




Hvad er formfremskaffelse? Kerneprincipper og industrielle anvendelser
Fremstilling af former handler om at skabe de specielle værktøjer – typisk fremstillet af metal, silikone eller kompositmaterialer – der kopierer dele præcist på samme måde gentagne gange under produktionen. Uden god formfremstilling ville vi ikke kunne fremstille produkter som medicinsk udstyr, bildele, smartphones eller endda fødevareemballage i så stor skala. Der er faktisk kun to ting, der betyder mest, når det kommer til stykket: at opnå præcise mål inden for brøkdele af en millimeter og at sikre, at værktøjet holder til tusindvis af anvendelser uden at gå i stykker. Tag sprøjtestøbning som eksempel: Når smeltet plastik presses ind i stålflytter ved tryk på over 20.000 pund pr. kvadratinch, skal formen holde sin form perfekt samtidig med at modstå varmeskade. En lille fejl på blot 0,1 mm kan få udskudsraterne til at stige med 15 % i brancher, hvor præcision er afgørende. Derfor kombinerer erfarna formfremstillere deres viden om præcise målinger med en dyb forståelse for forskellige materialer. Deres arbejde sikrer en jævn produktion, reducerer spild af materialer og gør det muligt for producenter at fremstille kvalitetsprodukter konsekvent.

Nøgleprocesser til fremstilling af støbeforme: Fra traditionel maskinbearbejdning til moderne additive metoder
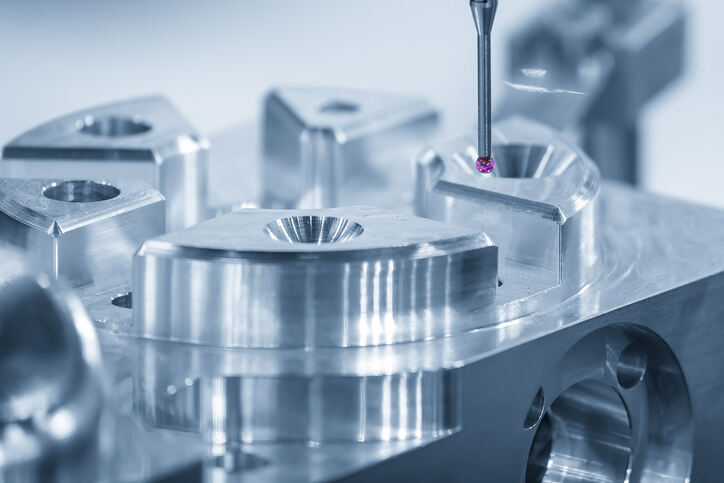
CNC-bearbejdning til præcise metalstøbeforme
Når det gælder fremstilling af store mængder metalstøbeforme med stramme specifikationer, er CNC-bearbejdning stadig den bedste løsning, især ved brug af hærdede værktøjsstål og aluminiumslegeringer. Den måde, hvorpå disse maskiner frasætter materiale, opnår en forbløffende nøjagtighed på omkring 0,01 mm tolerance, samt skaber de glatte overflader, der er nødvendige for f.eks. linser, kabinetter til medicinsk udstyr og bildele, der skal se flotte ud. De fleste værksteder har i dag veludviklede softwareløsninger og automatiske værktøjskiftsystemer, hvilket betyder, at de kan gentage den samme proces tusindvis af gange uden problemer. Derfor vælger mange producenter stadig denne fremgangsmåde til længere produktionsløb inden for sprøjtestøbning og die-casting, hvor konsekvens og ensartethed er afgørende.

Silicone- og harpiksgodsning til prototyper
Silikonegummiformning er faktisk ret hurtig og budgetvenlig, når det gælder fremstilling af funktionsprototyper. Væskeformet silikonegummi, eller LSR, som det kaldes, registrerer alle typer fine detaljer fra originalmodellen, herunder de udfordrende underkutninger og små strukturer. Derefter kan vi støbe dele i polyurethanharpiks og få omkring 50 stykker af god kvalitet på blot én til to dage. Der er selvfølgelig grænser, fordi formen til sidst slits op, men denne fremgangsmåde giver designere mulighed for at afprøve deres idéer uden at bruge en formue på dyre metalværktøjer først. Det er i bund og grund en forsikring mod dårlige designvalg, inden man går fuldt ud i produktion.

