




ਮੌਲਡ ਬਣਾਉਣਾ ਕੀ ਹੈ? ਮੁੱਖ ਸਿਧਾਂਤ ਅਤੇ ਔਦਯੋਗਿਕ ਅਨੁਪ੍ਰਯੋਗ
ਫਾਰਮ ਬਣਾਉਣਾ ਇਹ ਖਾਸ ਟੂਲਾਂ ਨੂੰ ਬਣਾਉਣ ਬਾਰੇ ਹੈ, ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਧਾਤੂ, ਸਿਲੀਕਾਨ ਜਾਂ ਕੰਪੋਜ਼ਿਟ ਸਮੱਗਰੀਆਂ ਤੋਂ ਬਣਾਏ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਉਤਪਾਦਨ ਦੌਰਾਨ ਭਾਗਾਂ ਨੂੰ ਬਿਲਕੁਲ ਇੱਕੋ ਜਿਹੇ ਢੰਗ ਨਾਲ ਬਾਰ-ਬਾਰ ਨਕਲ ਕਰਦੇ ਹਨ। ਚੰਗੀ ਫਾਰਮ ਨਿਰਮਾਣ ਬਿਨਾਂ, ਅਸੀਂ ਮੈਡੀਕਲ ਉਪਕਰਣ, ਕਾਰ ਦੇ ਪੁਰਜੇ, ਸਮਾਰਟਫੋਨ ਜਾਂ ਭੋਜਨ ਦੀ ਪੈਕੇਜਿੰਗ ਵਰਗੀਆਂ ਚੀਜ਼ਾਂ ਨੂੰ ਇੰਨੀ ਵੱਡੀ ਸਕੇਲ 'ਤੇ ਨਿਰਮਾਣ ਨਹੀਂ ਕਰ ਸਕਦੇ। ਅਸਲ ਵਿੱਚ, ਜਦੋਂ ਗੱਲ ਇਸ ਤੱਕ ਆਉਂਦੀ ਹੈ ਤਾਂ ਸਿਰਫ਼ ਦੋ ਗੱਲਾਂ ਸਭ ਤੋਂ ਵੱਧ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀਆਂ ਹਨ: ਮਿਲੀਮੀਟਰ ਦੇ ਅੰਸ਼ਾਂ ਵਿੱਚ ਮਾਪ ਸਹੀ ਕਰਨਾ ਅਤੇ ਯਕੀਨੀ ਬਣਾਉਣਾ ਕਿ ਟੂਲ ਹਜ਼ਾਰਾਂ ਵਾਰ ਵਰਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ ਵੀ ਟੁੱਟੇ ਬਿਨਾਂ ਚੱਲੇ। ਉਦਾਹਰਣ ਲਈ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਲਈ ਲਓ। ਜਦੋਂ ਪਿਘਲੀ ਹੋਈ ਪਲਾਸਟਿਕ ਨੂੰ 20,000 ਪਾਊਂਡ ਪ੍ਰਤੀ ਵਰਗ ਇੰਚ ਦੇ ਦਬਾਅ 'ਤੇ ਸਟੀਲ ਦੇ ਫਾਰਮਾਂ ਵਿੱਚ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਫਾਰਮ ਨੂੰ ਆਪਣਾ ਆਕਾਰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬਰਕਰਾਰ ਰੱਖਣਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਗਰਮੀ ਨਾਲ ਹੋਣ ਵਾਲੇ ਨੁਕਸਾਨ ਨੂੰ ਵੀ ਰੋਕਣਾ ਹੁੰਦਾ ਹੈ। ਸਿਰਫ਼ 0.1 ਮਿਮੀ ਦੀ ਛੋਟੀ ਜਿਹੀ ਗਲਤੀ ਵੀ ਉਹਨਾਂ ਉਦਯੋਗਾਂ ਵਿੱਚ ਸਕ੍ਰੈਪ ਦਰ ਨੂੰ 15% ਤੱਕ ਵਧਾ ਸਕਦੀ ਹੈ ਜਿੱਥੇ ਸ਼ੁੱਧਤਾ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ। ਇਸੇ ਲਈ ਤਜਰਬੇਕਾਰ ਫਾਰਮ ਨਿਰਮਾਤਾ ਸਹੀ ਮਾਪਾਂ ਦੇ ਗਿਆਨ ਨੂੰ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਦੀ ਗਹਿਰੀ ਸਮਝ ਨਾਲ ਜੋੜਦੇ ਹਨ। ਉਨ੍ਹਾਂ ਦਾ ਕੰਮ ਉਤਪਾਦਨ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਚਲਾਉਣਾ, ਸਮੱਗਰੀ ਦੀ ਬਰਬਾਦੀ ਘਟਾਉਣਾ ਅਤੇ ਨਿਰਮਾਤਾਵਾਂ ਨੂੰ ਲਗਾਤਾਰ ਗੁਣਵੱਤਾ ਵਾਲੇ ਮਾਲ ਦਾ ਉਤਪਾਦਨ ਕਰਨ ਦੀ ਆਗਿਆ ਦੇਣਾ ਜਾਰੀ ਰੱਖਦਾ ਹੈ।

