




Co je výroba forem? Základní principy a průmyslové aplikace
Výroba forem je zcela zaměřena na vytváření těchto speciálních nástrojů, obvykle vyrobených z kovu, silikonu nebo kompozitních materiálů, které přesně kopírují díly opakovaně a stále stejným způsobem během výroby. Bez kvalitní výroby forem bychom nemohli vyrábět například zdravotnické vybavení, autodíly, chytré telefony ani potravinové obaly v takovém rozsahu. Ve skutečnosti jsou jen dvě věci, které mají největší význam: dosažení přesných rozměrů s odchylkou v řádu setin milimetru a zajištění, že nástroj vydrží tisíce použití bez poškození. Vezměme si například vstřikování plastů. Když se roztavený plast vtlačuje do ocelových forem za tlaku přesahujícího 20 000 liber na čtvereční palec, musí forma dokonale udržet svůj tvar a zároveň odolávat tepelnému poškození. Již nepatrná chyba pouhých 0,1 mm může v odvětvích, kde je klíčová přesnost, způsobit nárůst podílu zmetků o 15 %. Proto zkušení výrobci forem kombinují své znalosti přesného měření s hlubokým porozuměním různým materiálům. Jejich práce zajišťuje hladký chod výroby, snižuje množství odpadu a umožňuje výrobcům konzistentně dodávat kvalitní výrobky.

Klíčové procesy výroby forem: od tradičního obrábění po moderní aditivní metody
CNC obrábění pro přesné kovové formy
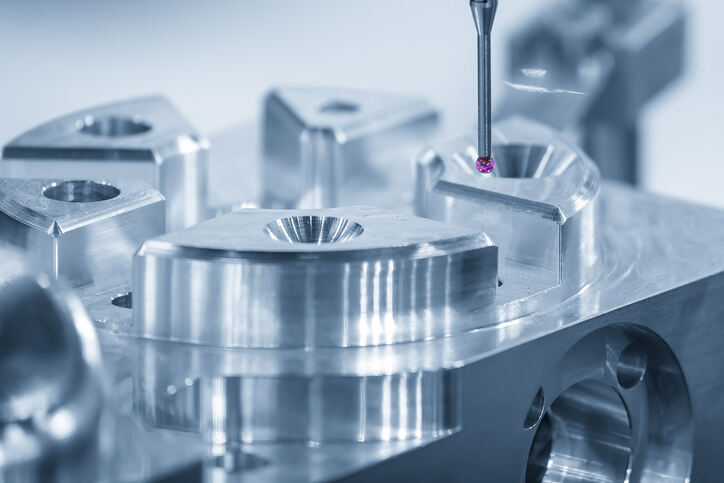
Pokud jde o výrobu velkých množství kovových forem s přísnými specifikacemi, CNC obrábění stále zůstává nejlepší volbou, zejména při práci s kalenými nástrojovými oceli a hliníkovými slitinami. Způsob, jakým tyto stroje materiál odstraňují, umožňuje dosáhnout úžasné přesnosti – tolerance kolem 0,01 mm – a zároveň vytváří hladké povrchy potřebné například pro čočky, pouzdra lékařských zařízení a autodíly, které musí mít estetický vzhled. Většina dílen již dnes disponuje dobře vyvinutými softwarovými postupy a systémy automatické výměny nástrojů, což znamená, že stejný proces lze opakovat tisíckrát bez problémů. Proto mnoho výrobců tento přístup upřednostňuje pro delší výrobní série v aplikacích vstřikování plastů a tlakového lití, kde je na prvním místě konzistence.

