




मॉल्ड निर्माण क्या है? मूल सिद्धांत और औद्योगिक अनुप्रयोग
मॉल्ड बनाना वास्तव में उन विशेष उपकरणों को बनाने के बारे में है, जो आमतौर पर धातु, सिलिकॉन या संयोजित सामग्री से बनाए जाते हैं और उत्पादन के दौरान भागों की बिल्कुल समान प्रतियाँ बार-बार बनाते हैं। अच्छी मॉल्ड निर्माण प्रक्रिया के बिना, हम चिकित्सा उपकरण, कार के भाग, स्मार्टफोन या यहाँ तक कि खाद्य पैकेजिंग जैसी वस्तुओं का इतने बड़े पैमाने पर उत्पादन नहीं कर पाते। वास्तव में, इसके लिए केवल दो बातें सबसे अधिक महत्वपूर्ण होती हैं: माप को मिलीमीटर के अंशों के भीतर सही करना और यह सुनिश्चित करना कि उपकरण हज़ारों बार उपयोग करने के बाद भी टूटे बिना टिके रहे। इंजेक्शन मोल्डिंग को उदाहरण के रूप में लें। जब 20,000 पाउंड प्रति वर्ग इंच से अधिक के दबाव पर पिघला हुआ प्लास्टिक इस्पात के मॉल्ड में धकेला जाता है, तो मॉल्ड को अपना आकार पूर्णतः बनाए रखना होता है, साथ ही ऊष्मा के कारण होने वाले क्षति का भी प्रतिरोध करना होता है। केवल 0.1 मिमी की एक सूक्ष्म त्रुटि भी उन उद्योगों में अपशिष्ट दर को 15% तक बढ़ा सकती है, जहाँ परिशुद्धता का विशेष महत्व होता है। यही कारण है कि अनुभवी मॉल्ड निर्माता निखरी हुई मापन ज्ञान को विभिन्न सामग्रियों की गहन समझ के साथ जोड़ते हैं। उनका कार्य उत्पादन को सुचारू रूप से चलाए रखता है, अपव्ययित सामग्री को कम करता है और निर्माताओं को लगातार उच्च गुणवत्ता वाले उत्पादों के उत्पादन की अनुमति प्रदान करता है।

मुख्य मॉल्ड निर्माण प्रक्रियाएँ: पारंपरिक यांत्रिक विधियों से आधुनिक योगात्मक विधियों तक
सटीक धातु मॉल्ड के लिए सीएनसी मशीनिंग
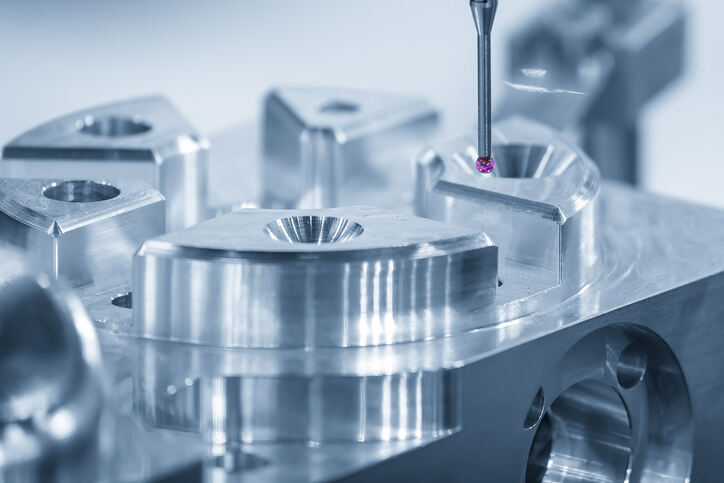
जब भी कठोर औजार इस्पात और एल्युमीनियम मिश्र धातुओं के साथ कड़ी विशिष्टताओं वाले धातु मॉल्ड की बड़ी मात्रा में उत्पादन की आवश्यकता होती है, तो सीएनसी मशीनिंग अभी भी सर्वश्रेष्ठ विकल्प के रूप में उभरती है। ये मशीनें जिस तरह से सामग्री को काटती हैं, वह 0.01 मिमी के लगभग सटीकता स्तर तक पहुँचने की अनुमति देती हैं, साथ ही लेंस, चिकित्सा उपकरणों के आवरण और दृश्य सुंदरता की आवश्यकता वाले कार भागों जैसी चीजों के लिए आवश्यक चिकनी सतहें भी बनाती हैं। अधिकांश कार्यशालाओं में अब अच्छी तरह से विकसित सॉफ्टवेयर पथ और