




ছাঁচ তৈরি কী? মূল নীতি এবং শিল্প প্রয়োগ
ছাঁচ তৈরি করা মানে হলো সেই বিশেষ যন্ত্রপাতি তৈরি করা, যা সাধারণত ধাতু, সিলিকন বা কম্পোজিট উপকরণ দিয়ে তৈরি করা হয় এবং উৎপাদনের সময় অংশগুলিকে একইভাবে বারবার অনুলিপি করে। ভালো ছাঁচ তৈরি না হলে আমরা চিকিৎসা সরঞ্জাম, গাড়ির যন্ত্রাংশ, স্মার্টফোন বা এমনকি খাদ্য প্যাকেজিং-এর মতো বস্তুগুলি এত বড় পরিসরে উৎপাদন করতে পারতাম না। একটু ভেবে দেখলে বোঝা যায়, এখানে দুটি বিষয়ই সবচেয়ে গুরুত্বপূর্ণ: প্রথমত, মিলিমিটারের ভগ্নাংশের মধ্যে পরিমাপ সঠিক করা; দ্বিতীয়ত, যন্ত্রটি হাজার হাজার বার ব্যবহার করার পরেও ভেঙে না যাওয়ার জন্য তার টেকসই হওয়া। ইনজেকশন মোল্ডিং-এর উদাহরণ নিন। যখন ২০,০০০ পাউন্ড প্রতি বর্গ ইঞ্চির চেয়ে বেশি চাপে গলিত প্লাস্টিককে ইস্পাতের ছাঁচে ঢালা হয়, তখন ছাঁচটি তার আকৃতি সম্পূর্ণ অক্ষুণ্ণ রাখতে হবে এবং একসাথে তাপ-ক্ষতির বিরুদ্ধেও প্রতিরোধ করতে হবে। মাত্র ০.১ মিমি ছোট্ট ভুল হলেও যেখানে নির্ভুলতা অত্যন্ত গুরুত্বপূর্ণ, সেখানে বর্জ্য হার ১৫% পর্যন্ত বেড়ে যেতে পারে। তাই অভিজ্ঞ ছাঁচ তৈরিকারীরা নির্ভুল পরিমাপের জ্ঞানকে বিভিন্ন উপকরণের গভীর বোঝাপড়ার সাথে একত্রিত করেন। তাদের কাজ উৎপাদন প্রক্রিয়াকে মসৃণভাবে চালিয়ে রাখে, বর্জ্য উপকরণ কমায় এবং উৎপাদকদের ধারাবাহিকভাবে মানসম্মত পণ্য উৎপাদন করতে সক্ষম করে।

মূল ছাঁচ তৈরির প্রক্রিয়াসমূহ: ঐতিহ্যবাহী যন্ত্রকর্ম থেকে আধুনিক যোগাযোগ পদ্ধতি পর্যন্ত
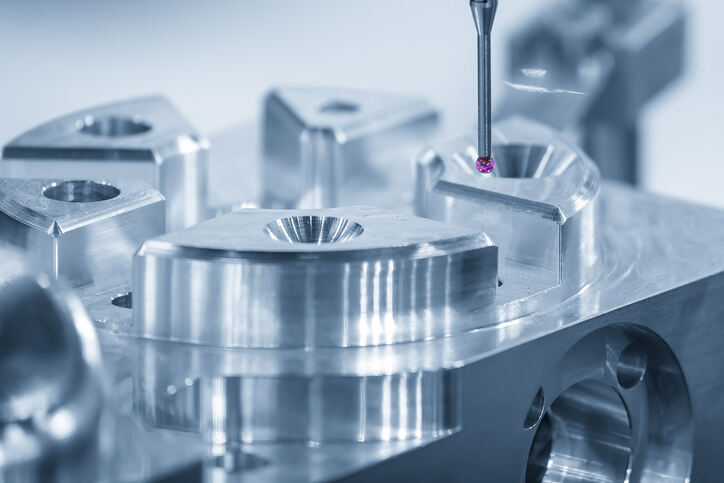
নির্ভুল ধাতব ছাঁচের জন্য সিএনসি যন্ত্রকর্ম
যখন কঠোর টুল স্টিল এবং অ্যালুমিনিয়াম মিশ্র ধাতু ব্যবহার করে উচ্চ নির্দিষ্টতা সহ বড় পরিমাণে ধাতব ছাঁচ উৎপাদনের কথা আসে, তখনও সিএনসি যন্ত্রকর্ম সর্বোত্তম বিকল্প হিসেবে বিবেচিত হয়। এই যন্ত্রগুলো যেভাবে উপাদান কেটে ফেলে, তা প্রায় ০.