




മോൾഡ് നിർമ്മാണം എന്താണ്? അടിസ്ഥാന തത്വങ്ങളും വ്യവസായ ആവശ്യങ്ങളും
ഫോമുകൾ നിർമ്മിക്കൽ എന്നത് പ്രൊഡക്ഷനിൽ ഭാഗങ്ങളെ തുടർച്ചയായി കൃത്യമായി പകർത്താൻ ഉപയോഗിക്കുന്ന പ്രത്യേക ഉപകരണങ്ങൾ (സാധാരണയായി ലോഹം, സിലിക്കൺ അല്ലെങ്കിൽ കോമ്പോസിറ്റ് മെറ്റീരിയലുകൾ കൊണ്ട് നിർമ്മിച്ചവ) സൃഷ്ടിക്കുക എന്നതിനെക്കുറിച്ചാണ്. നല്ല ഫോം നിർമ്മാണമില്ലാതെ, മെഡിക്കൽ ഉപകരണങ്ങൾ, കാർ ഭാഗങ്ങൾ, സ്മാർട്ട്ഫോണുകൾ അല്ലെങ്കിൽ പോഷക പാക്കേജിംഗ് പോലുള്ള വസ്തുക്കൾ ഇത്രയും വലിയ തോതിൽ നിർമ്മിക്കാൻ നമുക്ക് സാധിക്കില്ല. അതിനാൽ ഏറ്റവും പ്രധാനപ്പെട്ട രണ്ട് കാര്യങ്ങൾ മാത്രമാണ്: മില്ലിമീറ്ററിന്റെ പല ഭാഗങ്ങളിലും ശരിയായ അളവുകൾ നേടുകയും ഉപകരണം ആയിരക്കണക്കിന് ഉപയോഗങ്ങൾക്ക് ശേഷവും തകർച്ചയില്ലാതെ ദീർഘകാലം പ്രവർത്തിക്കുന്നത് ഉറപ്പാക്കുകയും ചെയ്യുക. ഇൻജക്ഷൻ മോൾഡിംഗ് എന്ന പ്രക്രിയയെ ഉദാഹരണമായി എടുക്കുക. ദ്രവിച്ച പ്ലാസ്റ്റിക് 20,000 പൗണ്ട് സ്ക്വയർ ഇഞ്ചിന് (psi) വീതം ഉയർന്ന മർദ്ദത്തിൽ സ്റ്റീൽ ഫോമുകളിലേക്ക് തള്ളപ്പെടുമ്പോൾ, ഫോം തന്റെ ആകൃതി പൂർണ്ണമായും നിലനിർത്തുകയും താപ-നാശത്തിനെതിരെ പ്രതിരോധിക്കുകയും വേണം. കൃത്യത പ്രധാനമായ മേഖലകളിൽ 0.1 മില്ലിമീറ്റർ പോലുള്ള ചെറിയ തെറ്റ് പാഴാക്കിയ ഉൽപ്പന്നങ്ങളുടെ നിരക്ക് 15% വരെ വർദ്ധിപ്പിക്കാം. അതിനാൽ അനുഭവസമ്പന്നരായ ഫോം നിർമ്മാതാക്കൾ കൃത്യമായ അളവുകളെക്കുറിച്ചുള്ള അറിവും വിവിധ മെറ്റീരിയലുകളെക്കുറിച്ചുള്ള ആഴത്തിലുള്ള മനസ്സിലാക്കലും ഒരുമിച്ച് ഉപയോഗിക്കുന്നു. അവരുടെ പ്രവർത്തനം ഉൽപ്പാദനം സുഗമമായി തുടർന്നുകൊണ്ടിരിക്കാൻ സഹായിക്കുന്നു, പാഴാക്കിയ മെറ്റീരിയലുകളുടെ അളവ് കുറയ്ക്കുന്നു, കൂടാതെ നിർമ്മാതാക്കൾക്ക് തുടർച്ചയായി നല്ല നിലവാരമുള്ള ഉൽപ്പന്നങ്ങൾ നിർമ്മിക്കാൻ സാധിക്കുന്നു.

