hőmérsékletet is elviselnek, így kiválóan alkalmazhatók rövid gyártási sorozatokhoz, ahol az idő pénz. Egyes vállalatok új irányba indultak el, és a 3D nyomtatott magokat hagyományos CNC-maró gépekkel megmunkált alaplemezekkel kombinálják. Az eredmény? A ciklusidők 30%-kal, egyes esetekben akár 70%-kal is csökkennek anélkül, hogy a végső termék szilárdságát kompromittálnák. Ez a hibrid megközelítés különösen jól működik az úgynevezett átmeneti szerszámok (bridge tooling) gyártásánál, és – a 2023-ban a Journal of Manufacturing Processes című szakfolyóiratban megjelent legújabb kutatás szerint – ésszerű megoldást kínál azoknak a vállalatoknak, amelyek kis- és közepes mennyiségű gyártási igényekkel küzdenek.
Anyagválasztás a formák gyártásában: A tulajdonságok illesztése a gyártási igényekhez
Az anyagválasztás közvetlenül meghatározza az alkatrész minőségét, az eszköz élettartamát és a teljes tulajdonlási költséget. Az optimális választás egyensúlyt teremt a mechanikai teljesítmény – keménység, hővezetőképesség, fáradási ellenállás – és a gyakorlati korlátozó tényezők – például szállítási idő, megmunkálhatóság és költségkeret – között.
Acélötvözetek nagy mennyiségű fröccsöntő formákhoz
Hőkezelt szerszámacélok (pl. P20, H13, S7) az ipar szabványos anyagai a nagy ciklusú műanyag-fröccsöntéshez. Keménységük 45 HRC feletti, kiváló hőfáradási és kopásállósággal rendelkeznek, így megbízhatóan elviselnek 500 000-nél több ciklust. Magasabb kezdőköltségüket a tömeggyártásban jelentősen alacsonyabb darabonkénti szerszámköltség ellensúlyozza.
Alumínium és cink gyors szerszámkészítéshez
Az alumíniumötvözetek (pl. 7075-T6) és a cinkalapú ötvözetek akár 60 %-kal gyorsabban megmunkálhatók, mint az acél, ami jelentősen csökkenti a szállítási időt. Bár lágyabbak – és ezért élettartamuk korlátozott (15 000–50 000 ciklus) – kiválóan alkalmazhatók prototípusok készítésére, próbagyártásra és kis sorozatszámú gyártásra, ahol a sebesség és a tervezési iteráció fontosabb, mint a hosszú élettartam.
Elastomer és kompozit formázóanyagok
Az olyan anyagok, mint a szilikonok, a poliuretánok és különféle epoxi kompozitok kiváló rugalmasságot nyújtanak bonyolult alakú alkatrészek gyártásánál. Kiválóan alkalmazhatók azoknál az alkatrészeknél, amelyeknek mély, nehezen hozzáférhető alávágásai vannak, vagy rendkívül részletes felületi textúrára van szükség. Ezeknek az anyagoknak az elasztikus jellege megkönnyíti a kikapcsolásukat a formából a gyártási folyamat után. Ugyanakkor ez a tulajdonság általában nem teszi lehetővé, hogy magas nyomású körülményeket tűrjenek el. Ezért főként alacsony nyomású gyártási eljárásokban használják őket, például poliuretán öntési technikákban vagy vákuumformázási folyamatokban. Egyes speciális esetekben, ahol a hőkezelés különösen fontos, a gyártók néha kerámia- vagy fémrészecskéket adnak hozzá az előrehaladott kompozit anyagok létrehozásához. Ezek a módosított változatok jobban vezetik a hőt, ami különösen hasznos olyan ipari alkalmazásokban, ahol a termékben történő hőátvitel szabályozása feltétlenül szükséges.
| Anyag típusa | Legjobban alkalmas | Életciklus | Fontos előny |
|---|---|---|---|
| Szerszámacélok | Nagy mennyiségű gyártás | 500 000+ ciklus | Extrém Tartóság |
| Alumínium/cink | Prototípuskészítés/gyors sorozatgyártás | 15 000–50 000 ciklus | Gyorsabb megmunkálás |
| Elastomerek/kompozitok | Bonyolult geometriák | 100–5 000 ciklus | Tervezési rugalmasság |
A vezető gyártók a anyagtulajdonságokat – többek között a hőtágulási együtthatót, a hődiffúziós képességet és a fáradási határt – összehangolják a gyártási kulcsfontosságú teljesítménymutatókkal (KPI-kkel) annak biztosítására, hogy a szerszám élettartama során folyamatosan megfelelő legyen a teljesítménye.