ਮੁੱਖ ਮੋਲਡ ਬਣਾਉਣ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ: ਪਾਰੰਪਰਿਕ ਮਸ਼ੀਨਿੰਗ ਤੋਂ ਆਧੁਨਿਕ ਐਡੀਟਿਵ ਵਿਧੀਆਂ ਤੱਕ
ਸਟੀਲ ਦੇ ਮੋਲਡਾਂ ਲਈ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ
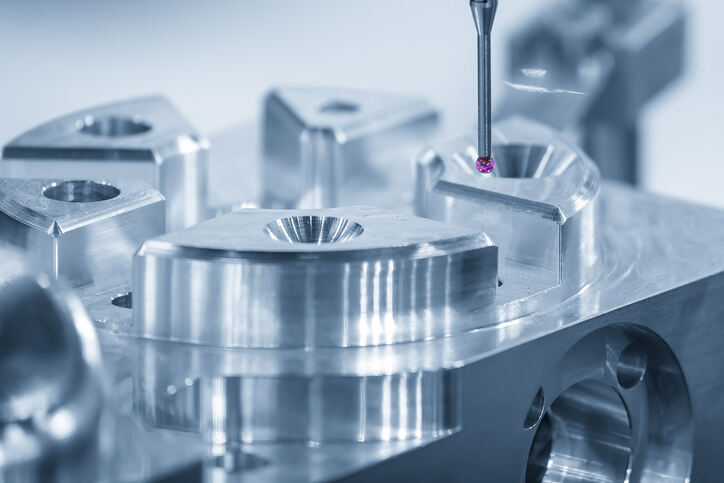
ਜਦੋਂ ਕਿ ਸਖਤ ਸਪੈਸੀਫਿਕੇਸ਼ਨਾਂ ਵਾਲੇ ਧਾਤੂ ਮੋਲਡਾਂ ਦੀਆਂ ਵੱਡੀਆਂ ਮਾਤਰਾਵਾਂ ਦਾ ਉਤਪਾਦਨ ਕੀਤਾ ਜਾ ਰਿਹਾ ਹੋਵੇ, ਤਾਂ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਅਜੇ ਵੀ ਸਭ ਤੋਂ ਵਧੀਆ ਵਿਕਲਪ ਹੈ, ਖਾਸ ਕਰਕੇ ਜਦੋਂ ਹਾਰਡਨਡ ਟੂਲ ਸਟੀਲ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਣਾਂ ਨਾਲ ਕੰਮ ਕੀਤਾ ਜਾ ਰਿਹਾ ਹੋਵੇ। ਇਹਨਾਂ ਮਸ਼ੀਨਾਂ ਦੁਆਰਾ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣ ਦਾ ਤਰੀਕਾ 0.01 ਮਿਮੀ ਦੇ ਟਾਲਰੈਂਸ ਪੱਧਰ 'ਤੇ ਅਤਿ ਸ਼ੁੱਧਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਦੇ ਯੋਗ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਲੈਂਸਾਂ, ਮੈਡੀਕਲ ਡਿਵਾਈਸ ਕੇਸਿੰਗਾਂ ਅਤੇ ਚੰਗੀ ਦਿੱਖ ਵਾਲੇ ਕਾਰ ਪਾਰਟਾਂ ਵਰਗੀਆਂ ਚੀਜ਼ਾਂ ਲਈ ਜ਼ਰੂਰੀ ਚਿਕਣੀ ਸਤਹਾਂ ਬਣਾਉਂਦਾ ਹੈ। ਹੁਣ ਜ਼ਿਆਦਾਤਰ ਦੁਕਾਨਾਂ ਵਿੱਚ ਚੰਗੀ ਤਰ੍ਹਾਂ ਵਿਕਸਿਤ ਸਾਫਟਵੇਅਰ ਪਾਥ ਅਤੇ ਆਟੋਮੈਟਿਕ ਟੂਲ ਸਵਿੱਚਿੰਗ ਸਿਸਟਮ ਹੁੰਦੇ ਹਨ, ਜਿਸ ਕਾਰਨ ਉਹ ਬਿਨਾਂ ਕਿਸੇ ਸਮੱਸਿਆ ਦੇ ਹਜ਼ਾਰਾਂ ਵਾਰ ਇੱਕੋ ਜਿਹੀ ਪ੍ਰਕਿਰਿਆ ਦੁਹਰਾ ਸਕਦੇ ਹਨ। ਇਸੇ ਕਾਰਨ ਬਹੁਤ ਸਾਰੇ ਨਿਰਮਾਤਾ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਅਤੇ ਡਾਈ ਕਾਸਟਿੰਗ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਆਪਣੇ ਲੰਬੇ ਉਤਪਾਦਨ ਚੱਕਰਾਂ ਲਈ ਇਸ ਪਦੋਤੀ ਨੂੰ ਅਪਣਾਉਂਦੇ ਹਨ, ਜਿੱਥੇ ਸਥਿਰਤਾ ਸਭ ਤੋਂ ਵੱਧ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ।