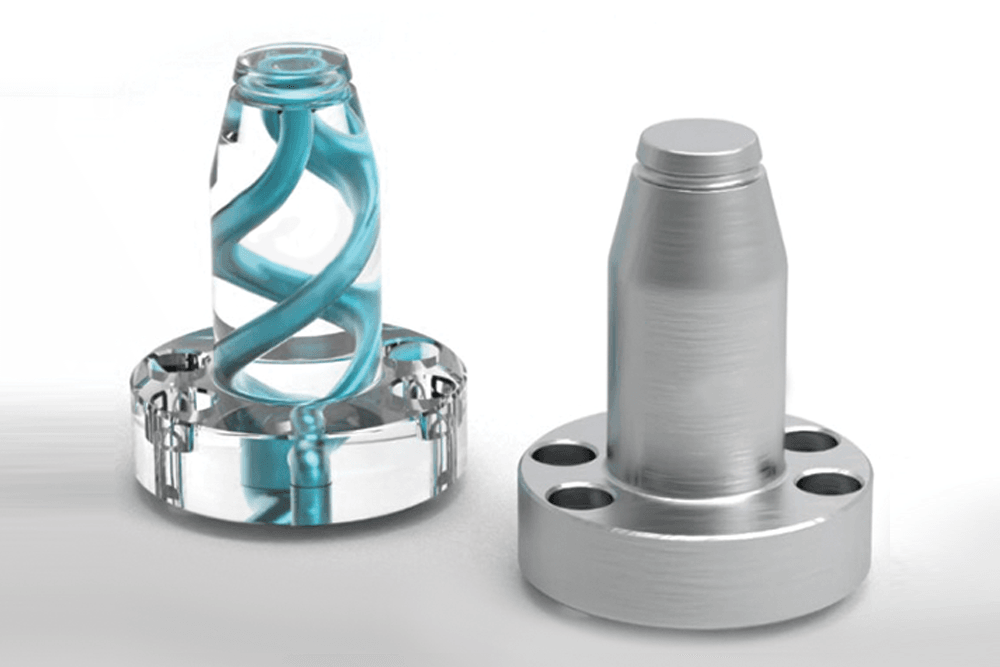
3D-printede former og hybride arbejdsgange
Verden inden for metaladditiv fremstilling har ændret sig ret meget i nyere tid, især hvad angår teknologien Direct Metal Laser Sintering (DMLS). Denne metode kan fremstille formindsatsdele med komplekse former, som simpelthen ikke er mulige at opnå ved traditionelle maskinbearbejdningsteknikker. Tænk på de konforme kølekanaler, som producenter tidligere havde svært ved at fremstille. Maragingstålindsatsdele er også ret imponerende, da de kan klare temperaturer op til omkring 500 grader Celsius, hvilket gør dem ideelle til korte produktionsløb, hvor tid er penge. Nogle virksomheder har begyndt at kombinere disse 3D-printede kerneelementer med traditionelle CNC-bearbejdede bundplader. Resultaterne? Cykeltiderne falder med mellem 30 % og op til 70 % i nogle tilfælde uden at kompromittere den endelige produkts styrke. Denne hybride fremgangsmåde fungerer særligt godt til såkaldt bridge tooling og er fornuftig for virksomheder, der håndterer lav til mellem stor produktionsmængde, ifølge nyere forskning offentliggjort i Journal of Manufacturing Processes i 2023.
Materialevalg ved støbeformfremskaffelse: Tilpasning af egenskaber til produktionsbehov
Materialevalget påvirker direkte delekvaliteten, værktøjets levetid og den samlede ejeromkostning. Det optimale valg af materiale balancerer mekanisk ydeevne – herunder hårdhed, termisk ledningsevne og udmattelsesbestandighed – med praktiske begrænsninger som levertid, bearbejdningsvenlighed og budget.
Stållegeringer til støbeforme til storseriefremstilling
Hærdede værktøjsstål (f.eks. P20, H13, S7) er branchestandarden for plaststøbeforme til højcyklusstøbning. Med hårdhedsværdier over 45 HRC og fremragende modstand mod termisk udmattelse og slid kan de pålideligt klare mere end 500.000 cyklusser. Deres højere oprindelige omkostning kompenseres af en betydeligt lavere værktøjsomkostning pr. del i masseproduktion.
Aluminium og zink til hurtig værktøjsfremstilling
Aluminiumlegeringer (f.eks. 7075-T6) og zinkbaserede legeringer kan bearbejdes op til 60 % hurtigere end stål, hvilket betydeligt forkorter leveringstiderne. Selvom de er blødere – og derfor begrænsede til 15.000–50.000 cyklusser – udmærker de sig ved prototyper, prøveproduktion og lavvolumenproduktion, hvor hastighed og designiteration vejer tungere end levetid.