स्वचालित उपकरण स्विचिंग प्रणालियाँ हैं, जिसका अर्थ है कि वे हज़ारों बार तक एक ही प्रक्रिया को बिना किसी समस्या के दोहरा सकते हैं। यही कारण है कि कई निर्माता इंजेक्शन मोल्डिंग और डाई कास्टिंग अनुप्रयोगों में अपने लंबे उत्पादन चक्रों के लिए इस दृष्टिकोण को बनाए रखते हैं, जहाँ स्थिरता सबसे अधिक महत्वपूर्ण होती है।

प्रोटोटाइपिंग के लिए सिलिकॉन और रेजिन कास्टिंग
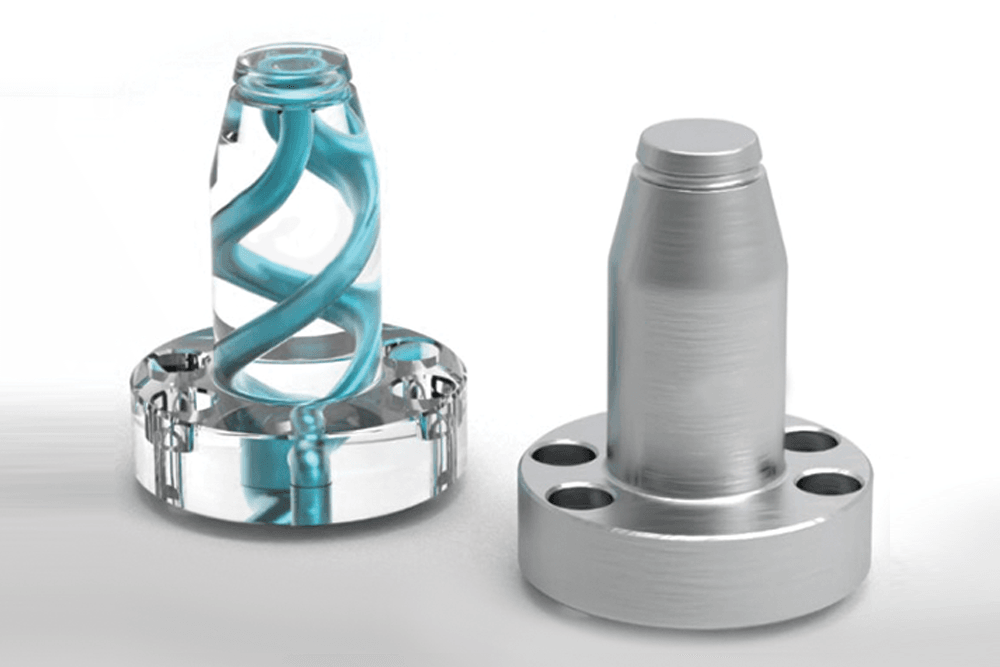
सिलिकॉन रबर मोल्डिंग वास्तव में काम करने योग्य प्रोटोटाइप बनाने के संदर्भ में काफी त्वरित और बजट-अनुकूल है। तरल सिलिकॉन रबर, जिसे एलएसआर (LSR) कहा जाता है, मूल मॉडल से सभी प्रकार के सूक्ष्म विवरण—जैसे कठिन अंडरकट और सूक्ष्म टेक्सचर—को भी सटीक रूप से प्राप्त कर लेता है। इसके बाद, हम पॉलीयूरेथेन रेजिन का उपयोग करके भागों को कास्ट कर सकते हैं और केवल एक से दो दिनों में लगभग 50 उच्च गुणवत्ता वाले भाग प्राप्त कर सकते हैं। निश्चित रूप से, इसमें कुछ सीमाएँ हैं, क्योंकि मोल्ड अंततः क्षरण के कारण फीका पड़ जाता है, लेकिन यह दृष्टिकोण डिज़ाइनर्स को महंगे धातु के उपकरणों पर बड़े पैमाने पर निवेश किए बिना अपने विचारों का परीक्षण करने की अनुमति देता है। यह उत्पादन में पूर्ण निवेश करने से पहले खराब डिज़ाइन निर्णयों के खिलाफ एक प्रकार का बीमा है।

3D-मुद्रित मोल्ड और संकर कार्यप्रवाह
धातु एडिटिव निर्माण की दुनिया में हाल ही में काफी बदलाव आए हैं, विशेष रूप से डायरेक्ट मेटल लेज़र सिंटरिंग (DMLS) तकनीक के संबंध में। यह विधि पारंपरिक यांत्रिक प्रसंस्करण तकनीकों के उपयोग से जो आकार बनाना संभव नहीं था, उनके साथ-साथ जटिल आकार के मॉल्ड इंसर्ट्स का निर्माण कर सकती है। उदाहरण के लिए, उन समानांतर शीतलन चैनलों के बारे में सोचें, जिनके साथ निर्माताओं को पहले काफी संघर्ष करना पड़ता था। मारेजिंग स्टील के इंसर्ट्स भी काफी प्रभावशाली हैं, क्योंकि वे लगभग 500 डिग्री सेल्सियस तक की ऊष्मा को सहन कर सकते हैं, जिससे वे उन छोटे उत्पादन चक्रों के लिए आदर्श हो जाते हैं, जहाँ समय की कीमत धन होती है। कुछ कंपनियों ने इन 3D मुद्रित कोर्स को पारंपरिक CNC मशीनिंग द्वारा निर्मित बेस प्लेट्स के साथ मिलाकर चीजों को अलग करना शुरू कर दिया है। परिणाम? कुछ मामलों में चक्र समय 30% से लेकर 70% तक कम हो गया है, बिना अंतिम उत्पाद की शक्ति को कम किए बिना। यह संकर दृष्टिकोण विशेष रूप से 'ब्रिज टूलिंग' के लिए अत्यधिक प्रभावी है और 2023 में 'जर्नल ऑफ मैन्युफैक्चरिंग प्रोसेसेज़' में प्रकाशित हालिया शोध के अनुसार, यह कम से मध्यम मात्रा की उत्पादन आवश्यकताओं वाले व्यवसायों के लिए तर्कसंगत है।
