




Wat is vormen maken? Kernprincipes en industriële toepassingen
Het maken van mallen draait allemaal om het creëren van speciale gereedschappen, meestal vervaardigd uit metaal, siliconen of composietmaterialen, die onderdelen exact op dezelfde manier en herhaaldelijk kopiëren tijdens de productie. Zonder goede malmaking zouden we geen medische apparatuur, auto-onderdelen, smartphones of zelfs voedingsverpakkingen op dergelijke grote schaal kunnen produceren. Er zijn eigenlijk slechts twee dingen die uiteindelijk het meest tellen: nauwkeurige afmetingen binnen fracties van een millimeter behalen en ervoor zorgen dat het gereedschap duizenden malen kan worden gebruikt zonder te bezwijken. Neem bijvoorbeeld spuitgieten. Wanneer gesmolten kunststof onder een druk van meer dan 20.000 pond per vierkante inch in stalen mallen wordt geperst, moet de matrijs zijn vorm perfect behouden én tegelijkertijd bestand zijn tegen hittebeschadiging. Een minieme fout van slechts 0,1 mm kan in precisiegevoelige sectoren de uitslagpercentage met 15% doen stijgen. Daarom combineren ervaren malmakers hun kennis van exacte afmetingen met een diepgaand inzicht in verschillende materialen. Hun werk zorgt voor een soepele productie, vermindert materiaalverspilling en stelt fabrikanten in staat om consistent kwalitatief hoogwaardige producten te leveren.

Belangrijke processen voor het maken van mallen: van traditioneel bewerken tot moderne additieve methoden
CNC-bewerking voor precisie-metalen mallen
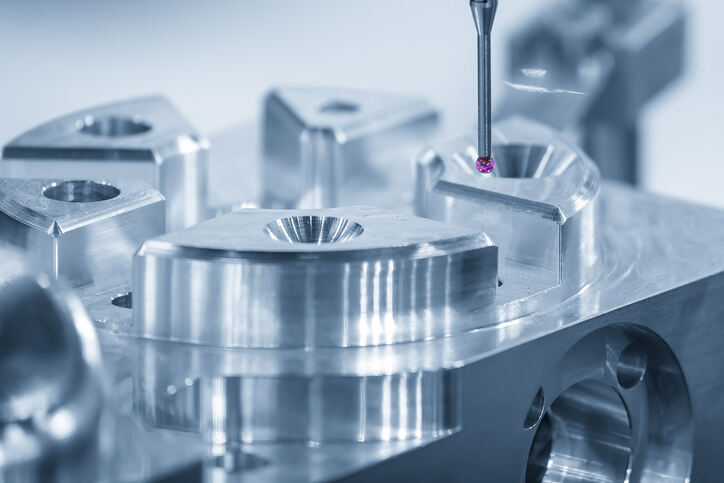
Wanneer het gaat om de productie van grote aantallen metalen mallen met strakke specificaties, blijft CNC-bewerking nog steeds de beste optie, vooral bij het werken met geharde gereedschapsstaalsoorten en aluminiumlegeringen. De manier waarop deze machines materiaal wegsnijden, levert een buitengewone nauwkeurigheid op (tot ongeveer 0,01 mm tolerantie), en zorgt tevens voor de gladde oppervlakken die nodig zijn voor onderdelen zoals lenzen, behuizingen voor medische apparatuur en auto-onderdelen die er esthetisch aantrekkelijk moeten uitzien. De meeste werkplaatsen beschikken tegenwoordig over goed ontwikkelde softwaretrajecten en automatische gereedschapswisselsystemen, waardoor ze hetzelfde proces duizenden keren kunnen herhalen zonder problemen. Daarom blijven veel fabrikanten bij deze aanpak voor langdurige productielopen in toepassingen voor spuitgieten en stempelgieten, waar consistentie het belangrijkst is.

Siliconen- en harsafgietsel voor prototyping
Siliconenrubbermatrijsvorming is eigenlijk vrij snel en budgetvriendelijk wanneer het gaat om het maken van werkende prototypes. Het vloeibare siliconenrubber, ook wel LSR genoemd, neemt alle fijne details van het oorspronkelijke model over, inclusief lastige onderuitstaande delen (undercuts) en minuscule textuurdetails. Daarna kunnen onderdelen worden gegoten met polyurethaanhars, waardoor in slechts één tot twee dagen ongeveer 50 stukken van goede kwaliteit verkregen kunnen worden. Uiteraard zijn er grenzen, aangezien de matrijs uiteindelijk slijt, maar deze aanpak stelt ontwerpers in staat hun ideeën te testen zonder eerst een fortuin uit te geven aan dure metalen gereedschappen. Het is in feite een soort verzekering tegen slechte ontwerpkeuzes voordat men volledig instapt op productie.

