




Kas ir veidņu izgatavošana? Pamata principi un rūpnieciskās lietojumprogrammas
Formu izgatavošana ir viss par to, kā izveidot īpašus rīkus, parasti izgatavotus no metāla, silikona vai kompozītmateriāliem, kas precīzi atkārto detaļas vienādu veidu ražošanas procesā. Bez kvalitatīvas formu izgatavošanas mēs nevarētu ražot medicīniskās iekārtas, automašīnu detaļas, viedtālruņus vai pat pārtikas iepakojumu tik lielā mērogā. Patiesībā ir tikai divi galvenie faktori, kas ir būtiski: precīzi ievērot izmērus līdz desmitdaļām milimetra un nodrošināt, ka rīks iztur tūkstošiem lietojumu, nesaplīstot. Ņemsim piemērā injekcijas liešanu. Kad kausēts plastmasas materiāls tiek iepumpēts tērauda formās ar spiedienu virs 20 000 mārciņu uz kvadrātcollu, formai jāsaglabā savs precīzais izmērs, vienlaikus pretojoties siltuma bojājumiem. Pat neliela kļūda tikai 0,1 mm apmērā var rūpniecības nozarēs, kur precizitāte ir būtiska, paaugstināt atkritumu daudzumu par 15 %. Tāpēc pieredzējuši formu izgatavotāji savieno precīzo izmēru zināšanas ar dziļu izpratni par dažādiem materiāliem. Viņu darbs nodrošina nepārtrauktu ražošanu, samazina materiālu izšķiešanu un ļauj ražotājiem nepārtraukti ražot augstas kvalitātes produktus.

Galvenās formas izgatavošanas procesu metodes: no tradicionālās apstrādes līdz modernajām pievienojošajām metodēm
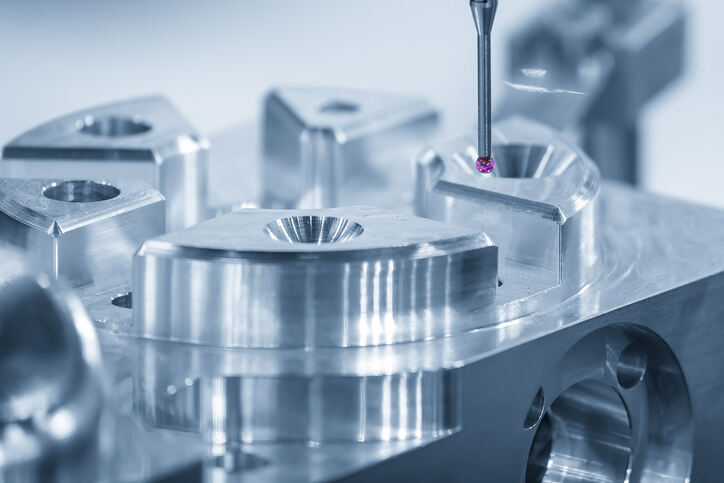
CNC apstrāde precīziem metāla veidņu izgatavošanai
Kad ir jāražo liels daudzums metāla veidņu ar stingrām specifikācijām, CNC apstrāde joprojām ir labākā izvēle, īpaši strādājot ar cietinātām rīku tērauda un alumīnija sakausējumu materiāliem. Šo mašīnu materiāla griešanas veids nodrošina lielisku precizitāti — aptuveni 0,01 mm novirzes līmenī — kā arī gludas virsmas, kas nepieciešamas piemēram lēcām, medicīnas ierīču korpusiem un automašīnu daļām, kurām ir jābūt vizuāli pievilcīgām. Vairumā ražotņu šobrīd ir labi attīstītas programmatūras sistēmas un automātiskas rīku maiņas sistēmas, kas nozīmē, ka vienu un to pašu procesu var atkārtot tūkstošiem reižu bez problēmām. Tāpēc daudzas ražotnes turpina izmantot šo pieeju ilgstošiem ražošanas cikliem injekciju liešanas un matricu liešanas pielietojumos, kur visvairāk svarīga ir procesa vienveidība.