ਪ੍ਰੋਟੋਟਾਈਪਿੰਗ ਲਈ ਸਿਲੀਕਾਨ ਅਤੇ ਰੈਜ਼ਿਨ ਕਾਸਟਿੰਗ
ਸਿਲੀਕਾਨ ਰਬੜ ਦੀ ਢਾਂਚਾ-ਬਣਾਉਣ ਵਾਸਤੇ ਕੰਮ ਕਰਨ ਵਾਲੇ ਪ੍ਰੋਟੋਟਾਈਪ ਬਣਾਉਣ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਅਸਲ ਵਿੱਚ ਕਾਫੀ ਤੇਜ਼ ਅਤੇ ਬਜਟ-ਦੋਸਤ ਹੁੰਦੀ ਹੈ। ਤਰਲ ਸਿਲੀਕਾਨ ਰਬੜ, ਜਿਸਨੂੰ ਐਲ.ਐਸ.ਆਰ. (LSR) ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਮੂਲ ਮਾਡਲ ਤੋਂ ਸਾਰੇ ਪ੍ਰਕਾਰ ਦੇ ਬਾਰੀਕ ਵੇਰਵੇ, ਜਿਵੇਂ ਕਿ ਉਹ ਪੇਚੀਦਾ ਅੰਡਰਕੱਟ ਅਤੇ ਛੋਟੇ-ਛੋਟੇ ਟੈਕਸਚਰ, ਨੂੰ ਸਹੀ-ਸਹੀ ਉਤਾਰ ਲੈਂਦੀ ਹੈ। ਇਸ ਤੋਂ ਬਾਅਦ, ਅਸੀਂ ਪਾਲੀਯੂਰੀਥੇਨ ਰੈਜ਼ਿਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਭਾਗਾਂ ਨੂੰ ਢਾਲ ਸਕਦੇ ਹਾਂ ਅਤੇ ਸਿਰਫ਼ ਇੱਕ ਤੋਂ ਦੋ ਦਿਨਾਂ ਵਿੱਚ ਲਗਭਗ 50 ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਟੁਕੜੇ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹਾਂ। ਬੇਸ਼ਕ, ਇਸ ਵਿੱਚ ਸੀਮਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ ਕਿਉਂਕਿ ਢਾਂਚਾ ਆਖ਼ਰਕਾਰ ਘਿਸ ਜਾਂਦਾ ਹੈ, ਪਰ ਇਹ ਪਦ੍ਹਤੀ ਡਿਜ਼ਾਈਨਰਾਂ ਨੂੰ ਮਹਿੰਗੇ ਧਾਤੂ ਟੂਲਾਂ 'ਤੇ ਬਹੁਤ ਜ਼ਿਆਦਾ ਖਰਚ ਕੀਤੇ ਬਿਨਾਂ ਆਪਣੇ ਵਿਚਾਰਾਂ ਦੀ ਜਾਂਚ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ। ਇਹ ਅਸਲ ਵਿੱਚ ਉਤਪਾਦਨ ਵਿੱਚ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸ਼ਾਮਲ ਹੋਣ ਤੋਂ ਪਹਿਲਾਂ ਖਰਾਬ ਡਿਜ਼ਾਈਨ ਦੇ ਫੈਸਲਿਆਂ ਵਿਰੁੱਧ ਇੱਕ ਬੀਮਾ ਹੈ।

3D-ਮੁਦਰਿਤ ਢਾਂਚੇ ਅਤੇ ਹਾਈਬ੍ਰਿਡ ਕਾਰਜ-ਪ੍ਰਵਾਹ
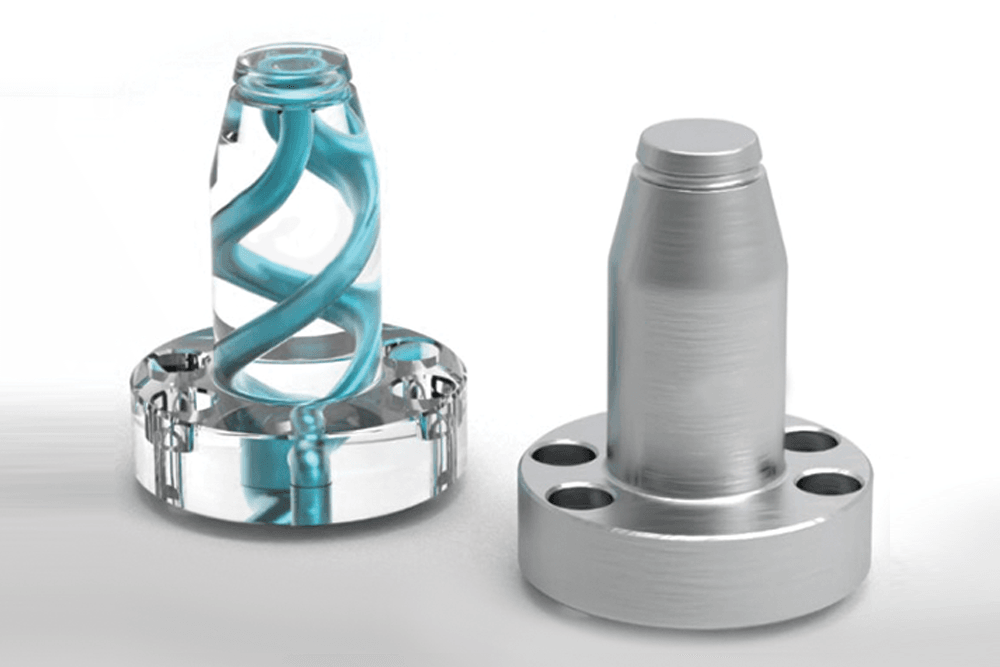
ਧਾਤੂ ਐਡੀਟਿਵ ਨਿਰਮਾਣ ਦੀ ਦੁਨੀਆ ਵਿੱਚ ਹਾਲ ਹੀ ਵਿੱਚ ਕਾਫੀ ਬਦਲਾਅ ਆਏ ਹਨ, ਖਾਸ ਕਰਕੇ ਡਾਇਰੈਕਟ ਮੈਟਲ ਲੇਜ਼ਰ ਸਿੰਟਰਿੰਗ (DMLS) ਟੈਕਨਾਲੋਜੀ ਦੇ ਮਾਮਲੇ ਵਿੱਚ। ਇਹ ਵਿਧੀ ਜਟਿਲ ਆਕਾਰਾਂ ਵਾਲੇ ਮੌਲਡ ਇਨਸਰਟਸ ਨੂੰ ਬਣਾਉਣ ਦੇ ਯੋਗ ਹੈ, ਜੋ ਕਿ ਪਰੰਪਰਾਗਤ ਮਸ਼ੀਨਿੰਗ ਤਕਨੀਕਾਂ ਦੀ ਵਰਤੋਂ ਨਾਲ ਸੰਭਵ ਨਹੀਂ ਹੁੰਦੇ। ਉਹ ਕੰਫਾਰਮਲ ਕੂਲਿੰਗ ਚੈਨਲਾਂ ਬਾਰੇ ਸੋਚੋ ਜਿਨ੍ਹਾਂ ਨਾਲ ਨਿਰਮਾਤਾ ਪਹਿਲਾਂ ਸੰਘਰਸ਼ ਕਰਦੇ ਸਨ। ਮਾਰੇਜਿੰਗ ਸਟੀਲ ਦੇ ਇਨਸਰਟਸ ਵੀ ਕਾਫੀ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹਨ, ਕਿਉਂਕਿ ਉਹ ਲਗਭਗ 500 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਤੱਕ ਦੀ ਗਰਮੀ ਨੂੰ ਸਹਿਣ ਕਰ ਸਕਦੇ ਹਨ, ਜੋ ਕਿ ਉਹਨਾਂ ਛੋਟੀਆਂ ਉਤਪਾਦਨ ਰਨਾਂ ਲਈ ਬਹੁਤ ਵਧੀਆ ਹੈ ਜਿੱਥੇ ਸਮਾਂ ਪੈਸੇ ਦੇ ਬਰਾਬਰ ਹੁੰਦਾ ਹੈ। ਕੁਝ ਕੰਪਨੀਆਂ ਨੇ ਇਹਨਾਂ 3D ਪ੍ਰਿੰਟੇਡ ਕੋਰਾਂ ਨੂੰ ਪੁਰਾਣੀਆਂ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਵਾਲੀਆਂ ਬੇਸ ਪਲੇਟਾਂ ਨਾਲ ਮਿਲਾ ਕੇ ਚੀਜ਼ਾਂ ਨੂੰ ਬਦਲਣਾ ਸ਼ੁਰੂ ਕਰ ਦਿੱਤਾ ਹੈ। ਨਤੀਜੇ? ਕੁਝ ਮਾਮਲਿਆਂ ਵਿੱਚ ਚੱਕਰ ਦੇ ਸਮੇਂ ਵਿੱਚ 30% ਤੋਂ ਲੈ ਕੇ 70% ਤੱਕ ਦੀ ਕਮੀ ਆ ਜਾਂਦੀ ਹੈ, ਬਿਨਾਂ ਅੰਤਿਮ ਉਤਪਾਦ ਦੀ ਤਾਕਤ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕੀਤੇ। ਇਹ ਹਾਈਬ੍ਰਿਡ ਪਹੁੰਚ ਖਾਸ ਕਰਕੇ ਬ੍ਰਿਜ ਟੂਲਿੰਗ ਲਈ ਬਹੁਤ ਵਧੀਆ ਕੰਮ ਕਰਦੀ ਹੈ ਅਤੇ ਹਾਲ ਹੀ ਵਿੱਚ ਜਰਨਲ ਆਫ਼ ਮੈਨੂਫੈਕਚਰਿੰਗ ਪ੍ਰੋਸੈਸਿਜ਼ ਵਿੱਚ 2023 ਵਿੱਚ ਪ੍ਰਕਾਸ਼ਿਤ ਹੋਈ ਹਾਲੀਆ ਖੋਜ ਅਨੁਸਾਰ, ਇਹ ਕੰਪਨੀਆਂ ਲਈ ਉਚਿਤ ਹੈ ਜੋ ਘੱਟ ਤੋਂ ਮੱਧਮ ਮਾਤਰਾ ਵਾਲੇ ਉਤਪਾਦਨ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀਆਂ ਹਨ।
ਫਾਰਮ ਬਣਾਉਣ ਵਿੱਚ ਸਮੱਗਰੀ ਦੀ ਚੋਣ: ਉਤਪਾਦਨ ਦੀਆਂ ਲੋੜਾਂ ਨਾਲ ਗੁਣਾਂ ਦਾ ਮੇਲ ਕਰਨਾ
ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਭਾਗ ਦੀ ਗੁਣਵੱਤਾ, ਟੂਲ ਦੀ ਉਮਰ ਅਤੇ ਕੁੱਲ ਮਾਲਕੀਤਾ ਦੀ ਲਾਗਤ ਨੂੰ ਨਿਯੰਤ੍ਰਿਤ ਕਰਦੀ ਹੈ। ਆਦਰਸ਼ ਚੋਣ ਯਾਂਤਰਿਕ ਪ੍ਰਦਰਸ਼ਨ—ਕਠੋਰਤਾ, ਥਰਮਲ ਚਾਲਕਤਾ, ਥਕਾਅ ਪ੍ਰਤੀਰੋਧ—ਅਤੇ ਵਿਵਹਾਰਿਕ ਸੀਮਾਵਾਂ ਜਿਵੇਂ ਕਿ ਲੀਡ ਟਾਈਮ, ਮਸ਼ੀਨਿੰਗ ਯੋਗਤਾ ਅਤੇ ਬਜਟ ਨੂੰ ਸੰਤੁਲਿਤ ਕਰਦੀ ਹੈ।
ਉੱਚ-ਮਾਤਰਾ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਾਂ ਲਈ ਸਟੀਲ ਮਿਸ਼ਰਣ
