




ಮಾಡ್ಯೂಲ್ ತಯಾರಿಕೆ ಎಂದರೇನು? ಮೂಲಭೂತ ತತ್ವಗಳು ಮತ್ತು ಕೈಗಾರಿಕಾ ಅನ್ವಯಗಳು
ಮಾಡ್ಯೂಲ್ಗಳನ್ನು ತಯಾರಿಸುವುದು ಎಂದರೆ, ಉತ್ಪಾದನೆಯ ಸಮಯದಲ್ಲಿ ಭಾಗಗಳನ್ನು ನಿಖರವಾಗಿ ಮತ್ತು ಪುನರಾವರ್ತಿತವಾಗಿ ನಕಲಿಸಲು ಬಳಸುವ ಆ ವಿಶೇಷ ಉಪಕರಣಗಳನ್ನು (ಸಾಮಾನ್ಯವಾಗಿ ಲೋಹ, ಸಿಲಿಕಾನ್ ಅಥವಾ ಸಂಯೋಜಿತ ವಸ್ತುಗಳಿಂದ ತಯಾರಿಸಲಾದ) ರಚಿಸುವುದು. ಒಳ್ಳೆಯ ಮಾಡ್ಯೂಲ್ ತಯಾರಿಕೆ ಇಲ್ಲದಿದ್ದರೆ, ವೈದ್ಯಕೀಯ ಸಲಕರಣೆಗಳು, ಕಾರು ಭಾಗಗಳು, ಸ್ಮಾರ್ಟ್ಫೋನ್ಗಳು ಅಥವಾ ಆಹಾರ ಪ್ಯಾಕೇಜಿಂಗ್ಗಳಂತಹ ವಸ್ತುಗಳನ್ನು ಇಷ್ಟೊಂದು ದೊಡ್ಡ ಪ್ರಮಾಣದಲ್ಲಿ ಉತ್ಪಾದಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತಿರಲಿಲ್ಲ. ಅಂತಿಮವಾಗಿ, ಎರಡು ವಿಷಯಗಳು ಮಾತ್ರ ಅತ್ಯಂತ ಮುಖ್ಯವಾಗಿವೆ: ಮಿಲಿಮೀಟರ್ನ ಭಾಗಗಳಲ್ಲಿ ಅಳತೆಗಳನ್ನು ನಿಖರವಾಗಿ ಪಡೆಯುವುದು ಮತ್ತು ಉಪಕರಣವು ಸಾವಿರಾರು ಬಾರಿ ಬಳಕೆಯಾದ ನಂತರವೂ ಮುರಿಯದೆ ದೀರ್ಘಕಾಲ ಕಾರ್ಯನಿರ್ವಹಿಸುವಂತೆ ಮಾಡುವುದು. ಉದಾಹರಣೆಗೆ, ಇಂಜೆಕ್ಷನ್ ಮಾಡ್ಯೂಲಿಂಗ್ ಅನ್ನು ಪರಿಗಣಿಸಿ. ದ್ರವೀಕೃತ ಪ್ಲಾಸ್ಟಿಕ್ಅನ್ನು ಚಿನ್ನದ ಮಾಡ್ಯೂಲ್ಗಳಲ್ಲಿ ೨೦,೦೦೦ ಪೌಂಡ್ಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಒತ್ತಡದಲ್ಲಿ ತಳ್ಳಿದಾಗ, ಮಾಡ್ಯೂಲ್ಗಳು ತಮ್ಮ ಆಕಾರವನ್ನು ಪರಿಪೂರ್ಣವಾಗಿ ಉಳಿಸಿಕೊಳ್ಳಬೇಕಾಗಿದೆ ಮತ್ತು ಉಷ್ಣತೆಯಿಂದ ಉಂಟಾಗುವ ಹಾನಿಯನ್ನು ತಡೆಯಬೇಕಾಗಿದೆ. ನಿಖರತೆ ಅತ್ಯಂತ ಮುಖ್ಯವಾಗಿರುವ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ, ಕೇವಲ ೦.೧ ಮಿಮೀ ತಪ್ಪು ಉತ್ಪಾದನೆಯಲ್ಲಿ ೧೫% ರಷ್ಟು ಕಚ್ಚಾ ವಸ್ತುಗಳ ವ್ಯರ್ಥತೆಯನ್ನು ಹೆಚ್ಚಿಸಬಲ್ಲದು. ಆದ್ದರಿಂದಲೇ, ಅನುಭವಿ ಮಾಡ್ಯೂಲ್ ತಯಾರಕರು ನಿಖರವಾದ ಅಳತೆಗಳ ಬಗ್ಗೆ ತಮ್ಮ ಜ್ಞಾನವನ್ನು ವಿವಿಧ ವಸ್ತುಗಳ ಆಳವಾದ ಅರಿವಿನೊಂದಿಗೆ ಸಂಯೋಜಿಸುತ್ತಾರೆ. ಅವರ ಕೆಲಸವು ಉತ್ಪಾದನೆಯನ್ನು ಸುಗಮವಾಗಿ ನಡೆಸಿಕೊಂಡು ಹೋಗುತ್ತದೆ, ವ್ಯರ್ಥವಾಗುವ ವಸ್ತುಗಳನ್ನು ಕಡಿಮೆಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ತಯಾರಕರು ಗುಣಮಟ್ಟದ ವಸ್ತುಗಳನ್ನು ಸ್ಥಿರವಾಗಿ ಉತ್ಪಾದಿಸುವಂತೆ ಮಾಡುತ್ತದೆ.

ಕೀ ಮಾಲ್ಡ್ ಮೇಕಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳು: ಸಾಂಪ್ರದಾಯಿಕ ಮೆಶಿನಿಂಗ್ನಿಂದ ಆಧುನಿಕ ಎಡಿಟಿವ್ ವಿಧಾನಗಳವರೆಗೆ
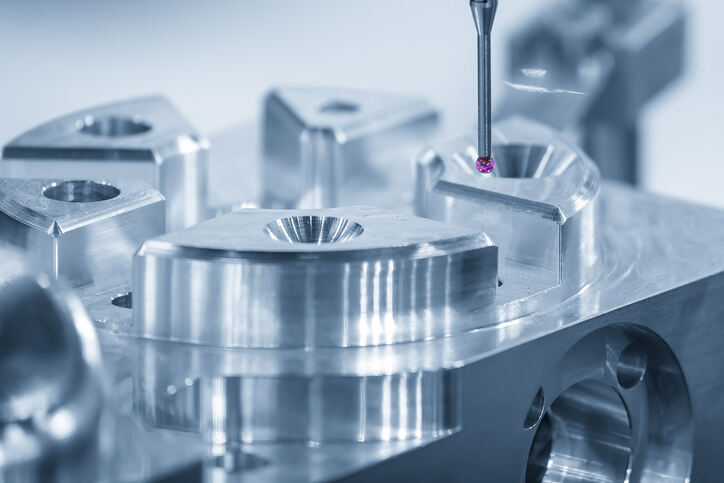
ನಿಖರತೆಯ ಲೋಹ ಮಾಲ್ಡ್ಗಳಿಗಾಗಿ CNC ಮೆಶಿನಿಂಗ್
ಕಠಿಣೀಕೃತ ಟೂಲ್ ಸ್ಟೀಲ್ಗಳು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಧಾತುಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ, ಕಡಿಮೆ ತಪ್ಪುಗಳನ್ನು ಹೊಂದಿರುವ ಲೋಹ ಮಾಲ್ಡ್ಗಳನ್ನು ದೊಡ್ಡ ಪ್ರಮಾಣದಲ್ಲಿ ಉತ್ಪಾದಿಸುವಾಗ, CNC ಮೆಶಿನಿಂಗ್ ಇಂದಿಗೂ ಅತ್ಯುತ್ತಮ ಆಯ್ಕೆಯಾಗಿದೆ. ಈ ಯಂತ್ರಗಳು ವಸ್ತುವನ್ನು ಕತ್ತರಿಸುವ ರೀತಿಯು ಸುಮಾರು 0.01 ಮಿಮೀ ಸಹನೆಯ ಮಟ್ಟದಲ್ಲಿ ಅದ್ಭುತ ನಿಖರತೆಯನ್ನು ಸಾಧಿಸುತ್ತದೆ, ಅಲ್ಲದೆ ಲೆನ್ಸ್ಗಳು, ವೈದ್ಯಕೀಯ ಸಾಧನಗಳ ಕವಚಗಳು ಮತ್ತು ಚೆನ್ನಾಗಿ ಕಾಣಬೇಕಾದ ಕಾರು ಭಾಗಗಳಂತಹ ವಸ್ತುಗಳಿಗೆ ಅಗತ್ಯವಿರುವ ಮೃದುವಾದ ಮೇಲ್ಮೈಗಳನ್ನು ರಚಿಸುತ್ತದೆ. ಈಗ ಹೆಚ್ಚಿನ ಕಾರ್ಯಾಗಾರಗಳು ಚೆನ್ನಾಗಿ ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾದ ಸಾಫ್ಟ್ವೇರ್ ಪಥಗಳು ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಟೂಲ್ ಬದಲಾವಣೆ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಹೊಂದಿವೆ, ಇದರಿಂದಾಗಿ ಅವು ಸಾವಿರಾರು ಬಾರಿ ಒಂದೇ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸಮಸ್ಯೆಯಿಲ್ಲದೆ ಪುನರಾವರ್ತಿಸಬಲ್ಲವು. ಆದ್ದರಿಂದ, ಸ್ಥಿರತೆಯು ಅತ್ಯಂತ ಮುಖ್ಯವಾಗಿರುವ ಇಂಜೆಕ್ಷನ್ ಮೋಲ್ಡಿಂಗ್ ಮತ್ತು ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅನ್ವಯಗಳಲ್ಲಿ ಉದ್ದಗಿನ ಉತ್ಪಾದನಾ ಚಕ್ರಗಳಿಗಾಗಿ ಅನೇಕ ತಯಾರಕರು ಈ ವಿಧಾನವನ್ನು ಅನುಸರಿಸುತ್ತಾರೆ.