Silikona un sveķu liešana prototipu izgatavošanai
Silikona gumijas formas izgatavošana patiesībā ir diezgan ātra un budžeta draudzīga, ja runa ir par darbojošos prototipu izveidi. Šķidrā silikona gumija, ko sauc arī par LSR, precīzi atkārto visus oriģinālā modeļa detaļas, tostarp sarežģītās zemgriezuma vietas un mikroskopiskās tekstūras. Pēc tam mēs varam liekt detaļas, izmantojot poliuretāna sveķus, un vienā vai divās dienās iegūt aptuveni 50 augstas kvalitātes gabalus. Protams, šai metodē ir ierobežojumi, jo forma galu galā nodilst, taču šis pieeja ļauj dizaineriem pārbaudīt savas idejas, neiztērējot milzīgas summas uz dārgām metāla rīku izgatavošanu. Tas būtībā ir aizsardzība pret sliktiem dizaina lēmumiem pirms pilnas ražošanas uzsākšanas.

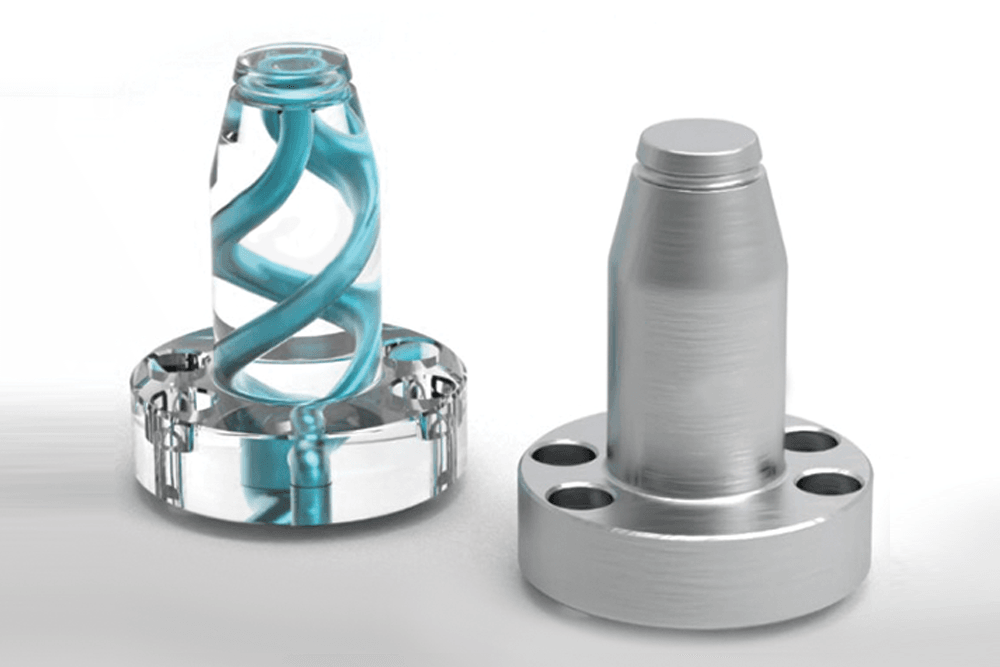
3D-printētas formas un hibrīda darba plūsmas
Metāla pievienojošās ražošanas pasaulē pēdējā laikā notikušas diezgan ievērojamas izmaiņas, īpaši attiecībā uz tiešās metāla lāzera sintēzes (DMLS) tehnoloģiju. Šī metode ļauj izgatavot veidgabalu iekšējos elementus ar sarežģītām formām, kuras nav iespējams iegūt, izmantojot tradicionālās apstrādes metodes. Iedomājieties tos konformālos dzesēšanas kanālus, ar kuriem ražotāji agrāk tik grūti tika galā. Arī maraginga tērauda veidgabalu iekšējie elementi ir diezgan ievērojami, jo tie var izturēt temperatūru līdz aptuveni 500 °C, kas padara tos īpaši piemērotus īsām ražošanas sērijām, kur laiks ir nauda. Dažas uzņēmumu sākušas kombinēt šos 3D drukātos kodolus ar klasiskajiem CNC apstrādātajiem pamatplāksnēm. Kāds ir rezultāts? Cikla ilgums samazinās no 30 % līdz pat 70 % dažos gadījumos, nezaudējot galīgā produkta izturību. Šī hibrīda pieeja īpaši labi darbojas tā sauktajai tiltveida rīkojumu ražošanai un ir loģiska uzņēmumiem, kuriem nepieciešama zema vai vidēja ražošanas jauda, kā to norāda 2023. gadā žurnālā «Journal of Manufacturing Processes» publicētā jaunākā pētījuma rezultāti.