ਹਾਰਡਨਡ ਟੂਲ ਸਟੀਲ (ਜਿਵੇਂ ਕਿ P20, H13, S7) ਉੱਚ-ਸਾਈਕਲ ਪਲਾਸਟਿਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਲਈ ਉਦਯੋਗ ਦੇ ਮਿਆਰ ਹਨ। 45 HRC ਤੋਂ ਵੱਧ ਕਠੋਰਤਾ ਮੁੱਲਾਂ ਅਤੇ ਥਰਮਲ ਥਕਾਅ ਅਤੇ ਘਰਸ਼ਣ ਪ੍ਰਤੀ ਉੱਤਮ ਪ੍ਰਤੀਰੋਧ ਨਾਲ, ਇਹਨਾਂ ਨੂੰ 500,000+ ਸਾਈਕਲਾਂ ਤੱਕ ਵਿਸ਼ਵਸਨੀਯ ਢੰਗ ਨਾਲ ਸਹਿਣ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇਹਨਾਂ ਦੀ ਵੱਧ ਸ਼ੁਰੂਆਤੀ ਲਾਗਤ ਨੂੰ ਭਾਰੀ ਉਤਪਾਦਨ ਵਿੱਚ ਪ੍ਰਤੀ-ਭਾਗ ਟੂਲਿੰਗ ਦੀ ਬਹੁਤ ਘੱਟ ਲਾਗਤ ਨਾਲ ਮੁਆਵਜ਼ਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।
ਤੇਜ਼ ਟੂਲਿੰਗ ਲਈ ਐਲੂਮੀਨੀਅਮ ਅਤੇ ਜਿੰਕ
ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਧਾਤਾਂ (ਜਿਵੇਂ ਕਿ, 7075-T6) ਅਤੇ ਜਿੰਕ-ਆਧਾਰਿਤ ਮਿਸ਼ਰਤ ਧਾਤਾਂ ਸਟੀਲ ਦੀ ਤੁਲਨਾ ਵਿੱਚ 60% ਤੱਕ ਤੇਜ਼ੀ ਨਾਲ ਮਸ਼ੀਨ ਕੀਤੀਆਂ ਜਾ ਸਕਦੀਆਂ ਹਨ, ਜਿਸ ਨਾਲ ਲੀਡ ਟਾਈਮ ਵਿੱਚ ਕਾਫੀ ਕਮੀ ਆਉਂਦੀ ਹੈ। ਹਾਲਾਂਕਿ ਇਹ ਨਰਮ ਹੁੰਦੀਆਂ ਹਨ—ਅਤੇ ਇਸ ਲਈ ਇਹਨਾਂ ਦੀ ਸੀਮਾ 15,000–50,000 ਚੱਕਰਾਂ ਤੱਕ ਸੀਮਿਤ ਹੈ—ਪਰ ਇਹ ਪ੍ਰੋਟੋਟਾਈਪਿੰਗ, ਪਾਇਲਟ ਰਨਾਂ ਅਤੇ ਘੱਟ ਮਾਤਰਾ ਵਾਲੇ ਉਤਪਾਦਨ ਵਿੱਚ ਬਹੁਤ ਵਧੀਆ ਪ੍ਰਦਰਸ਼ਨ ਕਰਦੀਆਂ ਹਨ, ਜਿੱਥੇ ਗਤੀ ਅਤੇ ਡਿਜ਼ਾਈਨ ਦੀ ਦੁਹਰਾਈ ਦੀ ਮਹੱਤਤਾ ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਚੱਲਣ ਵਾਲੇਪਣ ਨੂੰ ਪਾਰ ਕਰ ਜਾਂਦੀ ਹੈ।
ਲੋਚਦਾਰ ਅਤੇ ਮਿਸ਼ਰਤ ਢਾਂਚਾ ਬਣਾਉਣ ਵਾਲੀਆਂ ਸਾਮਗਰੀਆਂ
ਸਿਲੀਕਾਨ, ਪਾਲੀਯੂਰੇਥੇਨ ਅਤੇ ਵੱਖ-ਵੱਖ ਐਪੋਕਸੀ ਕੰਪੋਜਿਟਸ ਵਰਗੀਆਂ ਸਮੱਗਰੀਆਂ ਜਟਿਲ ਭਾਗ ਆਕਾਰਾਂ ਨਾਲ ਸੌਦਾ ਕਰਨ ਵੇਲੇ ਬਹੁਤ ਚੰਗੀ ਲਚਕਤਾ ਪ੍ਰਦਾਨ ਕਰਦੀਆਂ ਹਨ। ਇਹ ਉਹਨਾਂ ਭਾਗਾਂ ਲਈ ਬਹੁਤ ਵਧੀਆ ਕੰਮ ਕਰਦੀਆਂ ਹਨ ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਉਹ ਮੁਸ਼ਕਲ ਗਹਿਰੀਆਂ ਅੰਡਰਕੱਟਸ ਹੁੰਦੀਆਂ ਹਨ ਜਾਂ ਜਿਨ੍ਹਾਂ ਨੂੰ ਬਹੁਤ ਵਿਸਤ੍ਰਿਤ ਸਤਹ ਟੈਕਸਚਰ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਇਨ੍ਹਾਂ ਸਮੱਗਰੀਆਂ ਦੀ ਲਚਕਦਾਰ ਪ੍ਰਕ੍ਰਿਤੀ ਉਤਪਾਦਨ ਤੋਂ ਬਾਅਦ ਇਨ੍ਹਾਂ ਨੂੰ ਢਾਂਚਿਆਂ ਤੋਂ ਬਾਹਰ ਕੱਢਣਾ ਆਸਾਨ ਬਣਾਉਂਦੀ ਹੈ। ਹਾਲਾਂਕਿ, ਇਹੀ ਗੁਣ ਇਨ੍ਹਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ ਦਬਾਅ ਵਾਲੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਸੰਭਾਲਣ ਦੇ ਯੋਗ ਨਹੀਂ ਬਣਾਉਂਦਾ। ਇਸ ਲਈ ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਘੱਟ ਦਬਾਅ ਵਾਲੀਆਂ ਨਿਰਮਾਣ ਵਿਧੀਆਂ ਵਿੱਚ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਜਿਵੇਂ ਕਿ ਯੂਰੀਥੇਨ ਕੈਸਟਿੰਗ ਤਕਨੀਕਾਂ ਜਾਂ ਵੈਕੂਮ ਫਾਰਮਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ। ਕੁਝ ਵਿਸ਼ੇਸ਼ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਜਿੱਥੇ ਗਰਮੀ ਪ੍ਰਬੰਧਨ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦਾ ਹੈ, ਨਿਰਮਾਤਾ ਅਕਸਰ ਉੱਨਤ ਕੰਪੋਜਿਟ ਸਮੱਗਰੀਆਂ ਬਣਾਉਣ ਲਈ ਸੇਰਾਮਿਕ ਜਾਂ ਧਾਤੂ ਕਣਾਂ ਨੂੰ ਮਿਲਾਉਂਦੇ ਹਨ। ਇਹ ਸੋਧੇ ਹੋਏ ਸੰਸਕਰਣ ਗਰਮੀਆਂ ਨੂੰ ਬਿਹਤਰ ਢੰਗ ਨਾਲ ਸੰਚਾਲਿਤ ਕਰਦੇ ਹਨ, ਜੋ ਉਹਨਾਂ ਵਿਸ਼ੇਸ਼ ਉਦਯੋਗਿਕ ਅਨੁਪ्रਯੋਗਾਂ ਵਿੱਚ ਬਹੁਤ ਉਪਯੋਗੀ ਹੁੰਦੇ ਹਨ ਜਿੱਥੇ ਉਤਪਾਦ ਰਾਹੀਂ ਗਰਮੀ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨਾ ਬਿਲਕੁਲ ਜ਼ਰੂਰੀ ਹੁੰਦਾ ਹੈ।
| ਮੈਟੀਰੀਅਲ ਟਾਈਪ | ਸਭ ਤੋਂ ਵਧੀਆ | ਸਾਈਕਲ ਜੀਵਨ | ਮੁੱਖ ਲਾਭ |
|---|---|---|---|
| ਟੂਲ ਸਟੀਲ | ਉੱਚ ਮਾਤਰਾ ਵਾਲੇ ਉਤਪਾਦਨ | 500,000+ ਚੱਕਰ | ਅਤਿ ਟਿਕਾਊਪਣ |
| ਐਲੂਮੀਨੀਅਮ/ਜਿੰਕ | ਪ੍ਰੋਟੋਟਾਈਪਿੰਗ/ਤੇਜ਼ ਉਤਪਾਦਨ | 15,000–50,000 ਚੱਕਰ | ਤੇਜ਼ ਮਸ਼ੀਨਿੰਗ |
| ਐਲਾਸਟੋਮਰਜ਼/ਕੰਪੋਜਿਟਸ | ਜਟਿਲ ਜਿਆਮਿਤੀਆਂ | 100–5,000 ਚੱਕਰ | ਡਿਜ਼ਾਈਨ ਲਚਕਤਾ |
ਅਗਰਣੀ ਨਿਰਮਾਤਾ ਉਤਪਾਦਨ ਦੇ KPIs ਨਾਲ ਸਾਮਗਰੀ ਦੇ ਗੁਣਾਂ—ਜਿਵੇਂ ਕਿ ਥਰਮਲ ਪ੍ਰਸਾਰ ਗੁਣਾਂਕ, ਥਰਮਲ ਪਾਰਗੁਣਤਾ, ਅਤੇ ਥੱਕਣ ਦੀ ਸੀਮਾ—ਨੂੰ ਸੰਤੁਲਿਤ ਕਰਦੇ ਹਨ ਤਾਂ ਜੋ ਟੂਲ ਦੇ ਜੀਵਨ ਚੱਕਰ ਭਰ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ।
ਗੁਣਵੱਤਾ, ਲਾਗਤ ਅਤੇ ਅਗਾਊਂ ਸਮੇਂ ਲਈ ਮੌਲਡ ਬਣਾਉਣ ਦੀ ਅਨੁਕੂਲਤਾ