ಪ್ರೋಟೊಟೈಪಿಂಗ್ಗಾಗಿ ಸಿಲಿಕಾನ್ ಮತ್ತು ರೆಸಿನ್ ಕಾಸ್ಟಿಂಗ್
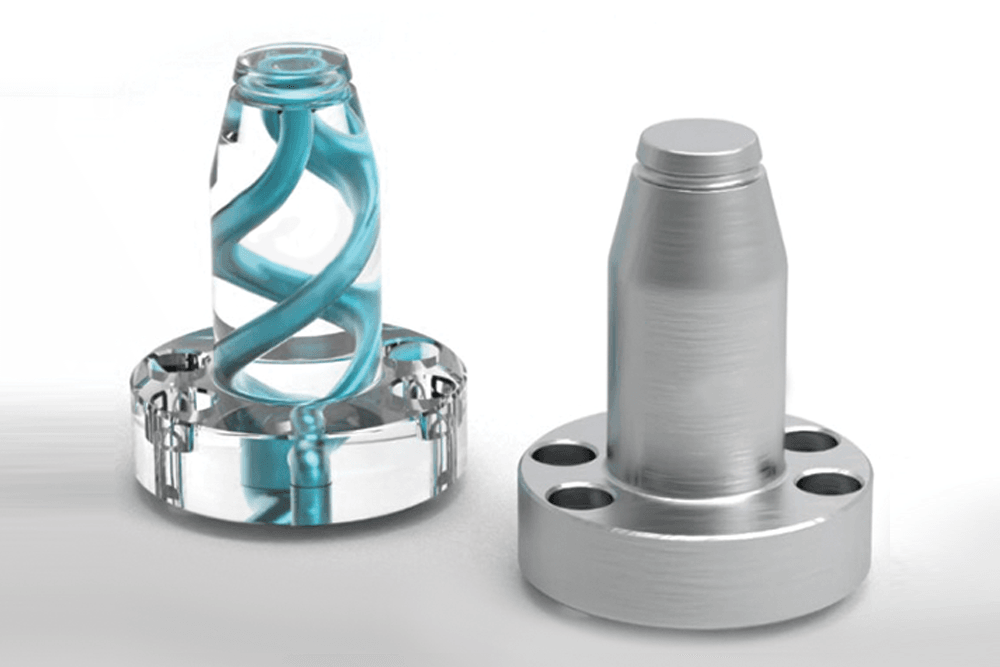
ಸಿಲಿಕಾನ್ ರಬ್ಬರ್ ಮಾಡೆಲಿಂಗ್ ಎಂಬುದು ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಪ್ರೊಟೋಟೈಪ್ಗಳನ್ನು ತಯಾರಿಸುವಾಗ ನಿಜವಾಗಿಯೂ ವೇಗವಾಗಿ ಮತ್ತು ಬಜೆಟ್-ಸ್ನೇಹಿಯಾಗಿದೆ. ದ್ರವ ಸಿಲಿಕಾನ್ ರಬ್ಬರ್ (LSR) ಎಂದು ಕರೆಯಲ್ಪಡುವ ಈ ವಸ್ತುವು, ಮೂಲ ಮಾಡೆಲ್ನಿಂದ ಸೂಕ್ಷ್ಮ ವಿವರಗಳನ್ನು ಸಹ ಸಂಪೂರ್ಣವಾಗಿ ಪಡೆದುಕೊಳ್ಳುತ್ತದೆ—ಅವುಗಳಲ್ಲಿ ಕಠಿಣವಾದ ಅಂಡರ್ಕಟ್ಗಳು ಮತ್ತು ಸಣ್ಣ ವಸ್ತುಗಳ ಮೇಲ್ಮೈ ವಿವರಗಳೂ ಸೇರಿವೆ. ನಂತರ, ನಾವು ಪಾಲಿಯುರೆಥೇನ್ ರೆಸಿನ್ನಿಂದ ಭಾಗಗಳನ್ನು ಕಾಸ್ಟ್ ಮಾಡಬಹುದು ಮತ್ತು ಕೇವಲ ಒಂದು ಅಥವಾ ಎರಡು ದಿನಗಳಲ್ಲಿ ೫೦ ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಭಾಗಗಳನ್ನು ಪಡೆಯಬಹುದು. ಅವಶ್ಯವಾಗಿ, ಈ ರೀತಿಯ ಮಾಡೆಲ್ಗಳು ಕಾಲಾನಂತರದಲ್ಲಿ ಕೊನೆಗೊಳ್ಳುವುದರಿಂದ ಕೆಲವು ಮಿತಿಗಳಿವೆ; ಆದರೆ ಈ ವಿಧಾನವು ವಿನ್ಯಾಸಕರಿಗೆ ದುಬಾರಿ ಲೋಹದ ಉಪಕರಣಗಳ ಮೇಲೆ ಮೊದಲು ಭಾರೀ ಹಣವನ್ನು ಖರ್ಚು ಮಾಡದೆ ತಮ್ಮ ಆಲೋಚನೆಗಳನ್ನು ಪರೀಕ್ಷಿಸಲು ಅವಕಾಶ ನೀಡುತ್ತದೆ. ಇದು ಉತ್ಪಾದನೆಗೆ ಪೂರ್ಣ ಪ್ರಮಾಣದಲ್ಲಿ ಹೋಗುವ ಮುಂಚೆ ಕೆಟ್ಟ ವಿನ್ಯಾಸ ಆಯ್ಕೆಗಳಿಂದ ರಕ್ಷಣೆ ನೀಡುವ ಒಂದು ರೀತಿಯ ವಿಮಾ ರಕ್ಷಣೆಯಾಗಿದೆ.