3D-geprinte matrijzen en hybride werkstromen
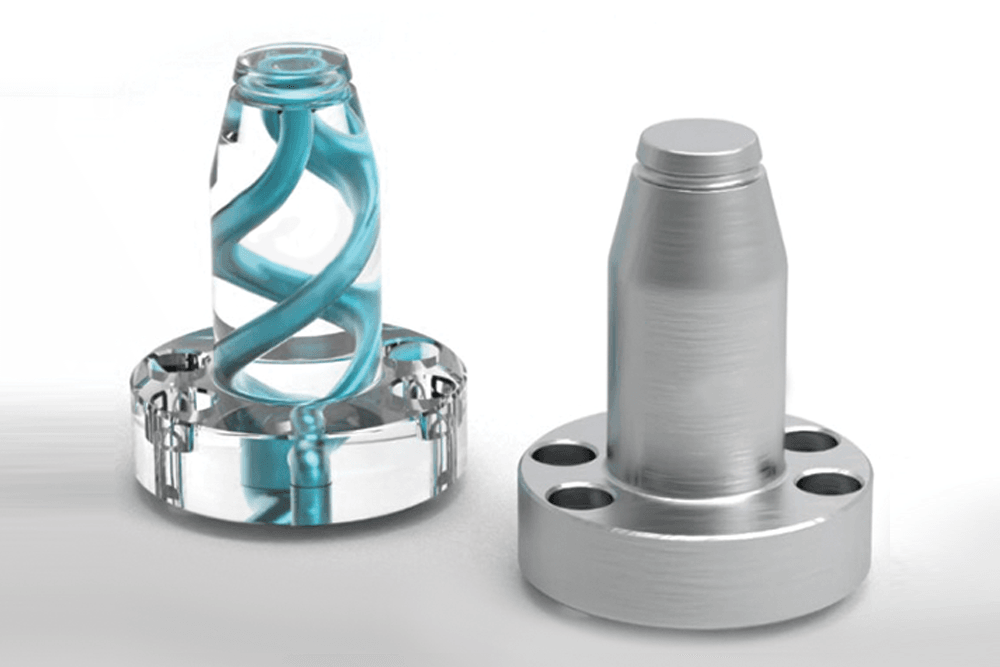
De wereld van additieve metaalbewerking heeft de laatste tijd behoorlijk veel veranderd, vooral wat betreft de technologie Direct Metal Laser Sintering (DMLS). Deze methode kan matrijsinzetten met complexe vormen produceren die met traditionele bewerkingsmethoden gewoon onmogelijk zijn. Denk aan die conformele koelkanalen waar producenten vroeger moeite mee hadden. Maragingstaalinzetten zijn ook indrukwekkend, aangezien ze temperaturen tot ongeveer 500 graden Celsius kunnen weerstaan, waardoor ze uitermate geschikt zijn voor kortere productieruns waarbij tijd geld is. Sommige bedrijven beginnen nu te experimenteren door deze 3D-geprinte kerns met klassieke CNC-gefrezen basisplaten te combineren. De resultaten? Cyclus tijden dalen met 30% tot zelfs 70% in sommige gevallen, zonder dat de sterkte van het eindproduct wordt aangetast. Deze hybride aanpak werkt bijzonder goed voor zogenaamde brugmatrijzen en is volgens recent onderzoek gepubliceerd in het Journal of Manufacturing Processes uit 2023 logisch voor bedrijven met lage tot middelmatige productiebehoeften.
Materiaalkeuze bij het maken van matrijzen: Eigenschappen afstemmen op productiebehoeften
De keuze van materiaal bepaalt direct de onderdeelkwaliteit, de levensduur van de gereedschappen en de totale eigendomskosten. De optimale keuze is een evenwicht tussen mechanische prestaties—hardheid, thermische geleidbaarheid, vermoeiingsweerstand—en praktische beperkingen zoals levertijd, bewerkbaarheid en budget.
Staalgelegeringen voor injectiematrijzen voor grootschalige productie
Geharde gereedschapsstalen (bijv. P20, H13, S7) zijn de industrienorm voor plastic injectiematrijzen met een hoog aantal cycli. Met hardheidswaarden boven de 45 HRC en superieure weerstand tegen thermische vermoeiing en slijtage kunnen ze betrouwbaar meer dan 500.000 cycli doorstaan. De hogere initiële kosten worden gecompenseerd door aanzienlijk lagere gereedschapskosten per onderdeel bij massaproductie.
Aluminium en zink voor snelle gereedschapproductie
Aluminiumlegeringen (bijv. 7075-T6) en zinkgebaseerde legeringen kunnen tot 60% sneller worden bewerkt dan staal, waardoor de doorlooptijden aanzienlijk worden verkort. Hoewel ze zachter zijn — en daarom beperkt tot 15.000–50.000 cycli — zijn ze uitstekend geschikt voor prototyping, proefproductieruns en productie in lage volumes, waarbij snelheid en ontwerpitatie belangrijker zijn dan levensduur.