പ്രധാന മോൾഡ് നിർമ്മാണ പ്രക്രിയകൾ: സാമ്പ്രദായിക മെഷീനിംഗിൽ നിന്ന് ആധുനിക ആഡിറ്റീവ് രീതികളിലേക്ക്
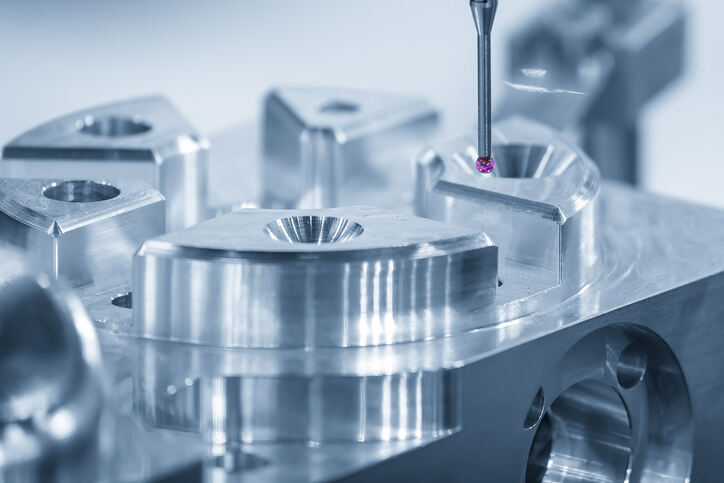
സൂക്ഷ്മമായ ലോഹ മോൾഡുകൾക്കായുള്ള സി.എൻ.സി. മെഷീനിംഗ്
കടുത്ത ടൂൾ സ്റ്റീലുകൾ, അലുമിനിയം അലോയ്കൾ എന്നിവ ഉപയോഗിച്ച് കൃത്യമായ സ്പെസിഫിക്കേഷനുകളോടെ ലോഹ മോൾഡുകളുടെ വലിയ അളവിൽ ഉൽപ്പാദനം നടത്തുമ്പോൾ, സി.എൻ.സി. മെഷീനിംഗ് ഇപ്പോഴും ഏറ്റവും മികച്ച ഓപ്ഷനായി തുടരുന്നു. ഈ യന്ത്രങ്ങൾ പദാർത്ഥം മുറിച്ചുമാറ്റുന്ന രീതിയിൽ 0.01 മിമി സഹിഷ്ണുതാ നിലവാരത്തിൽ അത്യധികം കൃത്യത നേടാൻ കഴിയുന്നു; കൂടാതെ ലെൻസുകൾ, മെഡിക്കൽ ഉപകരണങ്ങളുടെ കവർ, മനോഹരമായി കാണപ്പെടേണ്ട കാർ ഭാഗങ്ങൾ തുടങ്ങിയവയ്ക്കായി ആവശ്യമായ മികച്ച ഉപരിതല മിനുക്കം സൃഷ്ടിക്കാനും കഴിയും. ഇപ്പോൾ പല ഷോപ്പുകളിലും മികച്ച സോഫ്റ്റ്വെയർ പാതകളും സ്വയം പ്രവർത്തിക്കുന്ന ടൂൾ മാറ്റൽ സിസ്റ്റങ്ങളും ഉണ്ട്, അതിനാൽ ഒരേ പ്രക്രിയ ആയിരക്കണക്കിന് തവണ പ്രശ്നമില്ലാതെ ആവർത്തിക്കാൻ കഴിയും. അതിനാൽ, സ്ഥിരത ഏറ്റവും പ്രധാനമായി വരുന്ന ഇൻജക്ഷൻ മോൾഡിംഗ്, ഡൈ കാസ്റ്റിംഗ് എന്നീ ആപ്ലിക്കേഷനുകളിൽ ദീർഘനീള ഉൽപ്പാദന റൺ-നുകൾക്കായി ധാരാളം നിർമ്മാതാക്കൾ ഈ സമീപനം തന്നെ തുടരുന്നു.