Lití do křemičitanového a pryskyřičného formuláře pro výrobu prototypů
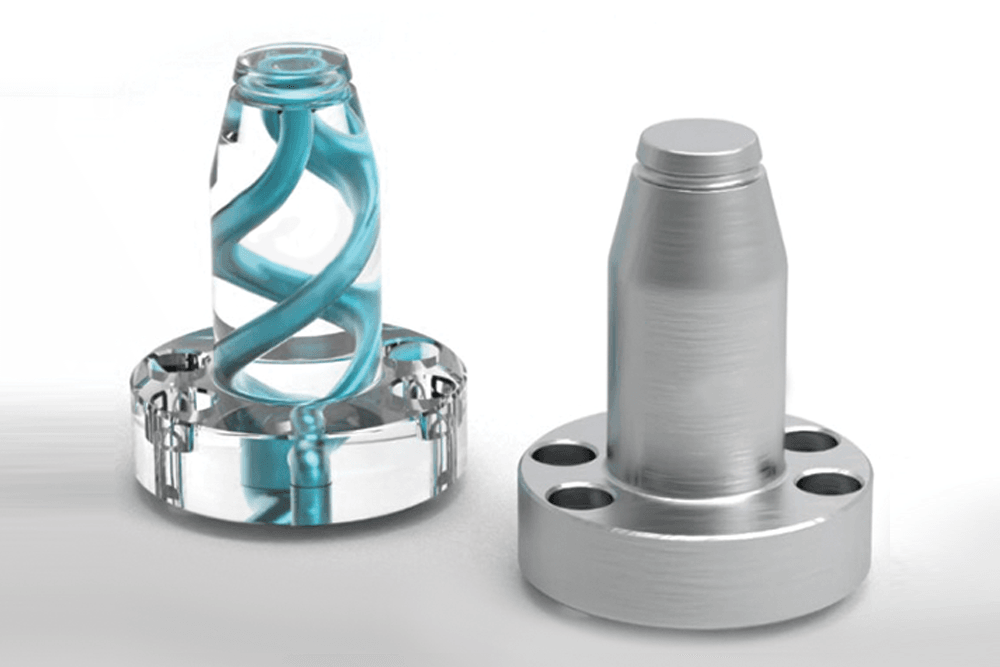
Lití pryžových forem z křemičitanu je ve skutečnosti poměrně rychlé a cenově výhodné při výrobě funkčních prototypů. Tekutý křemičitanový pryž, tzv. LSR, přesně přebírá všechny jemné detaily z původního modelu, včetně obtížně dosažitelných podřezů a drobných textur. Poté můžeme odlévat díly z polyuretanové pryskyřice a získat tak přibližně 50 kusů kvalitních výrobků již během jednoho až dvou dnů. Samozřejmě existují určité limity, protože forma se postupně opotřebuje, avšak tento přístup umožňuje návrhářům ověřit své nápady, aniž by nejprve utratili značné částky za drahé kovové nástroje. Je to vlastně pojištění proti špatným návrhovým rozhodnutím ještě před tím, než se plně pustíme do výroby.

3D tištěné formy a hybridní pracovní postupy
Svět metalurgické aditivní výroby v poslední době značně změnil pravidla hry, zejména pokud jde o technologii přímého laserového sintrování kovů (DMLS). Tato metoda umožňuje vyrábět vložky do forem se složitými tvary, které nelze vytvořit pomocí tradičních obráběcích technik. Stačí si představit ty konformní chladicí kanály, s nimiž výrobci dříve měli velké potíže. Vložky z maragingové oceli jsou také velmi působivé, protože vydrží teploty až přibližně 500 °C, což je činí ideálními pro krátké výrobní série, kde čas je peníze. Některé společnosti začaly kombinovat tisknuté jádra s klasickými CNC obráběnými základními deskami. Jaký je výsledek? Doba cyklu klesá v některých případech o 30 až dokonce o 70 %, aniž by došlo ke ztrátě pevnosti konečného výrobku. Tento hybridní přístup se zvláště dobře osvědčil pro tzv. mostové nástroje (bridge tooling) a podle nedávného výzkumu publikovaného v časopisu Journal of Manufacturing Processes v roce 2023 je vhodný pro podniky, které mají potřebu výroby malých a středních sérií.
Výběr materiálu při výrobě forem: Přizpůsobení vlastností požadavkům výroby
Volba materiálu přímo ovlivňuje kvalitu dílů, životnost nástroje a celkové náklady na vlastnictví. Optimální výběr vyvažuje mechanický výkon – tvrdost, tepelnou vodivost, odolnost proti únavě – s praktickými omezeními, jako je doba dodání, obráběnost a rozpočet.
Ocelové slitiny pro vstřikovací formy určené pro vysokorychlostní výrobu
Zakalené nástrojové oceli (např. P20, H13, S7) jsou průmyslovým standardem pro vstřikovací formy plastů určené pro vysokocyklovou výrobu. Díky tvrdosti nad 45 HRC a vynikající odolnosti proti tepelné únavě a opotřebení spolehlivě vydrží více než 500 000 cyklů. Vyšší počáteční náklady jsou kompenzovány výrazně nižšími náklady na nástrojové vybavení na jeden díl při sériové výrobě.
Hliník a zinek pro rychlé výrobní nástroje
Hliníkové slitiny (např. 7075-T6) a zinkové slitiny lze obrábět až o 60 % rychleji než ocel, čímž se výrazně zkracují dodací lhůty. I když jsou měkčí – a proto vhodné pouze pro 15 000–50 000 cyklů – vynikají při výrobě prototypů, zkušebních sérií a malosériové výroby, kde je rychlost a možnost iterace návrhu důležitější než trvanlivost.
Elastomerní a kompozitní materiály pro formy
Materiály jako jsou silikony, polyuretany a různé epoxidové kompozity nabízejí vynikající pružnost při zpracování dílů složitého tvaru. Skvěle se hodí pro díly s obtížně přístupnými hlubokými podřezy nebo pro díly vyžadující velmi detailní povrchové textury. Pružná povaha těchto materiálů usnadňuje jejich vyjmutí z forem po dokončení výroby. Tato vlastnost však zároveň znamená, že obecně nejsou vhodné pro vysokotlakové aplikace. Proto se používají především v nízkotlakových výrobních metodách, jako jsou například techniky lití polyuretanu nebo procesy vakuového tvarování. V některých speciálních případech, kde je důležitá správa tepla, výrobci někdy do těchto materiálů přidávají keramické nebo kovové částice za účelem vytvoření pokročilých kompozitních materiálů. Tyto upravené verze mají lepší tepelnou vodivost, což je výhodné pro konkrétní průmyslové aplikace, kde je nezbytné přesně řídit tepelný tok skrz výrobek.
| Typ materiálu | Nejlepší pro | Život cyklu | Hlavní výhoda |
|---|---|---|---|
| Nástrojové oceli | Vysokotlaké série | 500 000+ cyklů | Extrémní odolnost |
| Hliník/Zinek | Výroba prototypů/Rychlé výrobní série | 15 000–50 000 cyklů | Rychlejší obrábění |
| Elastomery/Kompozity | Složité geometrie | 100–5 000 cyklů | Flexibilní konstrukce |
Vedoucí výrobci přizpůsobují vlastnosti materiálů – včetně koeficientu teplotní roztažnosti, tepelné difuzivity a meze únavy – klíčovým ukazatelům výroby (KPI), aby zajistili konzistenci výkonu po celou dobu životnosti nástroje.
Optimalizace výroby forem z hlediska kvality, nákladů a dodací lhůty
Dosahování dobrých výsledků při výrobě forem závisí skutečně na propojení návrhové práce, simulačního testování a výběru vhodných technologií již dlouho před tím, než začne skutečná výroba. Pokud si návrháři již v rané fázi uvědomují výrobní možnosti, často zohledňují například správné úhly vytažení (alespoň 3 stupně), stěny s konstantní tloušťkou po celé délce a konstrukční prvky, které nejsou příliš složité. Tento přístup obvykle snižuje čas obrábění přibližně o 30 % a pomáhá předejít běžným problémům, jako jsou například prohlubniny (sink marks) nebo deformované díly. Simulační software umožňuje inženýrům již předtím, než je jakýkoli kov opracován, ověřit umístění vstupních otvorů (gates), průběh toku materiálu během plnění formy a podobu chladicích kanálů. To šetří náklady, protože snižuje počet fyzických prototypů přibližně o polovinu. Některé výrobní provozy začaly používat techniky konformního chlazení kombinací aditivní výroby a tradičních CNC metod. Tyto systémy rovnoměrněji rozvádějí teplo po povrchu formy a mohou ve skutečnosti zkrátit výrobní cykly přibližně o 25 %. Komplexní uplatnění těchto různých přístupů zajistí dodržení rozměrové přesnosti v rozmezí ±0,05 mm, urychlí uvedení výrobků na trh a konečně sníží náklady na každou vyrobenou jednotku, aniž by byly narušeny funkční požadavky.
Sekce Často kladené otázky
Jaký je hlavní účel výroby forem?
Výroba forem se primárně používá k vytváření nástrojů, které umožňují opakovanou a konzistentní výrobu dílů v velkém množství, což je nezbytné pro sériovou výrobu v odvětvích jako automobilový průmysl, elektronika a zdravotnická zařízení.
Jaké jsou běžné materiály používané při výrobě forem?
Mezi běžné materiály patří kov, silikon a kompozitní materiály. Pro trvanlivé formy se používají kovy, například nástrojové oceli a hliník, zatímco silikony a kompozity nabízejí flexibilitu pro složité tvary.
Jak vybíráte materiály pro výrobu forem?
Výběr materiálů je založen na vlastnostech, jako je tvrdost, tepelná vodivost, odolnost proti únavě, a také na praktických faktorech, jako je doba dodání, obráběnost a rozpočet.
K čemu se používají 3D-tisknuté formy?
3D-tisknuté formy, zejména ty vyrobené technologií DMLS, se používají k vytváření složitých tvarů a vložek, které je obtížné dosáhnout tradičním obráběním, čímž se zvyšuje efektivita výroby.
Obsah
- Co je výroba forem? Základní principy a průmyslové aplikace
- Klíčové procesy výroby forem: od tradičního obrábění po moderní aditivní metody
- Výběr materiálu při výrobě forem: Přizpůsobení vlastností požadavkům výroby
- Optimalizace výroby forem z hlediska kvality, nákladů a dodací lhůty
- Sekce Často kladené otázky