A szerszámkészítés optimalizálása minőség, költség és szállítási idő szempontjából
A jó eredmények elérése a formák készítésében valójában attól függ, hogy a tervezési munkát, a szimulációs tesztelést és a megfelelő gyártási folyamatok kiválasztását már jóval a tényleges gyártás megkezdése előtt összehangolják. Amikor a tervezők korai szakaszban gondolnak a gyárthatóságra, általában olyan elemeket építenek be a tervezetbe, mint például megfelelő húzási szögek (legalább 3 fok), egyenletes vastagságú falak és nem túl bonyolult geometriai elemek. Ez az elköteleződés általában kb. 30%-kal csökkenti a megmunkálási időt, és segít elkerülni gyakori problémákat, például a besüllyedési nyomokat vagy a torzuló alkatrészeket. A szimulációs szoftverek lehetővé teszik a mérnökök számára, hogy még a fém megmunkálása előtt ellenőrizzék a befolyási nyílások helyzetét, az öntőanyag kitöltés közbeni áramlásának jellemzőit, valamint a hűtőcsatornák megfelelő kialakítását. Ez pénzt takarít meg, mivel a szükséges fizikai prototípusok számát kb. felére csökkenti. Egyes gyártóüzemek kezdtek konform hűtési technikákat alkalmazni, amelyek az additív gyártás és a hagyományos CNC-megmunkálás kombinációját használják. Ezek a rendszerek egyenletesebben osztják el a hőt a forma felületén, és ténylegesen kb. 25%-kal gyorsíthatják fel a gyártási ciklusokat. Az említett különböző megközelítések integrálása biztosítja a méretbeli pontosságot ±0,05 mm-es tűréshatáron belül, gyorsabb piacra jutást tesz lehetővé, és végül csökkenti az egységenkénti gyártási költségeket anélkül, hogy bármilyen funkcionális követelményt mellőznének.
GYIK szekció
Mi a formák készítésének fő célja?
A formák készítése elsősorban olyan szerszámok létrehozására szolgál, amelyek nagy mennyiségben, egyformán reprodukálják az alkatrészeket – ez elengedhetetlen a tömeggyártáshoz az autóiparban, az elektronikai iparban és az orvostechnikai eszközök gyártásában.
Milyen anyagokat használnak általában formák készítésére?
Gyakori anyagok a fém, a szilikon és a kompozit anyagok. A szerszámacél és az alumínium például tartós formákhoz használatosak, míg a szilikonok és a kompozit anyagok rugalmasságot nyújtanak bonyolult alakzatokhoz.
Hogyan válasszunk anyagot formák készítéséhez?
Az anyagválasztást az anyagok tulajdonságai határozzák meg, például a keménység, a hővezetőképesség, a fáradási ellenállás, valamint gyakorlati tényezők, mint a szállítási idő, a megmunkálhatóság és a költségvetés.
Mire használják a 3D nyomtatással készült formákat?
a 3D nyomtatással készült formákat – különösen a DMLS technológiával gyártottakat – bonyolult alakzatok és betétek előállítására használják, amelyeket hagyományos megmunkálással nehezen lehetne megvalósítani, így növelve a gyártási hatékonyságot.
Tartalomjegyzék
- Mi az a formkészítés? Alapelvek és ipari alkalmazások
- Fontos szerszámkészítési folyamatok: a hagyományos megmunkálástól a modern additív módszerekig
- Anyagválasztás a formák gyártásában: A tulajdonságok illesztése a gyártási igényekhez
- A szerszámkészítés optimalizálása minőség, költség és szállítási idő szempontjából
- GYIK szekció