Elastomeer- en composietmatrijsmaterialen
Materialen zoals siliconen, polyurethanen en diverse epoxycomposieten bieden een uitstekende flexibiliteit bij het verwerken van complexe onderdeelvormen. Ze zijn zeer geschikt voor onderdelen met lastige diepe ondercuts of die zeer gedetailleerde oppervlaktestructuren vereisen. De elastische aard van deze materialen maakt het gemakkelijker om ze na de productie uit de mallen te verwijderen. Deze eigenschap betekent echter ook dat ze over het algemeen niet geschikt zijn voor toepassingen onder hoge druk. Daarom worden ze voornamelijk gebruikt in lagedrukproductiemethoden, zoals urethaangiettechnieken of vacuüm-vormprocessen. In sommige speciale gevallen waarbij warmtebeheersing belangrijk is, voegen fabrikanten soms keramische of metalen deeltjes toe om geavanceerde composietmaterialen te creëren. Deze gewijzigde versies geleiden warmte beter, wat handig is voor specifieke industriële toepassingen waarbij het beheersen van warmtetransport door een product absoluut noodzakelijk is.
| Materiaal Type | Bestemd Voor | Levensduur cyclus | Belangrijkste Voordeel |
|---|---|---|---|
| Gereedschapstaal | Hoge oplagen | 500.000+ cycli | Extreme Duurzaamheid |
| Aluminium/Zink | Prototyping/Snelle series | 15.000–50.000 cycli | Snellere bewerking |
| Elastomeren/Composieten | Complexe Geometrieën | 100–5.000 cycli | Flexibiliteit van het ontwerp |
Toonaangevende fabrikanten stemmen de materiaaleigenschappen — waaronder de lineaire uitzettingscoëfficiënt, thermische diffusiviteit en vermoeidheidsgrens — af op productie-KPI’s om prestatieconsistentie gedurende de levenscyclus van de mal te waarborgen.
Optimalisatie van matrijzenfabricage voor kwaliteit, kosten en doorlooptijd
Goede resultaten behalen bij het maken van mallen hangt echt af van het integreren van ontwerpwerk, simulatietests en het kiezen van de juiste processen lang voordat de eigenlijke fabricage begint. Wanneer ontwerpers vroeg rekening houden met onderhoudbaarheid en vervaardigbaarheid, nemen ze vaak dingen op zoals adequate uittrekhoeken (minstens 3 graden), wanden met een constante dikte over de gehele lengte en functies die niet te ingewikkeld zijn. Deze aanpak vermindert de bewerkingstijd doorgaans met ongeveer 30% en helpt veelvoorkomende problemen zoals inkortingsplekken of vervormde onderdelen te voorkomen. Met simulatiesoftware kunnen ingenieurs al vooraf bepalen waar de gietgaten moeten zitten, hoe het materiaal zich gedraagt tijdens het vullen en hoe de koelkanalen eruit moeten zien — alles nog voordat er een millimeter metaal wordt bewerkt. Dit leidt tot kostenbesparingen, omdat het aantal fysieke prototypes met ongeveer de helft wordt verminderd. Sommige bedrijven passen inmiddels conformele koeling toe, door een combinatie van additieve fabricage en traditionele CNC-methoden. Deze systemen verdelen de warmte gelijkmatiger over het malsoppervlak en kunnen de productiecycli daadwerkelijk versnellen met ongeveer 25%. Door deze verschillende aanpakken te combineren blijft de dimensionele nauwkeurigheid binnen een bereik van ±0,05 mm, worden producten sneller op de markt gebracht en dalen de kosten per geproduceerde eenheid, terwijl alle functionele eisen toch worden gehandhaafd.
FAQ Sectie
Wat is het hoofddoel van malvorming?
Malvorming wordt voornamelijk gebruikt voor het maken van gereedschappen waarmee onderdelen op consistente wijze in grote aantallen kunnen worden gereproduceerd, wat essentieel is voor massaproductie in sectoren zoals de automobielindustrie, elektronica en medische apparatuur.
Welke materialen worden veelal gebruikt bij malvorming?
Veelgebruikte materialen zijn metaal, siliconen en composietmaterialen. Metalen zoals gereedschapsstaal en aluminium worden gebruikt voor duurzame mallen, terwijl siliconen en composieten flexibiliteit bieden voor complexe vormen.
Hoe kiest u materialen voor malvorming?
De keuze van materiaal is gebaseerd op eigenschappen zoals hardheid, thermische geleidbaarheid, vermoeiingsweerstand en praktische factoren zoals levertijd, bewerkbaarheid en budget.
Waar worden 3D-geprinte mallen voor gebruikt?
3D-geprinte mallen, met name die vervaardigd zijn met behulp van DMLS-technologie, worden gebruikt voor het maken van complexe vormen en inzetstukken die moeilijk te realiseren zijn met traditionele bewerkingsmethoden, waardoor de productie-efficiëntie wordt verbeterd.
Inhoudsopgave
- Wat is vormen maken? Kernprincipes en industriële toepassingen
- Belangrijke processen voor het maken van mallen: van traditioneel bewerken tot moderne additieve methoden
- Materiaalkeuze bij het maken van matrijzen: Eigenschappen afstemmen op productiebehoeften
- Optimalisatie van matrijzenfabricage voor kwaliteit, kosten en doorlooptijd
- FAQ Sectie