ਫਾਰਮ ਬਣਾਉਣ ਤੋਂ ਚੰਗੇ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕਰਨਾ ਵਾਸਤਵਿਕ ਨਿਰਮਾਣ ਸ਼ੁਰੂ ਹੋਣ ਤੋਂ ਬਹੁਤ ਪਹਿਲਾਂ ਡਿਜ਼ਾਈਨ ਕੰਮ, ਸਿਮੁਲੇਸ਼ਨ ਟੈਸਟਿੰਗ ਅਤੇ ਸਹੀ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੇ ਚੁਣਾਅ ਨੂੰ ਇਕੱਠਾ ਕਰਨ 'ਤੇ ਵਾਸਤਵਿਕ ਤੌਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ। ਜਦੋਂ ਡਿਜ਼ਾਈਨਰ ਸ਼ੁਰੂ ਵਿੱਚ ਹੀ ਨਿਰਮਾਣਯੋਗਤਾ (ਮੈਨੂਫੈਕਚਰੇਬਿਲਿਟੀ) ਬਾਰੇ ਸੋਚਦੇ ਹਨ, ਤਾਂ ਉਹ ਆਮ ਤੌਰ 'ਤੇ ਉਚਿਤ ਡ੍ਰਾਫਟ ਐਂਗਲ (ਘੱਟੋ-ਘੱਟ 3 ਡਿਗਰੀ), ਦੀਵਾਰਾਂ ਜੋ ਪੂਰੀ ਲੰਬਾਈ ਵਿੱਚ ਇੱਕਸਾਰ ਮੋਟਾਈ ਬਣਾਈ ਰੱਖਦੀਆਂ ਹੋਣ, ਅਤੇ ਬਹੁਤ ਜਟਿਲ ਨਾ ਹੋਣ ਵਾਲੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਸ਼ਾਮਲ ਕਰਦੇ ਹਨ। ਇਹ ਪਹੁੰਚ ਆਮ ਤੌਰ 'ਤੇ ਮਸ਼ੀਨਿੰਗ ਸਮੇਂ ਨੂੰ ਲਗਭਗ 30% ਤੱਕ ਘਟਾ ਦਿੰਦੀ ਹੈ ਅਤੇ ਧਸੇ ਹੋਏ ਨਿਸ਼ਾਨ (ਸਿੰਕ ਮਾਰਕਸ) ਜਾਂ ਵਿਗੜੇ ਹੋਏ ਭਾਗਾਂ ਵਰਗੀਆਂ ਆਮ ਸਮੱਸਿਆਵਾਂ ਤੋਂ ਬਚਾਉਂਦੀ ਹੈ। ਸਿਮੁਲੇਸ਼ਨ ਸਾਫਟਵੇਅਰ ਇੰਜੀਨੀਅਰਾਂ ਨੂੰ ਗੇਟਾਂ ਦੀ ਸਥਿਤੀ, ਭਰਾਈ ਦੌਰਾਨ ਸਮੱਗਰੀ ਦੇ ਪ੍ਰਵਾਹ ਦੇ ਢੰਗ ਅਤੇ ਠੰਡਕ ਚੈਨਲਾਂ ਦੀ ਸਹੀ ਸ਼ਕਲ ਬਾਰੇ ਕੋਈ ਧਾਤੂ ਕੱਟਣ ਤੋਂ ਪਹਿਲਾਂ ਹੀ ਜਾਂਚ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ। ਇਹ ਪੈਸੇ ਬਚਾਉਂਦਾ ਹੈ ਕਿਉਂਕਿ ਇਹ ਭੌਤਿਕ ਪ੍ਰੋਟੋਟਾਈਪਾਂ ਦੀ ਲੋੜ ਨੂੰ ਲਗਭਗ ਅੱਧਾ ਘਟਾ ਦਿੰਦਾ ਹੈ। ਕੁਝ ਵਰਕਸ਼ਾਪਾਂ ਨੇ ਐਡੀਟਿਵ ਮੈਨੂਫੈਕਚਰਿੰਗ ਅਤੇ ਪਾਰੰਪਰਿਕ CNC ਵਿਧੀਆਂ ਦੇ ਮਿਸ਼ਰਣ ਰਾਹੀਂ ਕੰਫਾਰਮਲ ਠੰਡਕ (ਕੰਫਾਰਮਲ ਕੂਲਿੰਗ) ਤਕਨੀਕਾਂ ਦੀ ਵਰਤੋਂ ਸ਼ੁਰੂ ਕਰ ਦਿੱਤੀ ਹੈ। ਇਹ ਪ੍ਰਣਾਲੀਆਂ ਫਾਰਮ ਦੀ ਸਤਹ 'ਤੇ ਗਰਮੀ ਨੂੰ ਵੱਧ ਇੱਕਸਾਰ ਤਰੀਕੇ ਨਾਲ ਵੰਡਦੀਆਂ ਹਨ ਅਤੇ ਉਤਪਾਦਨ ਚੱਕਰਾਂ ਨੂੰ ਲਗਭਗ 25% ਤੱਕ ਤੇਜ਼ ਕਰ ਸਕਦੀਆਂ ਹਨ। ਇਹਨਾਂ ਵੱਖ-ਵੱਖ ਪਹੁੰਚਾਂ ਨੂੰ ਇਕੱਠਾ ਕਰਨਾ ਆਕਾਰਕ ਸ਼ੁੱਧਤਾ ਨੂੰ ±0.05mm ਦੀ ਸੀਮਾ ਵਿੱਚ ਬਣਾਏ ਰੱਖਦਾ ਹੈ, ਉਤਪਾਦਾਂ ਨੂੰ ਬਾਜ਼ਾਰ ਵਿੱਚ ਤੇਜ਼ੀ ਨਾਲ ਪਹੁੰਚਾਉਂਦਾ ਹੈ ਅਤੇ ਅੰਤ ਵਿੱਚ ਹਰੇਕ ਇਕਾਈ ਦੇ ਉਤਪਾਦਨ ਲਈ ਲਾਗਤ ਨੂੰ ਘਟਾ ਦਿੰਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਸਾਰੀਆਂ ਕਾਰਜਕ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਅਕਸਰ ਪੁੱਛੇ ਜਾਂਦੇ ਸਵਾਲ