3D-ಮುದ್ರಿತ ಮಾಡೆಲ್ಗಳು ಮತ್ತು ಹೈಬ್ರಿಡ್ ಕಾರ್ಯಪ್ರವಾಹಗಳು
ಧಾತು ಸಂವರ್ಧನೆಯ ವಿಶ್ವದಲ್ಲಿ ಇತ್ತೀಚೆಗೆ ಬಹಳಷ್ಟು ಬದಲಾವಣೆಗಳಾಗಿವೆ, ವಿಶೇಷವಾಗಿ ಡೈರೆಕ್ಟ್ ಮೆಟಲ್ ಲೇಸರ್ ಸಿಂಟರಿಂಗ್ (DMLS) ತಂತ್ರಜ್ಞಾನದ ಸಂದರ್ಭದಲ್ಲಿ. ಈ ವಿಧಾನವು ಪಾರಂಪರಿಕ ಯಂತ್ರೀಕರಣ ತಂತ್ರಗಳನ್ನು ಬಳಸಿಕೊಂಡು ರಚಿಸಲಾಗದ ಸಂಕೀರ್ಣ ಆಕಾರಗಳನ್ನು ಹೊಂದಿರುವ ಕಾಸ್ಟಿಂಗ್ ಮಾದರಿಗಳನ್ನು ರಚಿಸಬಲ್ಲದು. ಉತ್ಪಾದಕರು ಹಿಂದೆ ಕಷ್ಟಪಡುತ್ತಿದ್ದ ಸಮೀಪ ಶೀತಲೀಕರಣ ನಾಳಗಳನ್ನು ಪರಿಗಣಿಸಿ. ಮಾರೇಜಿಂಗ್ ಸ್ಟೀಲ್ ಮಾದರಿಗಳು ಸಹ ಬಹಳ ಪ್ರಭಾವಶಾಲಿಯಾಗಿವೆ, ಏಕೆಂದರೆ ಅವು ಸುಮಾರು ೫೦೦ ಡಿಗ್ರಿ ಸೆಲ್ಸಿಯಸ್ನವರೆಗೆ ಉಷ್ಣತೆಯನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು, ಇದು ಸಮಯವೇ ಹಣವಾಗಿರುವ ಕಡಿಮೆ ಉತ್ಪಾದನೆಯ ಚಕ್ರಗಳಿಗೆ ಅತ್ಯುತ್ತಮವಾಗಿದೆ. ಕೆಲವು ಕಂಪೆನಿಗಳು ಈ ೩ಡಿ ಮುದ್ರಿತ ಕೋರ್ಗಳನ್ನು ಪರಿಪೂರ್ಣವಾಗಿ CNC ಯಂತ್ರೀಕರಿಸಿದ ಪಾದಗಳೊಂದಿಗೆ ಸಂಯೋಜಿಸುವ ಮೂಲಕ ವಿಷಯಗಳನ್ನು ಬದಲಾಯಿಸಲು ಪ್ರಾರಂಭಿಸಿವೆ. ಫಲಿತಾಂಶಗಳು? ಅಂತಿಮ ಉತ್ಪನ್ನದ ಬಲವನ್ನು ಕಳೆದುಕೊಳ್ಳದೆಯೇ ಚಕ್ರ ಸಮಯಗಳು ೩೦% ರಿಂದ ೭೦% ರವರೆಗೆ ಕಡಿಮೆಯಾಗುತ್ತವೆ. ಈ ಸಂಕರ ವಿಧಾನವು ಹೆಚ್ಚುವರಿ ಉತ್ಪಾದನಾ ಸಾಧನಗಳಿಗೆ (bridge tooling) ವಿಶೇಷವಾಗಿ ಉತ್ತಮವಾಗಿದೆ ಮತ್ತು ೨೦೨೩ರಲ್ಲಿ ಜರ್ನಲ್ ಆಫ್ ಮ್ಯಾನುಫ್ಯಾಕ್ಚರಿಂಗ್ ಪ್ರೊಸೆಸಸ್ನಲ್ಲಿ ಪ್ರಕಟಿತವಾದ ಇತ್ತೀಚಿನ ಸಂಶೋಧನೆಯ ಪ್ರಕಾರ, ಕಡಿಮೆ ರಿಂದ ಮಧ್ಯಮ ಪ್ರಮಾಣದ ಉತ್ಪಾದನಾ ಅಗತ್ಯಗಳನ್ನು ಹೊಂದಿರುವ ವ್ಯವಹಾರಗಳಿಗೆ ಇದು ಅರ್ಥಪೂರ್ಣವಾಗಿದೆ.