০১ মিমি সহনশীলতা স্তরে অবিশ্বাস্য নির্ভুলতা অর্জন করে, এবং লেন্স, চিকিৎসা যন্ত্রের আবরণ এবং দৃষ্টিনন্দন হওয়ার জন্য প্রয়োজনীয় গাড়ির যন্ত্রাংশের মতো জিনিসগুলোর জন্য প্রয়োজনীয় মসৃণ পৃষ্ঠ তৈরি করে। বেশিরভাগ কারখানায় এখন ভালোভাবে বিকশিত সফটওয়্যার পথ এবং স্বয়ংক্রিয় টুল পরিবর্তন ব্যবস্থা রয়েছে, যার ফলে তারা হাজার হাজার বার একই প্রক্রিয়া সমস্যামুক্তভাবে পুনরাবৃত্তি করতে পারে। তাই অনেক উৎপাদনকারী ইনজেকশন মোল্ডিং এবং ডাই কাস্টিং অ্যাপ্লিকেশনে দীর্ঘমেয়াদী উৎপাদন চক্রের জন্য এই পদ্ধতিটিই বেছে নেয়, যেখানে সামঞ্জস্যতা সবচেয়ে বেশি গুরুত্বপূর্ণ।

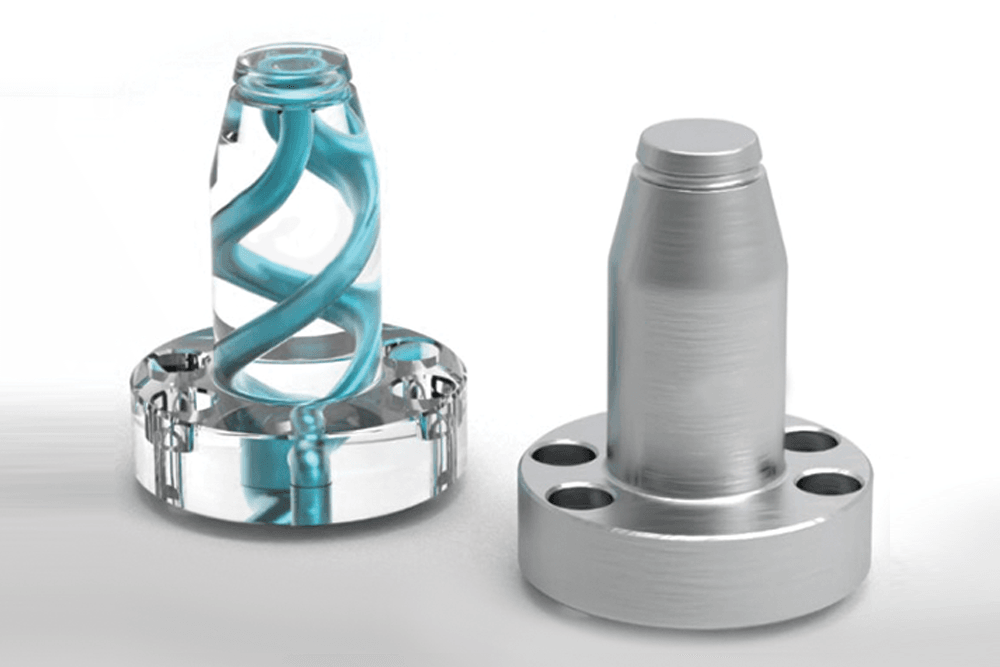
প্রোটোটাইপিং-এর জন্য সিলিকন এবং রেজিন কাস্টিং
সিলিকন রাবার মোল্ডিং আসলে কার্যকরী প্রোটোটাইপ তৈরির ক্ষেত্রে বেশ দ্রুত এবং বাজেট-বান্ধব। তরল সিলিকন রাবার, যা LSR নামে পরিচিত, মূল মডেল থেকে সমস্ত ধরনের সূক্ষ্ম বিবরণ—যেমন জটিল আন্ডারকাট এবং ক্ষুদ্র টেক্সচার—ধরে নেয়। এর পরে, আমরা পলিউরেথেন রেজিন ব্যবহার করে অংশগুলি ঢালাই করতে পারি এবং মাত্র এক থেকে দুটি দিনের মধ্যে প্রায় ৫০টি উচ্চমানের পার্ট পেতে পারি। অবশ্যই এর কিছু সীমাবদ্ধতা রয়েছে, কারণ মোল্ডটি শেষ পর্যন্ত ক্ষয়প্রাপ্ত হয়, কিন্তু এই পদ্ধতি ডিজাইনারদের ব্যয়বহুল ধাতব টুলস তৈরি করার আগেই তাদের ধারণাগুলি পরীক্ষা করার সুযোগ দেয়। এটি মূলত উৎপাদনে পূর্ণ বিনিয়োগ করার আগে খারাপ ডিজাইন সিদ্ধান্তের বিরুদ্ধে একটি বীমা।

3D-মুদ্রিত মোল্ড এবং হাইব্রিড ওয়ার্কফ্লো
ধাতু যোগাযোগ উৎপাদনের বিশ্বে সম্প্রতি বেশ কিছুটা পরিবর্তন এসেছে, বিশেষ করে ডাইরেক্ট মেটাল লেজার সিন্টারিং বা DMLS প্রযুক্তির ক্ষেত্রে। এই পদ্ধতির মাধ্যমে ঐসব ছাঁচ ইনসার্ট তৈরি করা যায় যার আকৃতি অত্যন্ত জটিল এবং ঐসব আকৃতি ঐতিহ্যগত যন্ত্রকরণ পদ্ধতির মাধ্যমে তৈরি করা সম্ভব হয় না। উদাহরণস্বরূপ, উৎপাদনকারীরা যেসব কনফর্মাল কুলিং চ্যানেলের সাথে আগে সংগ্রাম করতেন তার কথা ভাবুন। মারেজিং স্টিলের ইনসার্টগুলিও বেশ চমকপ্রদ, কারণ এগুলি প্রায় ৫০০ ডিগ্রি সেলসিয়াস পর্যন্ত তাপ সহ্য করতে পারে, যা সময়-সংবেদনশীল ছোট উৎপাদন চক্রের জন্য খুবই উপযুক্ত। কিছু কোম্পানি এই ৩ডি প্রিন্টেড কোরগুলিকে পারম্পরিক CNC মেশিন করা বেস প্লেটের সাথে একত্রিত করে পদ্ধতিটি আরও উন্নত করেছে। ফলাফল