ਫਾਰਮ ਬਣਾਉਣ ਦਾ ਮੁੱਖ ਉਦੇਸ਼ ਕੀ ਹੈ?
ਫਾਰਮ ਬਣਾਉਣ ਦੀ ਵਰਤੋਂ ਮੁੱਖ ਤੌਰ 'ਤੇ ਉਹਨਾਂ ਔਜ਼ਾਰਾਂ ਨੂੰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜੋ ਆਟੋਮੋਟਿਵ, ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਅਤੇ ਮੈਡੀਕਲ ਉਪਕਰਣਾਂ ਵਰਗੇ ਉਦਯੋਗਾਂ ਵਿੱਚ ਭਾਰੀ ਉਤਪਾਦਨ ਲਈ ਹਿੱਸੇ ਨੂੰ ਲਗਾਤਾਰ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਦੁਹਰਾਉਣ ਲਈ ਜ਼ਰੂਰੀ ਹੁੰਦੇ ਹਨ।
ਫਾਰਮ ਬਣਾਉਣ ਵਿੱਚ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਆਮ ਸਮੱਗਰੀਆਂ ਕੀ ਹਨ?
ਆਮ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਧਾਤੂ, ਸਿਲੀਕਾਨ ਅਤੇ ਕੰਪੋਜ਼ਿਟ ਸਮੱਗਰੀਆਂ ਸ਼ਾਮਲ ਹਨ। ਟੂਲ ਸਟੀਲ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਵਰਗੀਆਂ ਧਾਤੂਆਂ ਨੂੰ ਟਿਕਾਊ ਫਾਰਮਾਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਸਿਲੀਕਾਨ ਅਤੇ ਕੰਪੋਜ਼ਿਟ ਜਟਿਲ ਆਕਾਰਾਂ ਲਈ ਲਚਕਦਾਰਤਾ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ।
ਫਾਰਮ ਬਣਾਉਣ ਲਈ ਸਮੱਗਰੀਆਂ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ?
ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਕੁਝ ਗੁਣਾਂ ਜਿਵੇਂ ਕਿ ਕਠੋਰਤਾ, ਥਰਮਲ ਚਾਲਕਤਾ, ਥਕਾਵਟ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਵਿਵਹਾਰਿਕ ਕਾਰਕਾਂ ਜਿਵੇਂ ਕਿ ਲੀਡ ਟਾਈਮ, ਮਸ਼ੀਨਿੰਗ ਯੋਗਤਾ ਅਤੇ ਬਜਟ 'ਤੇ ਅਧਾਰਿਤ ਹੁੰਦੀ ਹੈ।
3D-ਮੁਦਰਿਤ ਫਾਰਮਾਂ ਦੀ ਵਰਤੋਂ ਕਿਸ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ?
dMLS ਟੈਕਨਾਲੋਜੀ ਨਾਲ ਬਣਾਏ ਗਏ 3D-ਮੁਦਰਿਤ ਫਾਰਮਾਂ ਨੂੰ ਜਟਿਲ ਆਕਾਰਾਂ ਅਤੇ ਇਨਸਰਟਾਂ ਨੂੰ ਬਣਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਜੋ ਪਾਰੰਪਰਿਕ ਮਸ਼ੀਨਿੰਗ ਨਾਲ ਪ੍ਰਾਪਤ ਕਰਨਾ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਉਤਪਾਦਨ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।