Materiālu izvēle formu izgatavošanā: Īpašību pielāgošana ražošanas vajadzībām
Materiāla izvēle tieši nosaka izstrādājuma kvalitāti, rīka kalpošanas laiku un kopējo īpašumtiesību izmaksas. Optimālā izvēle balstās uz mehānisko veiktspēju — cietību, termiskās vadītspējas, izturību pret pārmērīgu slodzi — un praktiskajiem ierobežojumiem, piemēram, piegādes laiku, apstrādājamību un budžetu.
Tērauda sakausējumi augstas apjomu injekcijas formām
Hardenētie rīku tēraudi (piemēram, P20, H13, S7) ir nozaru standarts augsta cikla plastmasas injekcijas formām. Ar cietību virs 45 HRC un augstu izturību pret termisko pārslodzi un berzi tie uzticami iztur vairāk nekā 500 000 ciklus. To augstākas sākotnējās izmaksas kompensē ievērojami zemākas rīku izmaksas vienam izstrādājumam masveida ražošanā.
Alumīnijs un cinks ātrai rīku izgatavošanai
Alumīnija sakausējumi (piemēram, 7075-T6) un cinka bāzes sakausējumi apstrādājas līdz 60 % ātrāk nekā tērauds, ievērojami saīsinot piegādes laikus. Kaut arī tie ir mīkstāki — un tāpēc piemēroti tikai 15 000–50 000 cikliem — tie izcilīgi piemēroti prototipu izstrādei, pirmajām ražošanas partijām un zemā tilpuma ražošanai, kur ātrums un dizaina iterācijas ir svarīgākas par ilgmūžību.
Elastomēru un kompozītmateriālu veidne
Materiāli, piemēram, silikoni, poliuretāni un dažādi epoksīdu kompozīti, piedāvā ļoti labu elastību sarežģītu detaļu formu apstrādei. Tie lieliski piemēroti detaļām ar sarežģītiem dziļiem apakšgriezumiem vai ļoti detalizētām virsmas tekstūrām. Šo materiālu elastīgā daba padara tos vieglāk izņemamus no veidņām pēc ražošanas. Tomēr tieši šī īpašība nozīmē, ka tie parasti nevar izturēt augstus spiedienus. Tāpēc tos galvenokārt izmanto zemspiediena ražošanas metodes, piemēram, urētāna liešanas tehnoloģijās vai vakuuma veidošanas procesos. Dažos īpašos gadījumos, kad siltuma vadība ir būtiska, ražotāji reizēm pievieno keramikas vai metāla daļiņas, lai izveidotu uzlabotus kompozītmateriālus. Šīs modificētās versijas labāk vada siltumu, kas ir ļoti noderīgi konkrētām rūpnieciskām lietojumprogrammām, kur siltuma pārvietošanas kontrole caur produktu ir absolūti nepieciešama.
| Materiāla tips | Pareizākais risinājums | Cikla mūžs | Galvenie priekšrocības |
|---|---|---|---|
| Instrumentu tēraudi | Lielapjoma izpildei | 500 000+ cikli | Īpaša izturība |
| Alumīnijs/cinks | Prototipēšana/ātrās partijas | 15 000–50 000 cikli | Ātrāka apstrāde |
| Elastomēri/kompozītmateriāli | sarežģītas ģeometrijas | 100–5000 cikli | Dizaina elastība |
Vadošie ražotāji pielāgo materiālu īpašības—ieskaitot termiskās izplešanās koeficientu, termisko difūzivitāti un izturības slieksni pret atkārtotu slodzi—ražošanas galvenajiem rādītājiem (KPI), lai nodrošinātu vienmērīgu veiktspēju visā veidgabala ekspluatācijas laikā.