मॉल्ड निर्माण में सामग्री का चयन: उत्पादन की आवश्यकताओं के अनुरूप गुणों का मिलान
सामग्री का चयन सीधे भाग की गुणवत्ता, टूल के जीवनकाल और कुल स्वामित्व लागत को नियंत्रित करता है। इष्टतम चयन यांत्रिक प्रदर्शन—कठोरता, तापीय चालकता, थकान प्रतिरोध—को व्यावहारिक प्रतिबंधों जैसे लीड टाइम, यांत्रिक कार्यक्षमता और बजट के साथ संतुलित करता है।
उच्च-मात्रा इंजेक्शन मॉल्ड के लिए स्टील मिश्र धातुएँ
कठोरित टूल स्टील (जैसे P20, H13, S7) उच्च-चक्र प्लास्टिक इंजेक्शन मॉल्डिंग के लिए उद्योग मानक हैं। 45 HRC से अधिक कठोरता मान और ऊष्मीय थकान तथा अपघर्षण के प्रति उत्कृष्ट प्रतिरोध के साथ, ये 500,000+ चक्रों तक विश्वसनीय रूप से सहन कर सकते हैं। इनकी उच्च प्रारंभिक लागत को बड़े पैमाने पर उत्पादन में प्रति भाग टूलिंग लागत में विशाल कमी द्वारा संतुलित किया जाता है।
त्वरित टूलिंग के लिए एल्युमीनियम और जिंक
एल्यूमीनियम मिश्र धातुएँ (जैसे, 7075-T6) और जिंक-आधारित मिश्र धातुएँ इस्पात की तुलना में 60% तक तेज़ी से मशीन की जा सकती हैं, जिससे नेतृत्व समय में काफी कमी आती है। यद्यपि ये नरम होती हैं—और इसलिए इनका उपयोग 15,000–50,000 चक्रों तक सीमित है—ये प्रोटोटाइपिंग, पायलट रन और कम मात्रा में उत्पादन के लिए उत्कृष्ट हैं, जहाँ गति और डिज़ाइन पुनरावृत्ति दीर्घकालिकता से अधिक महत्वपूर्ण होती है।
इलास्टोमेरिक और कॉम्पोजिट मॉल्ड सामग्री
सिलिकॉन, पॉलीयूरेथेन और विभिन्न एपॉक्सी संयोजक सामग्रियाँ जटिल भाग आकृतियों के साथ काम करने के लिए वास्तव में अच्छी लचीलापन प्रदान करती हैं। ये उन भागों के लिए बहुत अच्छी तरह काम करती हैं जिनमें गहरे अंडरकट (undercuts) होते हैं या जिन्हें बहुत विस्तृत सतह बनावट की आवश्यकता होती है। इन सामग्रियों की लोचदार प्रकृति उन्हें उत्पादन के बाद फॉर्म से निकालने को आसान बनाती है। हालाँकि, यही गुण इन्हें उच्च दबाव की स्थितियों को संभालने में सामान्यतः असमर्थ बनाता