ಮಾಡ್ಯೂಲ್ ತಯಾರಿಕೆಯಲ್ಲಿ ವಸ್ತುವಿನ ಆಯ್ಕೆ: ಉತ್ಪಾದನೆಯ ಅಗತ್ಯಗಳಿಗೆ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿಸುವುದು
ವಸ್ತುವಿನ ಆಯ್ಕೆಯು ಭಾಗದ ಗುಣಮಟ್ಟ, ಟೂಲ್ನ ಜೀವಿತಾವಧಿ ಮತ್ತು ಒಟ್ಟು ಮಾಲೀಕತ್ವದ ವೆಚ್ಚವನ್ನು ನೇರವಾಗಿ ನಿಯಂತ್ರಿಸುತ್ತದೆ. ಆದರ್ಶ ಆಯ್ಕೆಯು ಯಾಂತ್ರಿಕ ಕಾರ್ಯಕ್ಷಮತೆ—ಕಠಿಣತೆ, ಉಷ್ಣ ವಾಹಕತೆ, ಕ್ಲಾಂತಿ ಪ್ರತಿರೋಧ—ಮತ್ತು ಮುಂಚಿತವಾಗಿ ಅವಧಿ, ಯಾಂತ್ರಿಕ ಕೆಲಸ ಮಾಡುವ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಬಜೆಟ್ನಂತಹ ವ್ಯಾವಹಾರಿಕ ಮಿತಿಗಳ ನಡುವೆ ಸಮತೋಲನವನ್ನು ಕಾಪಾಡುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಇಂಜೆಕ್ಷನ್ ಮಾಡ್ಯೂಲ್ಗಳಿಗಾಗಿ ಉಕ್ಕಿನ ಮಿಶ್ರಧಾತುಗಳು
ಕಠಿಣಗೊಳಿಸಿದ ಟೂಲ್ ಉಕ್ಕುಗಳು (ಉದಾ: P20, H13, S7) ಹೆಚ್ಚಿನ ಚಕ್ರಗಳ ಪ್ಲಾಸ್ಟಿಕ್ ಇಂಜೆಕ್ಷನ್ ಮಾಡ್ಯೂಲಿಂಗ್ಗಾಗಿ ಕೈಗಾರಿಕಾ ಮಾನದಂಡಗಳಾಗಿವೆ. 45 HRC ಗಿಂತ ಹೆಚ್ಚಿನ ಕಠಿಣತೆ ಮತ್ತು ಉತ್ತಮ ಉಷ್ಣ ಕ್ಲಾಂತಿ ಮತ್ತು ಘರ್ಷಣೆ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿರುವ ಈ ಉಕ್ಕುಗಳು 500,000+ ಚಕ್ರಗಳವರೆಗೆ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ. ಇವುಗಳ ಹೆಚ್ಚಿನ ಪ್ರಾರಂಭಿಕ ವೆಚ್ಚವನ್ನು ದೊಡ್ಡ ಪ್ರಮಾಣದ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಪ್ರತಿ ಭಾಗದ ಟೂಲಿಂಗ್ ವೆಚ್ಚವನ್ನು ಗಣನೀಯವಾಗಿ ಕಡಿಮೆ ಮಾಡುವುದರಿಂದ ಭರ್ತಿ ಮಾಡಲಾಗುತ್ತದೆ.
ವೇಗವಾಗಿ ಟೂಲಿಂಗ್ಗಾಗಿ ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಜಿಂಕ್
ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರ ಲೋಹಗಳು (ಉದಾ., 7075-T6) ಮತ್ತು ಜಿಂಕ್-ಆಧಾರಿತ ಮಿಶ್ರ ಲೋಹಗಳು ಉಕ್ಕಿಗಿಂತ 60% ವರೆಗೆ ವೇಗವಾಗಿ ಯಂತ್ರೀಕರಣಗೊಳ್ಳುತ್ತವೆ, ಇದರಿಂದಾಗಿ ಮುಂಚಿತ್ತಾಗಿ ನಿಗದಿಪಡಿಸಿದ ಸಮಯವು ಗಣನೀಯವಾಗಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಈ ಮಿಶ್ರ ಲೋಹಗಳು ಮೃದುವಾಗಿರುವುದರಿಂದ—ಆದ್ದರಿಂದ ಅವುಗಳ ಬಳಕೆಯು 15,000–50,000 ಚಕ್ರಗಳಿಗೆ ಮಾತ್ರ ಮಿತಿಗೊಳ್ಳುತ್ತದೆ—ಅವು ಪ್ರೋಟೋಟೈಪಿಂಗ್, ಪೈಲಟ್ ರನ್ಗಳು ಮತ್ತು ಕಡಿಮೆ ಪ್ರಮಾಣದ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಅತ್ಯುತ್ತಮವಾಗಿವೆ, ಏಕೆಂದರೆ ಅಲ್ಲಿ ವೇಗ ಮತ್ತು ವಿನ್ಯಾಸದ ಪುನರಾವರ್ತನೆಯು ದೀರ್ಘಕಾಲಿಕತೆಗಿಂತ ಹೆಚ್ಚು ಮಹತ್ವದ್ದಾಗಿದೆ.
ಎಲಾಸ್ಟೋಮೆರಿಕ್ ಮತ್ತು ಸಂಯೋಜಿತ ಕಾಸ್ಟಿಂಗ್ ವಸ್ತುಗಳು
ಸಿಲಿಕಾನ್ಗಳು, ಪಾಲಿಯುರೆಥೇನ್ಗಳು ಮತ್ತು ವಿವಿಧ ಎಪಾಕ್ಸಿ ಸಂಯುಕ್ತಗಳಂತಹ ವಸ್ತುಗಳು ಸಂಕೀರ್ಣ ಭಾಗ ಆಕಾರಗಳನ್ನು ನಿಭಾಯಿಸುವಾಗ ತುಂಬಾ ಒಳ್ಳೆಯ ಬಾಗುವಿಕೆಯನ್ನು ನೀಡುತ್ತವೆ. ಈ ವಸ್ತುಗಳು ಆಳವಾದ ಅಂಡರ್ಕಟ್ಗಳನ್ನು ಹೊಂದಿರುವ ಅಥವಾ ತುಂಬಾ ವಿವರವಾದ ಮೇಲ್ಮೈ ವಿನ್ಯಾಸಗಳನ್ನು ಅಗತ್ಯವಾಗಿರುವ ಭಾಗಗಳಿಗೆ ಚೆನ್ನಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತವೆ. ಈ ವಸ್ತುಗಳ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಸ್ವಭಾವವು ಉತ್ಪಾದನೆಯ ನಂತರ ಅವುಗಳನ್ನು ಕಾಸ್ಟಿಂಗ್ ಮಾಡಲಾದ ಮಾಡೆಲ್ಗಳಿಂದ ತೆಗೆಯುವುದನ್ನು ಸುಲಭಗೊಳಿಸುತ್ತದೆ. ಆದಾಗ್ಯೂ, ಈ ಗುಣವೇ ಅವುಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಉನ್ನತ ಒತ್ತಡದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಲು ಅಸಮರ್ಥವಾಗಿಸುತ್ತದೆ. ಆದ್ದರಿಂದ ಅವುಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಯುರಿಥೇನ್ ಕಾಸ್ಟಿಂಗ್ ತಂತ್ರಗಳು ಅಥವಾ ವ್ಯಾಕ್ಯೂಮ್ ಫಾರ್ಮಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳಂತಹ ಕಡಿಮೆ ಒತ್ತಡದ ತಯಾರಿಕಾ ವಿಧಾನಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಕೆಲವು ವಿಶೇಷ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಉಷ್ಣತೆ ನಿರ್ವಹಣೆ ಮುಖ್ಯವಾಗಿರುವಾಗ, ತಯಾರಕರು ಮಾದರಿಗಳನ್ನು ಸುಧಾರಿಸಲು ಸೆರಾಮಿಕ್ ಅಥವಾ ಲೋಹದ ಕಣಗಳನ್ನು ಸೇರಿಸುತ್ತಾರೆ. ಈ ರೂಪಾಂತರಗೊಂಡ ಆವೃತ್ತಿಗಳು ಉಷ್ಣತೆಯನ್ನು ಉತ್ತಮವಾಗಿ ವಹನಿಸುತ್ತವೆ, ಇದು ಉತ್ಪನ್ನದ ಮೂಲಕ ಉಷ್ಣತೆಯ ಚಲನೆಯನ್ನು ನಿಯಂತ್ರಿಸುವುದು ಅತ್ಯಾವಶ್ಯಕವಾಗಿರುವ ನಿರ್ದಿಷ್ಟ ಕೈಗಾರಿಕಾ ಅನ್ವಯಗಳಿಗೆ ಅತ್ಯಂತ ಉಪಯುಕ್ತವಾಗಿದೆ.
| ವಸ್ತುವಿನ ಪ್ರಕಾರ | ಅತ್ಯುತ್ತಮವಾದದ್ದು | ಚಕ್ರ ಜೀವಿತಾವಧಿ | ಪ್ರಮುಖ ಲಾಭ |
|---|---|---|---|
| ಟೂಲ್ ಸ್ಟೀಲ್ಗಳು | ಉನ್ನತ-ಪ್ರಮಾಣದ ಉತ್ಪಾದನೆ | 500,000+ ಚಕ್ರಗಳು | ಅತ್ಯಂತ ದೃಢತೆ |
| ಅಲ್ಯೂಮಿನಿಯಂ/ಜಿಂಕ್ | ಪ್ರೊಟೋಟೈಪಿಂಗ್/ವೇಗವಾದ ರನ್ಗಳು | 15,000–50,000 ಸೈಕಲ್ಗಳು | ವೇಗವಾದ ಮೆಶಿನಿಂಗ್ |
| ಎಲಾಸ್ಟೋಮರ್ಗಳು/ಕಾಂಪೋಸಿಟ್ಗಳು | ಸಂಕೀರ್ಣ ಜ್ಯಾಮಿತಿಗಳು | 100–5,000 ಸೈಕಲ್ಗಳು | ವಿನ್ಯಾಸ ನಮ್ಯತೆ |
ಅಗ್ರಗಣ್ಯ ತಯಾರಕರು, ಉಷ್ಣತೆಯ ಪ್ರಸರಣ ಗುಣಾಂಕ, ಉಷ್ಣತೆಯ ವಿಸರಣ ದರ ಮತ್ತು ಕ್ಷೀಣತೆಯ ದೆಹಲಿ ಸೇರಿದಂತೆ ವಸ್ತುವಿನ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಉತ್ಪಾದನೆಯ KPIಗಳಿಗೆ ಹೊಂದಿಸುತ್ತಾರೆ, ಅಂದರೆ ಟೂಲ್ನ ಜೀವಿತಾವಧಿಯಲ್ಲಿ ಕಾರ್ಯಕ್ಷಮತೆಯ ಸ್ಥಿರತೆಯನ್ನು ಖಾತರಿಪಡಿಸಲು.