Veidgabalu izgatavošanas optimizācija kvalitātes, izmaksu un piegādes laika uzlabošanai
Lielisku rezultātu iegūšana no veidgabalu izgatavošanas patiesībā ir atkarīga no tā, ka jau daudz agrāk nekā sākas faktiskā izgatavošana, tiek apvienota dizaina darbība, simulācijas testēšana un pareizo procesu izvēle. Kad dizaineri jau pašā sākumā domā par ražojamību, viņi parasti iekļauj tādas lietas kā piemēroti izvilkuma leņķi (vismaz 3 grādi), vienmērīgi biezas sienas visā garumā un salīdzinoši vienkāršas konstrukcijas īpatnības. Šāda pieeja parasti samazina apstrādes laiku aptuveni par 30 % un palīdz izvairīties no tipiskām problēmām, piemēram, iedobumiem vai deformētiem detaļām. Simulācijas programmatūra ļauj inženieriem pirms jebkādas metāla apstrādes pārbaudīt, kur jānovieto ielejas, kā materiāls plūs piepildīšanas laikā un kādai jābūt dzesēšanas kanālu konfigurācijai. Tas ietaupa naudu, jo fizisko prototipu skaitu samazina aptuveni par pusi. Dažas ražotnes jau sākušas izmantot konformālo dzesēšanu, kombinējot pievienojošo ražošanu un tradicionālos CNC paņēmienus. Šādas sistēmas siltumu sadala vienmērīgāk pa veidgabala virsmu un patiesībā var paātrināt ražošanas ciklus aptuveni par 25 %. Šo dažādo pieeju apvienošana nodrošina izmēru precizitāti ±0,05 mm robežās, ātrāk nodrošina produktu nonākšanu tirgū un galu galā samazina vienības ražošanas izmaksas, vienlaikus pilnībā atbilstot visām funkcionālajām prasībām.
Biežāk uzdotie jautājumi
Kāda ir veidgabalu izgatavošanas galvenā mērķis?
Veidgabalu izgatavošana galvenokārt tiek izmantota rīku izveidošanai, kas ļauj vienmērīgi atkārtot detaļas lielos daudzumos, kas ir būtiski masveida ražošanai automašīnu, elektronikas un medicīnas aprīkojuma rūpniecībā.
Kādi ir visbiežāk izmantotie materiāli veidgabalu izgatavošanā?
Visbiežāk izmantotie materiāli ietver metālus, silikonu un kompozītmateriālus. Ilgmūžīgiem veidgabaliem izmanto rīku tēraudu un alumīniju, kamēr silikons un kompozītmateriāli piedāvā elastību sarežģītu formu izveidošanai.
Kā izvēlēties materiālus veidgabalu izgatavošanai?
Materiālu izvēle balstās uz īpašībām, piemēram, cietību, siltumvadītspēju, izturību pret pārmērīgu slodzi un praktiskiem faktoriem, piemēram, piegādes laiku, apstrādājamību un budžetu.
Kam izmanto 3D drukātos veidgabalus?
3D drukātos veidgabalus, īpaši tos, kas izgatavoti, izmantojot DMLS tehnoloģiju, izmanto sarežģītu formu un iekšējo daļu izveidošanai, kuras grūti iegūt ar tradicionālo apstrādi, tādējādi uzlabojot ražošanas efektivitāti.
Satura rādītājs
- Kas ir veidņu izgatavošana? Pamata principi un rūpnieciskās lietojumprogrammas
- Galvenās formas izgatavošanas procesu metodes: no tradicionālās apstrādes līdz modernajām pievienojošajām metodēm
- Materiālu izvēle formu izgatavošanā: Īpašību pielāgošana ražošanas vajadzībām
- Veidgabalu izgatavošanas optimizācija kvalitātes, izmaksu un piegādes laika uzlabošanai
- Biežāk uzdotie jautājumi