কী? চক্র সময় ৩০% থেকে শুরু করে কিছু ক্ষেত্রে ৭০% পর্যন্ত কমে যায়, যখন চূড়ান্ত পণ্যের শক্তি অক্ষুণ্ণ থাকে। এই হাইব্রিড পদ্ধতিটি ব্রিজ টুলিং নামে পরিচিত প্রক্রিয়ায় বিশেষভাবে কার্যকর এবং ২০২৩ সালে 'জার্নাল অফ ম্যানুফ্যাকচারিং প্রসেসেস'-এ প্রকাশিত সাম্প্রতিক গবেষণা অনুযায়ী, যেসব ব্যবসা কম থেকে মাঝারি পরিমাণ উৎপাদনের চাহিদা পূরণ করে তাদের জন্য এটি বিশেষভাবে যুক্তিসঙ্গত।
ছাঁচনির্মাণে উপাদান নির্বাচনঃ উৎপাদন চাহিদার সাথে বৈশিষ্ট্যগুলি মিলিয়ে
উপাদান নির্বাচন সরাসরি অংশের গুণমান, সরঞ্জাম জীবনকাল এবং মালিকানা মোট খরচ নিয়ন্ত্রণ করে। সর্বোত্তম নির্বাচন যান্ত্রিক কর্মক্ষমতা কঠোরতা, তাপ পরিবাহিতা, ক্লান্তি প্রতিরোধের সঙ্গে কার্যকর সীমাবদ্ধতা যেমন সীসা সময়, machinability, এবং বাজেট ভারসাম্য।
উচ্চ-ভলিউম ইনজেকশন মোল্ডের জন্য স্টিলের খাদ
হার্ডড টুল স্টিল (যেমন, পি 20, এইচ 13, এস 7) উচ্চ-চক্র প্লাস্টিক ইনজেকশন ছাঁচনির্মাণের জন্য শিল্পের মান। 45 এইচআরসি এর উপরে কঠোরতা মান এবং তাপ ক্লান্তি এবং ঘর্ষণের জন্য উচ্চতর প্রতিরোধের সাথে, তারা নির্ভরযোগ্যভাবে 500,000+ চক্র সহ্য করে। তাদের উচ্চতর প্রাথমিক খরচ ব্যাপক উৎপাদন মধ্যে নাটকীয়ভাবে কম অংশ প্রতি টুলিং খরচ দ্বারা আপগ্রেড করা হয়।
দ্রুত সরঞ্জাম তৈরির জন্য অ্যালুমিনিয়াম এবং জিংক
অ্যালুমিনিয়াম মিশ্র ধাতু (যেমন, 7075-T6) এবং দস্তা-ভিত্তিক মিশ্র ধাতুগুলি ইস্পাতের তুলনায় প্রায় ৬০% দ্রুত যন্ত্রচালিত হয়, যার ফলে নেতৃত্ব সময় উল্লেখযোগ্যভাবে কমে। যদিও এগুলি নরম—এবং তাই ১৫,০০০–৫০,০০০ চক্রের মধ্যে সীমিত—এগুলি প্রোটোটাইপিং, পাইলট রান এবং কম পরিমাণে উৎপাদনের ক্ষেত্রে অত্যন্ত কার্যকর, যেখানে গতি এবং ডিজাইন পুনরাবৃত্তি দীর্ঘস্থায়ীতা অপেক্ষা বেশি গুরুত্বপূর্ণ।
ইলাস্টোমারিক এবং কম্পোজিট ছাঁচ উপকরণ