है। इसीलिए इनका उपयोग मुख्य रूप से कम दबाव वाली निर्माण विधियों, जैसे यूरिथेन कास्टिंग तकनीकों या वैक्यूम फॉर्मिंग प्रक्रियाओं में किया जाता है। कुछ विशेष मामलों में, जहाँ ऊष्मा प्रबंधन महत्वपूर्ण होता है, निर्माता कभी-कभी उन्नत संयोजक सामग्रियाँ बनाने के लिए सिरेमिक या धातु के कण मिला देते हैं। इन संशोधित संस्करणों की ऊष्मा चालकता बेहतर होती है, जो उन विशिष्ट औद्योगिक अनुप्रयोगों में उपयोगी होती है जहाँ किसी उत्पाद के माध्यम से ऊष्मा के प्रवाह को नियंत्रित करना पूर्णतः आवश्यक होता है।
| सामग्री प्रकार | के लिए सबसे अच्छा | चक्र जीवन | मुख्य फायदा |
|---|---|---|---|
| उपकरण इस्पात | उच्च मात्रा वाले उत्पादन | 500,000+ चक्र | अत्यधिक स्थायित्व |
| एल्यूमीनियम/जिंक | प्रोटोटाइपिंग/त्वरित रन | 15,000–50,000 चक्र | तीव्र मशीनिंग |
| इलास्टोमर्स/संयोजक | जटिल ज्यामिति | 100–5,000 चक्र | डिजाइन लचीलापन |
अग्रणी निर्माता उत्पादन के प्रमुख प्रदर्शन संकेतकों (KPIs) के साथ सामग्री के गुणों—जैसे तापीय प्रसार गुणांक, तापीय विसरणता और कम्पन सीमा—को संरेखित करते हैं, ताकि टूल के पूरे जीवनचक्र में प्रदर्शन की स्थिरता सुनिश्चित की जा सके।
गुणवत्ता, लागत और नेतृत्व समय के लिए फॉर्म निर्माण का अनुकूलन
मॉल्ड निर्माण से अच्छे परिणाम प्राप्त करना वास्तविक निर्माण शुरू होने से काफी पहले ही डिज़ाइन कार्य, सिमुलेशन परीक्षण और उचित प्रक्रियाओं के चयन को एक साथ लाने पर निर्भर करता है। जब डिज़ाइनर शुरुआत में ही निर्माणीयता (manufacturability) के बारे में सोचते हैं, तो वे आमतौर पर उचित ड्राफ्ट कोण (कम से कम 3 डिग्री), समान मोटाई वाली दीवारें और अत्यधिक जटिल न होने वाली विशेषताओं जैसी चीजों को शामिल करते हैं। इस दृष्टिकोण से आमतौर पर मशीनिंग समय लगभग 30% तक कम हो जाता है और डूबे हुए निशान (sink marks) या विकृत भागों (warped parts) जैसी सामान्य समस्याओं से बचा जा सकता है। सिमुलेशन सॉफ़्टवेयर इंजीनियरों को गेट्स कहाँ रखे जाने चाहिए, भरने के दौरान सामग्री कैसे प्रवाहित होगी और शीतलन चैनलों का डिज़ाइन कैसा होना चाहिए — यह सब धातु काटने से पहले ही जाँचने की अनुमति देता है। इससे लागत बचत होती है, क्योंकि इससे शारीरिक प्रोटोटाइप की आवश्यकता लगभग आधी कम हो जाती है। कुछ वर्कशॉप्स एडिटिव मैन्युफैक्चरिंग और पारंपरिक सीएनसी विधियों के मिश्रण के माध्यम से कॉन्फॉर्मल शीतलन (conformal cooling) तकनीकों का उपयोग शुरू कर चुकी हैं। ये प्रणालियाँ गर्मी को मॉल्ड की सतह पर अधिक समान रूप से वितरित करती हैं और वास्तव में उत्पादन चक्रों को लगभग 25% तक तीव्र कर सकती हैं। इन विभिन्न दृष्टिकोणों को एक साथ लाने से आकारिक सटीकता ±0.05 मिमी की सीमा के भीतर बनी रहती है, उत्पादों को बाजार में तेजी से लाया जा सकता है और अंततः प्रति इकाई लागत कम होती है, जबकि सभी कार्यात्मक आवश्यकताओं को पूरा किया जाता है।
सामान्य प्रश्न अनुभाग
मॉल्ड बनाने का मुख्य उद्देश्य क्या है?
मॉल्ड बनाना मुख्य रूप से उन उपकरणों के निर्माण के लिए उपयोग किया जाता है जो ऑटोमोटिव, इलेक्ट्रॉनिक्स और चिकित्सा उपकरण जैसे उद्योगों में बड़ी मात्रा में भागों को लगातार पुनरुत्पादित करने के लिए आवश्यक हैं।
मॉल्ड बनाने में उपयोग की जाने वाली सामान्य सामग्रियाँ कौन-सी हैं?
सामान्य सामग्रियों में धातु, सिलिकॉन और संयोजित सामग्रियाँ शामिल हैं। उपकरण इस्पात और एल्युमीनियम जैसी धातुओं का उपयोग टिकाऊ मॉल्ड बनाने के लिए किया जाता है, जबकि सिलिकॉन और संयोजित सामग्रियाँ जटिल आकृतियों के लिए लचीलापन प्रदान करती हैं।
मॉल्ड बनाने के लिए सामग्रियों का चयन कैसे किया जाता है?
सामग्री का चयन कठोरता, तापीय चालकता, थकान प्रतिरोध जैसे गुणों के आधार पर किया जाता है, साथ ही प्रायोगिक कारकों जैसे नेतृत्व समय, यांत्रिक कार्यक्षमता और बजट पर भी विचार किया जाता है।
3D-मुद्रित मॉल्ड का उपयोग किसके लिए किया जाता है?
विशेष रूप से DMLS प्रौद्योगिकि का उपयोग करके बनाए गए 3D-मुद्रित मॉल्ड का उपयोग ऐसे जटिल आकारों और इन्सर्ट्स के निर्माण के लिए किया जाता है जिन्हें पारंपरिक यांत्रिक प्रसंस्करण द्वारा प्राप्त करना कठिन होता है, जिससे उत्पादन दक्षता में सुधार होता है।
सामग्री की तालिका
- मॉल्ड निर्माण क्या है? मूल सिद्धांत और औद्योगिक अनुप्रयोग
- मुख्य मॉल्ड निर्माण प्रक्रियाएँ: पारंपरिक यांत्रिक विधियों से आधुनिक योगात्मक विधियों तक
- मॉल्ड निर्माण में सामग्री का चयन: उत्पादन की आवश्यकताओं के अनुरूप गुणों का मिलान
- गुणवत्ता, लागत और नेतृत्व समय के लिए फॉर्म निर्माण का अनुकूलन
- सामान्य प्रश्न अनुभाग