പ്രോട്ടോടൈപ്പിംഗിനായുള്ള സിലിക്കൺ, റെസിൻ കാസ്റ്റിംഗ്
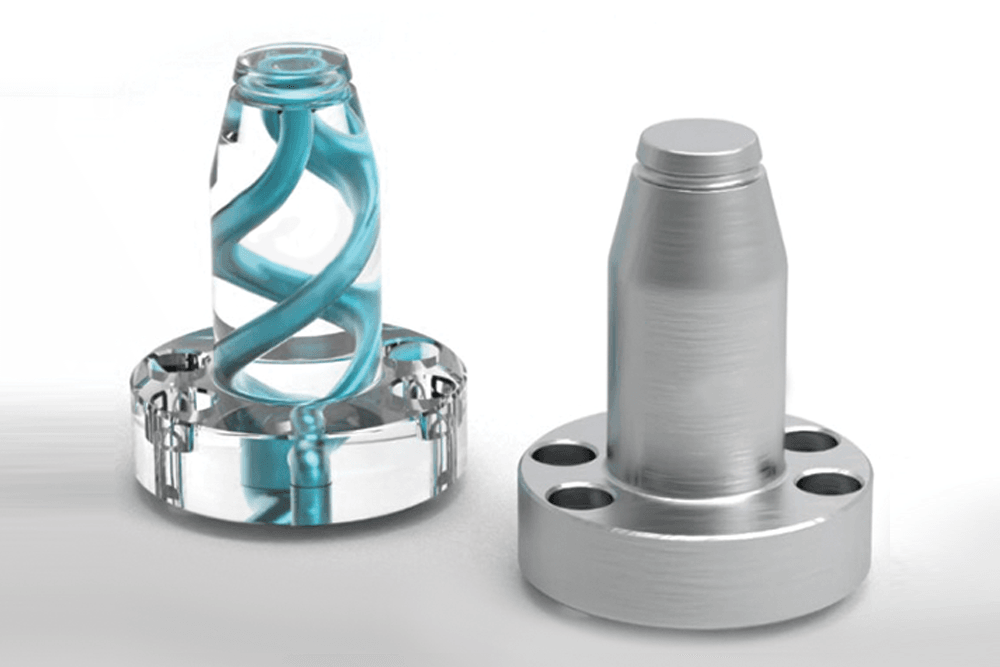
സിലിക്കൺ റബർ മോൾഡിംഗ് പ്രവർത്തനക്ഷമമായ പ്രോട്ടോടൈപ്പുകൾ നിർമ്മിക്കുന്നതിനായി വളരെ വേഗത്തിലും ചെലവ് കുറഞ്ഞതുമാണ്. ദ്രാവക സിലിക്കൺ റബർ (LSR) എന്ന് അറിയപ്പെടുന്ന ഈ മെറ്റീരിയൽ മൂലമാദൃശ്യത്തിൽ നിന്നുള്ള എല്ലാത്തരം സൂക്ഷ്മവിശദാംശങ്ങളും, അതിൽ ചിലപ്പോൾ പ്രയാസമുള്ള അണ്ടർകട്ടുകളും ചെറിയ ടെക്സ്ചറുകളും ഉൾപ്പെടെ, പകർത്തിയെടുക്കാൻ കഴിയും. അതിനുശേഷം പോളിയുറിത്തേൻ റെസിൻ ഉപയോഗിച്ച് ഭാഗങ്ങൾ കാസ്റ്റ് ചെയ്യാം, ഒരു മുതൽ രണ്ട് ദിവസത്തിനുള്ളിൽ തന്നെ 50 നല്ല നിലവാരമുള്ള ഭാഗങ്ങൾ ലഭ്യമാക്കാം. തീർച്ചയായും, മോൾഡ് അവസാനം പാഴാകുമെന്നതിനാൽ ഇതിന് പരിധികളുണ്ട്; എന്നാൽ ഈ സമീപനം ഡിസൈനർമാർക്ക് ചെലവേറിയ ലോഹ ടൂളുകൾ ആദ്യം നിർമ്മിക്കുന്നതിനു മുൻപ് തങ്ങളുടെ ആശയങ്ങൾ പരീക്ഷിക്കാൻ അനുവദിക്കുന്നു. ഇത് പ്രൊഡക്ഷനിലേക്ക് പൂർണ്ണമായി മുന്നോട്ട് പോകുന്നതിനു മുൻപ് തെറ്റായ ഡിസൈൻ തീരുമാനങ്ങളെ തടയുന്ന ഒരു തരം ഇൻഷുറൻസ് ആണ്.