Elastomeriske og kompositte forme materialer
Materialer som silikoner, polyurethaner og forskellige epoxykompositter tilbyder rigtig god fleksibilitet, når der arbejdes med komplicerede delforme. De fungerer fremragende til dele med de udfordrende dybe underkutninger eller som kræver meget detaljerede overfladeteksturer. Den elastiske natur af disse materialer gør det nemmere at fjerne dem fra formerne efter produktionen. Dog betyder denne samme egenskab, at de generelt ikke kan klare højt tryk. Derfor anvendes de primært i lavtryksfremstillingsmetoder såsom urethanafstøbningsteknikker eller vakuumdannelse. I nogle særlige tilfælde, hvor varmehåndtering er vigtig, tilføjer producenter nogle gange keramiske eller metalpartikler for at skabe avancerede kompositsmaterialer. Disse modificerede versioner leder varme bedre, hvilket er praktisk ved specifikke industrielle anvendelser, hvor det er absolut nødvendigt at kontrollere, hvordan varme bevæger sig gennem et produkt.
| Materiale type | Bedst til | Cyklus liv | Nøglefordel |
|---|---|---|---|
| Værktøjsstål | Høj produktion | 500.000+ cyklusser | Ekstrem holdbarhed |
| Aluminium/Zink | Prototypering/Hurtige serier | 15.000–50.000 cyklusser | Hurtigere maskinbearbejdning |
| Elastomere/Kompositter | Komplekse geometrier | 100–5.000 cyklusser | Designfleksibilitet |
Ledende producenter tilpasser materialeegenskaberne – herunder udvidelseskoefficienten, termisk diffusivitet og udmattelsesgrænsen – til produktionsnøglepræstationsindikatorer for at sikre en konsekvent ydeevne gennem værktøjets levetid.
Optimering af støbeformfremskaffelse for kvalitet, omkostninger og leveringstid
At opnå gode resultater ved formfremskaffelse afhænger virkelig af at integrere designarbejde, simulationsbaseret testning og valg af de rigtige processer langt før den faktiske fremstilling begynder. Når designere tænker på fremstillelighed tidligt i processen, inkluderer de typisk elementer som korrekte uddragingsvinkler (mindst 3 grader), vægge med konstant tykkelse samt funktioner, der ikke er for komplicerede. Denne tilgang reducerer typisk maskinbearbejdningstiden med omkring 30 % og hjælper med at undgå almindelige problemer såsom synkelser eller forvrængede dele. Simuleringssoftware giver ingeniører mulighed for at undersøge placeringen af indsprøjtningsspærre, hvordan materialet vil strømme under fyldning samt hvordan kølekanalerne bør udformes – alt sammen før der skæres i noget metal. Dette sparer penge, da antallet af fysiske prototyper reduceres med omkring halvdelen. Nogle værksteder har begyndt at anvende konforme kølesystemer ved at kombinere additiv fremstilling med traditionelle CNC-metoder. Disse systemer fordeler varmen mere jævnt over formens overflade og kan faktisk fremskynde produktionscykluserne med omkring 25 %. Ved at kombinere disse forskellige tilgange opretholdes dimensional nøjagtighed inden for ±0,05 mm, fremskyndes markedsføringen af produkterne, og de samlede omkostninger pr. fremstillet enhed reduceres endeligt – uden at der kompromitteres med funktionalitetskravene.
FAQ-sektion
Hvad er hovedformålet med formstøbning?
Formstøbning bruges primært til at fremstille værktøjer, der kan reproducere dele konsekvent i store mængder, hvilket er afgørende for masseproduktion inden for brancher som bilindustrien, elektronik og medicinsk udstyr.
Hvilke materialer bruges ofte til formstøbning?
Almindelige materialer omfatter metal, silikone og kompositmaterialer. Metaller som værktøjsstål og aluminium anvendes til holdbare former, mens silikoner og kompositter giver fleksibilitet til komplekse former.
Hvordan vælger man materialer til formstøbning?
Materialevalget baseres på egenskaber såsom hårdhed, termisk ledningsevne, udmattelsesbestandighed samt praktiske faktorer som levertid, bearbejdningsvenlighed og budget.
Hvad bruges 3D-printede former til?
3D-printede former, især dem fremstillet ved hjælp af DMLS-teknologi, bruges til at skabe komplekse former og indsatsdele, som er svære at fremstille med traditionel maskinbearbejdning, hvilket forbedrer produktionseffektiviteten.
Indholdsfortegnelse
- Hvad er formfremskaffelse? Kerneprincipper og industrielle anvendelser
- Nøgleprocesser til fremstilling af støbeforme: Fra traditionel maskinbearbejdning til moderne additive metoder
- Materialevalg ved støbeformfremskaffelse: Tilpasning af egenskaber til produktionsbehov
- Optimering af støbeformfremskaffelse for kvalitet, omkostninger og leveringstid
- FAQ-sektion