সিলিকন, পলিউরেথেন এবং বিভিন্ন ইপক্সি কম্পোজিটের মতো উপকরণগুলি জটিল আকৃতির অংশগুলির সাথে কাজ করার সময় খুব ভালো নমনীয়তা প্রদান করে। এগুলি গভীর আন্ডারকাট যুক্ত অংশগুলি বা অত্যন্ত বিস্তারিত পৃষ্ঠ টেক্সচার প্রয়োজন হওয়া অংশগুলির জন্য খুব ভালোভাবে কাজ করে। এই উপকরণগুলির স্থিতিস্থাপক প্রকৃতির কারণে উৎপাদনের পরে এগুলিকে ছাঁচ থেকে সহজে বের করা যায়। তবে এই একই বৈশিষ্ট্যের কারণে এগুলি সাধারণত উচ্চ চাপের পরিস্থিতিতে কাজ করতে পারে না। তাই এগুলি মূলত ইউরিথেন কাস্টিং পদ্ধতি বা ভ্যাকুয়াম ফর্মিং প্রক্রিয়ার মতো নিম্ন চাপের উৎপাদন পদ্ধতিতে ব্যবহৃত হয়। কিছু বিশেষ ক্ষেত্রে, যেখানে তাপ ব্যবস্থাপনা গুরুত্বপূর্ণ, উৎপাদকরা কখনও কখনও উন্নত কম্পোজিট উপকরণ তৈরি করতে সিরামিক বা ধাতব কণা যোগ করেন। এই সংশোধিত সংস্করণগুলি তাপ পরিবহন করে ভালো, যা এমন কিছু শিল্প প্রয়োগের জন্য খুব কার্যকর যেখানে কোনো পণ্যের মধ্য দিয়ে তাপের প্রবাহ নিয়ন্ত্রণ করা পরম প্রয়োজন।
| উপাদান প্রকার | জন্য সেরা | চক্র জীবন | প্রধান উত্তেজনা |
|---|---|---|---|
| টুল স্টিল | বৃহৎ পরিসরের উৎপাদন | 500,000+ চক্র | অত্যন্ত দীর্ঘস্থায়ী |
| অ্যালুমিনিয়াম/জিঙ্ক | প্রোটোটাইপিং/দ্রুত উৎপাদন | ১৫,০০০–৫০,০০০ চক্র | দ্রুত মেশিনিং |
| ইলাস্টোমার/কম্পোজিট | জটিল জ্যামিতি | ১০০–৫,০০০ চক্র | ডিজাইন নমনীয়তা |
শীর্ষস্থানীয় নির্মাতারা উত্পাদনের KPI-গুলির সাথে উপকরণের বৈশিষ্ট্য—যেমন তাপীয় প্রসারণ গুণাঙ্ক, তাপীয় বিসরণ হার এবং ক্লান্তি সীমা—এর সামঞ্জস্য ঘটান যাতে টুলটির সম্পূর্ণ জীবনচক্রে কার্যকারিতার সামঞ্জস্য নিশ্চিত করা যায়।
গুণগত মান, খরচ এবং ডেলিভারি সময়ের জন্য মোল্ড তৈরির অপ্টিমাইজেশন
ছাঁচ তৈরি করে ভালো ফলাফল পাওয়া আসলে ডিজাইন কাজ, সিমুলেশন পরীক্ষা এবং প্রকৃত নির্মাণ শুরু হওয়ার অনেক আগেই সঠিক প্রক্রিয়াগুলো নির্বাচন করার উপর নির্ভর করে। যখন ডিজাইনাররা শুরু থেকেই উৎপাদনযোগ্যতা (manufacturability) বিবেচনা করেন, তখন তারা সাধারণত যথাযথ ড্রাফ্ট কোণ (অন্তত ৩ ডিগ্রি), সমস্ত জায়গায় সুসঙ্গতভাবে একই পুরুত্ব বজায় রাখা দেয়াল এবং অত্যধিক জটিল না হওয়া বৈশিষ্ট্যগুলো ডিজাইনে অন্তর্ভুক্ত করেন। এই পদ্ধতি সাধারণত মেশিনিং সময় প্রায় ৩০% কমিয়ে দেয় এবং সিঙ্ক মার্ক (sink marks) বা বিকৃত অংশ (warped parts) এর মতো সাধারণ সমস্যাগুলো এড়াতে সাহায্য করে। সিমুলেশন সফটওয়্যার ইঞ্জিনিয়ারদের গেটগুলোর সঠিক অবস্থান, পূরণ প্রক্রিয়ায় উপাদানের প্রবাহ প্যাটার্ন এবং শীতলীকরণ চ্যানেলগুলোর আকৃতি নির্ধারণ করতে সাহায্য করে—এমনকি কোনো ধাতু কাটা হওয়ার আগেই। এটি খরচ বাঁচায়, কারণ এটি প্রয়োজনীয় শারীরিক প্রোটোটাইপের সংখ্যা প্রায় অর্ধেক কমিয়ে দেয়। কিছু কারখানা যোগাযোগ ভিত্তিক শীতলীকরণ (conformal cooling) পদ্ধতি ব্যবহার শুরু করেছে, যা যোগাযোগ ভিত্তিক উৎপাদন (additive manufacturing) এবং ঐতিহ্যবাহী CNC পদ্ধতির মিশ্রণে প্রয়োগ করা হয়। এই সিস্টেমগুলো ছাঁচের পৃষ্ঠে তাপ আরও সমানভাবে বণ্টন করে এবং উৎপাদন চক্রকে প্রায় ২৫% ত্বরান্বিত করতে পারে। এই বিভিন্ন পদ্ধতিগুলোকে একত্রিত করা মাত্রিক নির্ভুলতা ±০.০৫ মিমি পরিসরের মধ্যে রাখে, পণ্যগুলোকে বাজারে আরও দ্রুত পৌঁছে দেয় এবং চূড়ান্তভাবে প্রতি একক উৎপাদনের খরচ কমায়—যদিও সমস্ত কার্যকরী প্রয়োজনীয়তা পূরণ করা হয়।
FAQ বিভাগ
ছাঁচ তৈরির প্রধান উদ্দেশ্য কী?
ছাঁচ তৈরি মূলত বৃহৎ পরিমাণে অংশগুলি সুসঙ্গতভাবে পুনরুৎপাদন করার জন্য টুল তৈরি করতে ব্যবহৃত হয়, যা গাড়ি, ইলেকট্রনিক্স এবং চিকিৎসা সরঞ্জাম সহ বিভিন্ন শিল্পে বৃহৎ পরিমাণে উৎপাদনের জন্য অপরিহার্য।
ছাঁচ তৈরিতে সাধারণত কোন কোন উপাদান ব্যবহার করা হয়?
সাধারণ উপাদানগুলির মধ্যে ধাতু, সিলিকন এবং কম্পোজিট উপাদান অন্তর্ভুক্ত। টুল স্টিল এবং অ্যালুমিনিয়ামের মতো ধাতুগুলি টেকসই ছাঁচ তৈরির জন্য ব্যবহৃত হয়, অন্যদিকে জটিল আকৃতির জন্য সিলিকন এবং কম্পোজিটগুলি নমনীয়তা প্রদান করে।
ছাঁচ তৈরিতে উপাদান নির্বাচন কীভাবে করা হয়?
উপাদান নির্বাচন কঠোরতা, তাপীয় পরিবাহিতা, ক্লান্তি প্রতিরোধ ক্ষমতা এবং প্রায়োগিক বিষয়গুলি যেমন লিড টাইম, মেশিনযোগ্যতা এবং বাজেটের উপর ভিত্তি করে করা হয়।
৩ডি-প্রিন্টেড ছাঁচগুলি কী কাজে ব্যবহৃত হয়?
dMLS প্রযুক্তি ব্যবহার করে তৈরি করা ৩ডি-প্রিন্টেড ছাঁচগুলি জটিল আকৃতি এবং ইনসার্ট তৈরির জন্য ব্যবহৃত হয় যা ঐতিহ্যগত মেশিনিংয়ের মাধ্যমে অর্জন করা কঠিন, যা উৎপাদন দক্ষতা বৃদ্ধি করে।