3D-പ്രിന്റഡ് മോൾഡുകൾ കൂടാതെ ഹൈബ്രിഡ് വർക്ക്ഫ്ലോകൾ
ലോഹ ആഡിറ്റീവ് മാനുഫാക്ചറിംഗിന്റെ ലോകം ഇതിനകം കഴിഞ്ഞ കുറച്ച് വർഷങ്ങളായി വളരെയധികം മാറ്റം വരുത്തിയിട്ടുണ്ട്, പ്രത്യേകിച്ച് ഡയറക്ട് മെറ്റൽ ലേസർ സിന്ററിംഗ് (DMLS) സാങ്കേതികവിദ്യയെ സംബന്ധിച്ചിടത്തോളം. ഈ രീതി പാരമ്പര്യ മെഷീനിംഗ് സാങ്കേതികവിദ്യകൾ ഉപയോഗിച്ച് നിർമ്മിക്കാൻ സാധ്യമല്ലാത്ത സങ്കീർണ്ണമായ ആകൃതികളിലുള്ള മോൾഡ് ഇൻസെർട്ടുകൾ സൃഷ്ടിക്കാൻ കഴിയും. ഉദാഹരണത്തിന്, നിർമ്മാതാക്കൾ മുമ്പ് പ്രയാസത്തോടെ നിർമ്മിച്ചിരുന്ന കൺഫോർമൽ കൂളിംഗ് ചാനലുകളെക്കുറിച്ച് ചിന്തിക്കുക. മാറേജിംഗ് സ്റ്റീൽ ഇൻസെർട്ടുകൾ കൂടുതൽ ശ്രദ്ധേയമാണ്, കാരണം അവ 500 ഡിഗ്രി സെൽഷ്യസ് വരെയുള്ള താപനിലകൾ പ്രതിരോധിക്കാൻ കഴിയും, അതുകൊണ്ട് സമയം പണമായി മാറുന്ന ചെറിയ ഉൽപ്പാദന റൺ-നുകൾക്ക് അവ വളരെ ഫലപ്രദമാണ്. ചില കമ്പനികൾ ഈ 3D പ്രിന്റഡ് കോറുകളെ പരിചിതമായ CNC മെഷീൻ ചെയ്ത ബേസ് പ്ലേറ്റുകളുമായി ചേർത്ത് ഉപയോഗിക്കാൻ തുടങ്ങിയിട്ടുണ്ട്. ഫലം? അന്തിമ ഉൽപ്പന്നത്തിന്റെ ശക്തിയിൽ ഒരു കുറവും വരുത്താതെ സൈക്കിൾ സമയം 30% മുതൽ ചില കേസുകളിൽ 70% വരെ കുറയ്ക്കാൻ കഴിയും. ഈ ഹൈബ്രിഡ് സമീപനം പ്രത്യേകിച്ച് 'ബ്രിഡ്ജ് ടൂളിംഗ്' എന്നറിയപ്പെടുന്നതിനായി വളരെ ഫലപ്രദമാണ്, കൂടാതെ 2023-ൽ 'ജേണൽ ഓഫ് മാനുഫാക്ചറിംഗ് പ്രോസസ്സസ്' എന്ന ഗവേഷണ പത്രത്തിൽ പ്രസിദ്ധീകരിച്ച പുതിയ ഗവേഷണങ്ങൾ അനുസരിച്ച്, കുറഞ്ഞ മുതൽ ഇടത്തരം ഉൽപ്പാദന ആവശ്യങ്ങൾ ഉള്ള ബിസിനസ്സുകൾക്ക് ഇത് യുക്തിസഹമാണ്.
ഫോം നിർമ്മാണത്തിൽ മെറ്റീരിയൽ തിരഞ്ഞെടുക്കൽ: ഉൽപ്പാദന ആവശ്യങ്ങൾക്കനുസരിച്ച് ഗുണങ്ങൾ പൊരുത്തപ്പെടുത്തൽ
മെറ്റീരിയലിന്റെ തിരഞ്ഞെടുക്കൽ പ്രത്യക്ഷമായി ഭാഗത്തിന്റെ ഗുണനിലവാരം, ടൂളിന്റെ ജീവിതകാലം, കൂടാതെ മൊത്തം ഉടമസ്ഥാവകാശ ചെലവ് എന്നിവയെ നിയന്ത്രിക്കുന്നു. ഏറ്റവും മികച്ച തിരഞ്ഞെടുക്കൽ യാന്ത്രിക പ്രകടനം—കാഠിന്യം, താപ ചാലകത, ക്ഷീണനിരോധനം—എന്നിവയും പ്രായോഗിക പരിമിതികൾ—ഉദാഹരണത്തിന് ലീഡ് ടൈം, മെഷീനിംഗ് സൗകര്യം, ബജറ്റ്—എന്നിവയും തമ്മിൽ ഒരു സന്തുലനം സൃഷ്ടിക്കുന്നു.