ಗುಣಮಟ್ಟ, ವೆಚ್ಚ ಮತ್ತು ಮುನ್ಸೂಚಿತ ಸಮಯಕ್ಕಾಗಿ ಮಾಲ್ಡ್ ಮೇಕಿಂಗ್ ಅನ್ನು ಆಪ್ಟಿಮೈಸ್ ಮಾಡುವುದು
ಮಾಡ್ ಮಾಡುವಿಕೆಯಿಂದ ಒಳ್ಳೆಯ ಫಲಿತಾಂಶಗಳನ್ನು ಪಡೆಯುವುದು ವಾಸ್ತವಿಕ ತಯಾರಿಕೆ ಪ್ರಾರಂಭವಾಗುವ ಮೊದಲೇ ವಿನ್ಯಾಸ ಕೆಲಸ, ಅನುಕರಣೆ ಪರೀಕ್ಷೆಗಳು ಮತ್ತು ಸರಿಯಾದ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವುದನ್ನು ಒಟ್ಟಾಗಿ ತರುವುದರ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿದೆ. ವಿನ್ಯಾಸಕರು ಉತ್ಪಾದನಾ ಸಾಧ್ಯತೆಯ ಬಗ್ಗೆ ಆರಂಭದಲ್ಲೇ ಯೋಚಿಸಿದಾಗ, ಅವರು ಸಾಮಾನ್ಯವಾಗಿ ಸರಿಯಾದ ಡ್ರಾಫ್ಟ್ ಕೋನಗಳನ್ನು (ಕನಿಷ್ಠ ೩ ಡಿಗ್ರಿ), ಎಲ್ಲೆಲ್ಲೂ ಸ್ಥಿರವಾಗಿರುವ ಗೋಡೆಗಳು ಮತ್ತು ಅತಿಯಾಗಿ ಸಂಕೀರ್ಣವಲ್ಲದ ಲಕ್ಷಣಗಳನ್ನು ಒಳಗೊಳ್ಳುತ್ತಾರೆ. ಈ ವಿಧಾನವು ಸಾಮಾನ್ಯವಾಗಿ ಯಂತ್ರೀಕರಣ ಸಮಯವನ್ನು ಸುಮಾರು ೩೦% ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಸಿಂಕ್ ಗುರುತುಗಳು ಅಥವಾ ವಾರ್ಪ್ ಆದ ಭಾಗಗಳಂತಹ ಸಾಮಾನ್ಯ ಸಮಸ್ಯೆಗಳನ್ನು ತಪ್ಪಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಅನುಕರಣೆ ಸಾಫ್ಟ್ವೇರ್ ಎಂಜಿನಿಯರ್ಗಳಿಗೆ ಗೇಟ್ಗಳು ಎಲ್ಲಿ ಇರಬೇಕು, ತುಂಬುವಾಗ ವಸ್ತುವು ಹೇಗೆ ಪ್ರವಾಹಿಸುತ್ತದೆ ಮತ್ತು ಶೀತಲೀಕರಣ ಚಾನೆಲ್ಗಳು ಹೇಗೆ ಇರಬೇಕು ಎಂಬುದನ್ನು ಯಾವುದೇ ಲೋಹವನ್ನು ಕತ್ತರಿಸುವ ಮೊದಲೇ ಪರಿಶೀಲಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ಇದು ಭೌತಿಕ ಪ್ರೋಟೋಟೈಪ್ಗಳ ಅಗತ್ಯವನ್ನು ಸುಮಾರು ಅರ್ಧದಷ್ಟು ಕಡಿಮೆ ಮಾಡುವುದರಿಂದ ಹಣವನ್ನು ಉಳಿಸುತ್ತದೆ. ಕೆಲವು ಕಾರ್ಖಾನೆಗಳು ಸಂಯೋಜಿತ ತಯಾರಿಕೆ (ಆಡಿಟಿವ್ ಮ್ಯಾನುಫ್ಯಾಕ್ಚರಿಂಗ್) ಮತ್ತು ಪಾರಂಪರಿಕ CNC ವಿಧಾನಗಳ ಮಿಶ್ರಣದ ಮೂಲಕ ಸಂಯೋಜಿತ ಶೀತಲೀಕರಣ ತಂತ್ರಗಳನ್ನು ಬಳಸಲು ಪ್ರಾರಂಭಿಸಿವೆ. ಈ ವ್ಯವಸ್ಥೆಗಳು ಮಾಡ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಉಷ್ಣತೆಯನ್ನು ಹೆಚ್ಚು ಸಮಾನವಾಗಿ ಹಂಚುತ್ತವೆ ಮತ್ತು ಉತ್ಪಾದನಾ ಚಕ್ರಗಳನ್ನು ಸುಮಾರು ೨೫% ವೇಗಗೊಳಿಸಬಲ್ಲವು. ಈ ವಿವಿಧ ವಿಧಾನಗಳನ್ನು ಒಟ್ಟಾಗಿ ಬಳಸುವುದರಿಂದ ಅಳತೆಯ ನಿಖರತೆಯನ್ನು ±೦.೦೫ ಮಿಮೀ ಶ್ರೇಣಿಯಲ್ಲಿ ಕಾಪಾಡಲಾಗುತ್ತದೆ, ಉತ್ಪನ್ನಗಳನ್ನು ಮಾರುಕಟ್ಟೆಗೆ ಬೇಗನೆ ತಲುಪಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಎಲ್ಲಾ ಕಾರ್ಯಾತ್ಮಕ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತಾ, ಪ್ರತಿ ಘಟಕದ ಉತ್ಪಾದನಾ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಲಾಗುತ್ತದೆ.