ഹൈ-വോള്യം ഇൻജക്ഷൻ മോൾഡുകൾക്കായുള്ള സ്റ്റീൽ അലോയ്കൾ
ഹാർഡണ്ട് ടൂൾ സ്റ്റീലുകൾ (ഉദാ: P20, H13, S7) ഹൈ-സൈക്കിൾ പ്ലാസ്റ്റിക് ഇൻജക്ഷൻ മോൾഡിംഗിനായി വ്യവസായത്തിലെ സ്റ്റാൻഡേർഡുകളാണ്. 45 HRC-യിൽ കൂടുതലുള്ള കാഠിന്യവും താപ ക്ഷീണനത്തിനും ആർദ്രതാപ ആഘാതത്തിനും മികച്ച പ്രതിരോധശേഷിയും ഉള്ളതിനാൽ, ഇവ 5,00,000-ൽ കൂടുതൽ സൈക്കിളുകൾ വരെ സ്ഥിരമായി പ്രവർത്തിക്കുന്നു. ഇവയുടെ ഉയർന്ന ആദ്യകാല ചെലവ് മാസ് പ്രൊഡക്ഷനിൽ ഓരോ ഭാഗത്തിനുമുള്ള ടൂളിംഗ് ചെലവിൽ വളരെയധികം കുറവ് വരുത്തി നേട്ടമാക്കുന്നു.
വേഗത്തിലുള്ള ടൂളിംഗിനായുള്ള അലുമിനിയം, സിങ്ക്
അലുമിനിയം മിശ്രധാതുക്കൾ (ഉദാ: 7075-T6) കൂടാതെ സിങ്ക്-അടിസ്ഥാനമാക്കിയുള്ള മിശ്രധാതുക്കൾ എന്നിവ ഇരുമ്പിനേക്കാൾ 60% വരെ വേഗത്തിൽ മെഷീൻ ചെയ്യാവുന്നതാണ്, ഇത് നിർമ്മാണ സമയം ഗണ്യമായി കുറയ്ക്കുന്നു. ഇവ കൂടുതൽ മൃദുവായതിനാൽ—അതിനാൽ തന്നെ 15,000–50,000 സൈക്കിളുകൾ വരെ മാത്രമേ പ്രയോഗിക്കാൻ കഴിയൂ—പ്രോട്ടോടൈപ്പിംഗ്, പൈലറ്റ് റൺസ്, കുറഞ്ഞ അളവിലുള്ള ഉൽപ്പാദനം എന്നിവയിൽ വളരെ ഫലപ്രദമാണ്, ഇവിടെ വേഗതയും ഡിസൈൻ പരിഷ്കരണങ്ങളും ദീർഘകാല ഉപയോഗത്തെക്കാൾ പ്രാധാന്യമർഹിക്കുന്നു.
എലാസ്റ്റോമെറിക് കോമ്പോസിറ്റ് മോൾഡ് മെറ്റീരിയൽസ്
സിലിക്കണുകൾ, പോളിയൂറിത്തെയ്ൻസ്, വിവിധ എപോക്സി കോമ്പോസിറ്റുകൾ തുടങ്ങിയ മെറ്റീരിയലുകൾ സങ്കീർണ്ണമായ ഭാഗ ആകൃതികൾ കൈകാര്യം ചെയ്യുമ്പോൾ വളരെ നല്ല ഫ്ലെക്സിബിൾ സ്വഭാവം പ്രദർശിപ്പിക്കുന്നു. ഇവ ആഴത്തിലുള്ള അണ്ടർകട്ടുകൾ (deep undercuts) ഉള്ള ഭാഗങ്ങൾക്കോ വളരെ വിശദമായ പ്രതല ടെക്സ്ചർ ആവശ്യമുള്ള ഭാഗങ്ങൾക്കോ വളരെ ഫലപ്രദമാണ്. ഈ മെറ്റീരിയലുകളുടെ ഇലാസ്റ്റിക് സ്വഭാവം ഉത്പാദനത്തിന് ശേഷം അവയെ മോൾഡുകളിൽ നിന്ന് എളുപ്പത്തിൽ പുറത്തെടുക്കാൻ സഹായിക്കുന്നു. എന്നാൽ ഈ സ്വഭാവം തന്നെയാണ് ഇവ സാധാരണയായി ഉയർന്ന മർദ്ദ സാഹചര്യങ്ങൾ ഏറ്റെടുക്കാൻ കഴിയാതിരിക്കാനുള്ള കാരണം. അതിനാൽ ഇവ പ്രധാനമായും യൂറിത്തെയ്ൻ കാസ്റ്റിംഗ് രീതികൾ അല്ലെങ്കിൽ വാക്ക്യൂം ഫോർമിംഗ് പ്രക്രിയകൾ പോലുള്ള താഴ്ന്ന മർദ്ദ നിർമ്മാണ രീതികളിൽ ഉപയോഗിക്കുന്നു. ചില പ്രത്യേക സന്ദർഭങ്ങളിൽ, താപ നിയന്ത്രണം പ്രധാനമായിരിക്കുമ്പോൾ, ഉത്പാദകർ ചിലപ്പോൾ സെറാമിക് അല്ലെങ്കിൽ ലോഹ കണികകൾ ചേർത്ത് മെച്ചപ്പെടുത്തിയ കോമ്പോസിറ്റ് മെറ്റീരിയലുകൾ സൃഷ്ടിക്കുന്നു. ഈ മാറ്റിയ പതിപ്പുകൾ താപം കൂടുതൽ കാര്യക്ഷമമായി കൈമാറുന്നു, ഇത് ഒരു ഉൽപ്പന്നത്തിലൂടെ താപം എങ്ങനെ പ്രവഹിക്കുന്നു എന്നത് നിയന്ത്രിക്കുന്നത് അത്യാവശ്യമായ പ്രത്യേക വ്യവസായ ആവശ്യങ്ങൾക്ക് ഉപയോഗപ്രദമാണ്.
| മെറ്റീരിയൽ തരം | ഏറ്റവും നല്ലത് | സൈക്കിൾ ലൈഫ് | പ്രധാന ഗുണം |
|---|---|---|---|
| ടൂൾ സ്റ്റീൽസ് | ഹൈ-വോളിയം റൺസ് | 500,000+ സൈക്കിളുകൾ | അതിശയകരമായ ദൈർഘ്യമുള്ളത് |
| അലുമിനിയം/സിങ്ക് | പ്രോട്ടോടൈപ്പിംഗ്/വേഗത്തിലുള്ള റൺസ് | 15,000–50,000 സൈക്കിളുകൾ | വേഗത്തിലുള്ള മെഷിനിംഗ് |
| എലാസ്റ്റോമറുകൾ/കോമ്പോസിറ്റുകൾ | സങ്കീർണ്ണമായ ജ്യാമിതികൾ | 100–5,000 സൈക്കിളുകൾ | രൂപകൽപ്പനാ സ്വാതന്ത്ര്യം |
മുൻനിര നിർമ്മാതാക്കൾ ഉൽപ്പാദന കീ പെർഫോർമൻസ് ഇൻഡിക്കേറ്റേഴ്സ് (KPIs) ഉറപ്പാക്കുന്നതിനായി പദാർത്ഥത്തിന്റെ ഗുണങ്ങൾ—ഉദാഹരണത്തിന് താപ വികാസ ഗുണാങ്കം, താപ വ്യാപന ക്ഷമത, ക്ലാന്തി തീർമ്മാനം എന്നിവ—അനുയോജ്യമാക്കുന്നു, അതിനാൽ ടൂളിന്റെ ജീവിതകാലത്തിനുള്ളിൽ പ്രകടന സ്ഥിരത ഉറപ്പാക്കുന്നു.