ನಿರ್ದಿಷ್ಟ ಪ್ರಶ್ನೆಗಳು ಭಾಗ
ಫಾರ್ಮ್ ಮಾಡುವುದರ ಪ್ರಮುಖ ಉದ್ದೇಶ್ಯ ಏನು?
ಫಾರ್ಮ್ ಮಾಡುವುದನ್ನು ಮುಖ್ಯವಾಗಿ ಭಾಗಗಳನ್ನು ದೊಡ್ಡ ಪ್ರಮಾಣದಲ್ಲಿ ಸ್ಥಿರವಾಗಿ ಪುನರುತ್ಪಾದಿಸಲು ಸಾಧನಗಳನ್ನು ರಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಆಟೋಮೊಬೈಲ್, ಎಲೆಕ್ಟ್ರಾನಿಕ್ಸ್ ಮತ್ತು ವೈದ್ಯಕೀಯ ಸರಂಧ್ರಗಳಂತಹ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ ಸಾಮೂಹಿಕ ಉತ್ಪಾದನೆಗೆ ಅತ್ಯಂತ ಅವಶ್ಯಕ.
ಫಾರ್ಮ್ ಮಾಡುವುದರಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವಸ್ತುಗಳು ಯಾವುವು?
ಸಾಮಾನ್ಯ ವಸ್ತುಗಳಲ್ಲಿ ಲೋಹ, ಸಿಲಿಕಾನ್ ಮತ್ತು ಸಂಯೋಜಿತ ವಸ್ತುಗಳು ಸೇರಿವೆ. ಉಪಕರಣ ಉಕ್ಕು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಸೇರಿದಂತೆ ಲೋಹಗಳನ್ನು ಸ್ಥಿರವಾದ ಫಾರ್ಮ್ಗಳಿಗಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಆದರೆ ಸಿಲಿಕಾನ್ ಮತ್ತು ಸಂಯೋಜಿತ ವಸ್ತುಗಳು ಸಂಕೀರ್ಣ ಆಕಾರಗಳಿಗಾಗಿ ಬಳಕೆಗೆ ಹೆಚ್ಚು ಸ್ಥಿತಿಸ್ಥಾಪಕತೆಯನ್ನು ನೀಡುತ್ತವೆ.
ಫಾರ್ಮ್ ಮಾಡುವುದಕ್ಕೆ ವಸ್ತುಗಳನ್ನು ಹೇಗೆ ಆಯ್ಕೆ ಮಾಡಬೇಕು?
ವಸ್ತುಗಳ ಆಯ್ಕೆಯು ಕಠಿಣತೆ, ಉಷ್ಣ ವಾಹಕತೆ, ಕ್ಲಾಂತಿ ಪ್ರತಿರೋಧ ಮತ್ತು ಮುಂಚಿನ ಸಮಯ, ಯಾಂತ್ರಿಕ ಕೆಲಸ ಮಾಡುವ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಬಜೆಟ್ ಸೇರಿದಂತೆ ವ್ಯಾವಹಾರಿಕ ಅಂಶಗಳ ಆಧಾರದ ಮೇಲೆ ಆಗುತ್ತದೆ.
3D-ಮುದ್ರಿತ ಫಾರ್ಮ್ಗಳನ್ನು ಏಕೆ ಬಳಸಲಾಗುತ್ತದೆ?
ಮುಖ್ಯವಾಗಿ DMLS ತಂತ್ರಜ್ಞಾನದಿಂದ ತಯಾರಿಸಲಾದ 3D-ಮುದ್ರಿತ ಫಾರ್ಮ್ಗಳನ್ನು ಸಾಂಪ್ರದಾಯಿಕ ಯಾಂತ್ರಿಕ ಕೆಲಸದಿಂದ ಸಾಧಿಸಲು ಕಷ್ಟಕರವಾದ ಸಂಕೀರ್ಣ ಆಕಾರಗಳು ಮತ್ತು ಇನ್ಸರ್ಟ್ಗಳನ್ನು ರಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಪರಿವಿಡಿ
- ಮಾಡ್ಯೂಲ್ ತಯಾರಿಕೆ ಎಂದರೇನು? ಮೂಲಭೂತ ತತ್ವಗಳು ಮತ್ತು ಕೈಗಾರಿಕಾ ಅನ್ವಯಗಳು
- ಕೀ ಮಾಲ್ಡ್ ಮೇಕಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳು: ಸಾಂಪ್ರದಾಯಿಕ ಮೆಶಿನಿಂಗ್ನಿಂದ ಆಧುನಿಕ ಎಡಿಟಿವ್ ವಿಧಾನಗಳವರೆಗೆ
- ಮಾಡ್ಯೂಲ್ ತಯಾರಿಕೆಯಲ್ಲಿ ವಸ್ತುವಿನ ಆಯ್ಕೆ: ಉತ್ಪಾದನೆಯ ಅಗತ್ಯಗಳಿಗೆ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿಸುವುದು
- ಗುಣಮಟ್ಟ, ವೆಚ್ಚ ಮತ್ತು ಮುನ್ಸೂಚಿತ ಸಮಯಕ್ಕಾಗಿ ಮಾಲ್ಡ್ ಮೇಕಿಂಗ್ ಅನ್ನು ಆಪ್ಟಿಮೈಸ್ ಮಾಡುವುದು
- ನಿರ್ದಿಷ್ಟ ಪ್ರಶ್ನೆಗಳು ಭಾಗ