ഗുണനിലവാരം, ചെലവ്, ലീഡ് ടൈം എന്നിവയ്ക്കായി മോൾഡ് നിർമ്മാണം ഓപ്റ്റിമൈസ് ചെയ്യൽ
ഫലകം നിർമ്മാണത്തിൽ മികച്ച ഫലങ്ങൾ നേടുന്നത് യഥാർത്ഥ നിർമ്മാണം ആരംഭിക്കുന്നതിനു മുൻപേ ഡിസൈൻ പ്രവർത്തനങ്ങളും സിമുലേഷൻ പരീക്ഷണങ്ങളും ശരിയായ പ്രക്രിയകൾ തിരഞ്ഞെടുക്കലും ഒരുമിച്ച് ചേർത്ത് പരിഗണിക്കുന്നതിനെ ആശ്രയിച്ചിരിക്കുന്നു. ഡിസൈനർമാർ ഉൽപ്പാദന സാധ്യതയെക്കുറിച്ച് ആദ്യ ഘട്ടത്തിൽ തന്നെ ചിന്തിക്കുമ്പോൾ, കുറഞ്ഞത് 3 ഡിഗ്രി കോൺ കോണുകൾ (ഡ്രാഫ്റ്റ് ആംഗിളുകൾ), മുഴുവൻ ഭാഗത്തും സ്ഥിരമായ കനം നിലനിൽക്കുന്ന മതിലുകൾ, അതിന്റെ ഘടന അതിവിസ്തൃതമല്ലാത്ത ഘടകങ്ങൾ എന്നിവ ഉൾപ്പെടുത്താറുണ്ട്. ഈ സമീപനം സാധാരണയായി മെഷിനിംഗ് സമയം ഏകദേശം 30% കുറയ്ക്കുകയും സിങ്ക് മാർക്കുകൾ (sink marks) അല്ലെങ്കിൽ വാർപ്പ് ചെയ്യപ്പെട്ട ഭാഗങ്ങൾ പോലുള്ള സാധാരണ പ്രശ്നങ്ങൾ ഒഴിവാക്കുകയും ചെയ്യുന്നു. സിമുലേഷൻ സോഫ്റ്റ്വെയർ എഞ്ചിനീയർമാർക്ക് ഗേറ്റുകൾ എവിടെ സ്ഥാപിക്കണം, പൂരണ സമയത്ത് മെറ്റീരിയൽ എങ്ങനെ ഒഴുകും, കൂളിംഗ് ചാനലുകൾ എങ്ങനെയായിരിക്കണം എന്നിവ യഥാർത്ഥത്തിൽ ലോഹം കട്ട് ചെയ്യുന്നതിനു മുൻപേ പരിശോധിക്കാൻ അനുവദിക്കുന്നു. ഇത് ശാരീരിക പ്രോട്ടോടൈപ്പുകളുടെ എണ്ണം ഏകദേശം പകുതിയായി കുറയ്ക്കുന്നതിനാൽ ചെലവ് ലാഭിക്കുന്നു. ചില ഷോപ്പുകൾ ആഡിറ്റീവ് മാനുഫാക്ചറിംഗ്, സാങ്കേതികവിദ്യയുടെയും സാങ്കേതികവിദ്യയുടെയും സംയോജനത്തിലൂടെ കോൺഫോർമൽ കൂളിംഗ് രീതികൾ ഉപയോഗിക്കാൻ തുടങ്ങിയിട്ടുണ്ട്. ഈ സിസ്റ്റങ്ങൾ ഫലകത്തിന്റെ ഉപരിതലത്തിൽ താപം കൂടുതൽ സമന്വിതമായി വിതരണം ചെയ്യുകയും ഉൽപ്പാദന ചക്രങ്ങളെ ഏകദേശം 25% വേഗത്തിൽ പ്രവർത്തിപ്പിക്കുകയും ചെയ്യുന്നു. ഈ വ്യത്യസ്ത സമീപനങ്ങൾ ഒരുമിച്ച് ഉപയോഗിക്കുന്നത് അളവുകൾ ±0.05 മിമീ പരിധിയിൽ കൃത്യത നിലനിർത്തുകയും, ഉൽപ്പന്നങ്ങൾ വിപണിയിൽ എത്തിക്കുന്നത് വേഗത്തിലാക്കുകയും, ഓരോ യൂണിറ്റിന്റെയും ഉൽപ്പാദന ചെലവ് കുറയ്ക്കുകയും ചെയ്യുന്നു, അതേസമയം എല്ലാ പ്രവർത്തന ആവശ്യങ്ങളും പൂർത്തിയാക്കുകയും ചെയ്യുന്നു.
FAQ ഭാഗം
ഫോം നിർമ്മാണത്തിന്റെ പ്രധാന ലക്ഷ്യം എന്താണ്?
ഫോം നിർമ്മാണം പ്രധാനമായും വലിയ അളവിൽ ഭാഗങ്ങൾ സ്ഥിരതയോടെ പകർത്താൻ കഴിയുന്ന ഉപകരണങ്ങൾ നിർമ്മിക്കുന്നതിനായി ഉപയോഗിക്കുന്നു; ഇത് ഓട്ടോമൊട്ടീവ്, ഇലക്ട്രോണിക്സ്, മെഡിക്കൽ ഉപകരണങ്ങൾ തുടങ്ങിയ മേഖലകളിൽ മാസ് പ്രൊഡക്ഷന് അത്യാവശ്യമാണ്.
ഫോം നിർമ്മാണത്തിൽ സാധാരണയായി ഉപയോഗിക്കുന്ന മെറ്റീരിയലുകൾ ഏതൊക്കെയാണ്?
സാധാരണ മെറ്റീരിയലുകളിൽ ലോഹങ്ങൾ, സിലിക്കൺ, കോമ്പോസിറ്റ് മെറ്റീരിയലുകൾ എന്നിവ ഉൾപ്പെടുന്നു. ടൂൾ സ്റ്റീൽ, അലുമിനിയം തുടങ്ങിയ ലോഹങ്ങൾ സ്ഥിരതയുള്ള ഫോമുകൾക്കായി ഉപയോഗിക്കുന്നു, എന്നാൽ സങ്കീർണ്ണമായ ആകൃതികൾക്കായി സിലിക്കണും കോമ്പോസിറ്റുകളും കൂടുതൽ വഴക്കമുള്ളതാണ്.
ഫോം നിർമ്മാണത്തിനായി മെറ്റീരിയലുകൾ എങ്ങനെയാണ് തിരഞ്ഞെടുക്കുന്നത്?
മെറ്റീരിയൽ തിരഞ്ഞെടുക്കൽ കാഠിന്യം, താപചാലകത, കായിക പ്രതിരോധം തുടങ്ങിയ ഗുണങ്ങളെ അടിസ്ഥാനമാക്കിയാണ് നടത്തുന്നത്, കൂടാതെ ലീഡ് ടൈം, മെഷിനിംഗ് സൗകര്യം, ബജറ്റ് തുടങ്ങിയ പ്രായോഗിക ഘടകങ്ങളും പരിഗണിക്കപ്പെടുന്നു.
3D-പ്രിന്റഡ് ഫോമുകൾ എന്തിനാണ് ഉപയോഗിക്കുന്നത്?
dMLS സാങ്കേതികവിദ്യ ഉപയോഗിച്ച് നിർമ്മിച്ചിരിക്കുന്ന 3D-പ്രിന്റഡ് ഫോമുകൾ സങ്കീർണ്ണമായ ആകൃതികളും ഇൻസെർട്ടുകളും നിർമ്മിക്കാൻ ഉപയോഗിക്കുന്നു, അവ സാധാരണ മെഷിനിംഗ് രീതികളിൽ നിന്ന് നേടാൻ ബുദ്ധിമുട്ടുള്ളവയാണ്; ഇത് ഉൽപ്പാദന കാര്യക്ഷമത മെച്ചപ്പെടുത്തുന്നു.
ഉള്ളടക്ക ലിസ്റ്റ്
- മോൾഡ് നിർമ്മാണം എന്താണ്? അടിസ്ഥാന തത്വങ്ങളും വ്യവസായ ആവശ്യങ്ങളും
- പ്രധാന മോൾഡ് നിർമ്മാണ പ്രക്രിയകൾ: സാമ്പ്രദായിക മെഷീനിംഗിൽ നിന്ന് ആധുനിക ആഡിറ്റീവ് രീതികളിലേക്ക്
- ഫോം നിർമ്മാണത്തിൽ മെറ്റീരിയൽ തിരഞ്ഞെടുക്കൽ: ഉൽപ്പാദന ആവശ്യങ്ങൾക്കനുസരിച്ച് ഗുണങ്ങൾ പൊരുത്തപ്പെടുത്തൽ
- ഗുണനിലവാരം, ചെലവ്, ലീഡ് ടൈം എന്നിവയ്ക്കായി മോൾഡ് നിർമ്മാണം ഓപ്റ്റിമൈസ് ചെയ്യൽ
- FAQ ഭാഗം