




Hva er formframstilling? Grunnleggende prinsipper og industrielle anvendelser
Å lage former handler om å skape spesielle verktøy, vanligvis laget av metall, silikon eller komposittmaterialer, som kopierer deler nøyaktig på samme måte, igjen og igjen, under produksjonen. Uten god formgjøring ville vi ikke vært i stand til å produsere ting som medisinsk utstyr, bilkomponenter, smarttelefoner eller til og med matpakninger i så stor skala. Det er egentlig bare to ting som teller mest: å få målene helt riktige innenfor brøkdeler av en millimeter og å sikre at verktøyet holder ut gjennom tusenvis av bruksomganger uten å gå i stykker. Ta injeksjonsformning som et eksempel. Når smeltet plast presses inn i stålførmer ved trykk over 20 000 pund per kvadratomtometer, må formen holde sin form perfekt samtidig som den tåler varmeskade. En minimal feil på bare 0,1 mm kan føre til at avfallsraten stiger med 15 % i industrier der presisjon er avgjørende. Derfor kombinerer erfarna formgjørere sin kunnskap om nøyaktige målinger med en dyp forståelse av ulike materialer. Arbeidet deres sikrer en jevn produksjon, reduserer materialeavfall og lar produsenter fortsette å levere kvalitetsprodukter konsekvent.

Nøkkelprosesser for fremstilling av former: Fra tradisjonell bearbeiding til moderne additiv fremstilling
CNC-bearbeiding for nøyaktige metallformer
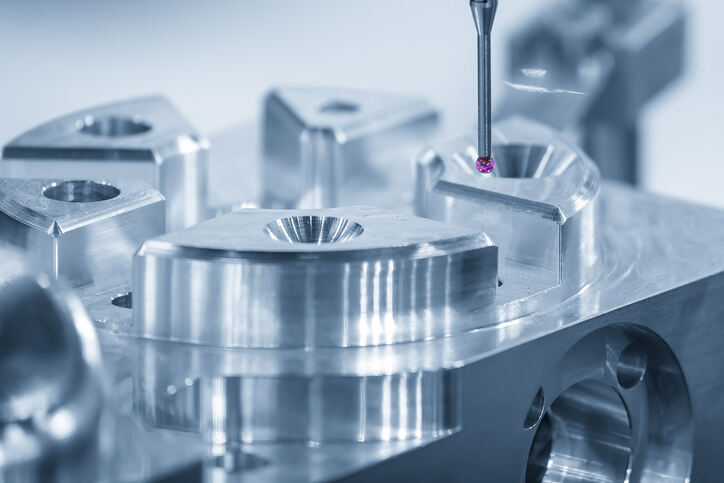
Når det gjelder produksjon av store mengder metallformer med strikte spesifikasjoner, står CNC-bearbeiding fortsatt som den beste løsningen, spesielt ved bruk av herdet verktøystål og aluminiumlegeringer. Den måten disse maskinene fjerner materiale på gir en utmerket nøyaktighet – med toleranser på ca. 0,01 mm – samt de glatte overflatene som kreves for blant annet linser, kabinetter til medisinske apparater og bilkomponenter som må se bra ut. De fleste verksteder har i dag velutviklede programvareløsninger og automatiserte verktøybyttesystemer, noe som betyr at de kan gjenta samme prosess tusenvis av ganger uten problemer. Derfor foretrekker mange produsenter denne metoden for lengre serier i injeksjonsmolding og die-casting-applikasjoner, der konsekvens og konsistens er avgjørende.

Silikon- og harpiksgjutning for prototyping
Silikon-gummi-formgiving er faktisk ganske rask og kostnadseffektiv når det gjelder fremstilling av fungerende prototyper. Væskeformet silikongummi, eller LSR som det kalles, fanger opp alle typer fine detaljer fra originalmodellen, inkludert de vanskelige underkutningene og de små strukturene. Etterpå kan vi støpe deler i polyuretanharv og få rundt 50 deler av god kvalitet på bare én til to dager. Selvfølgelig finnes det begrensninger, siden formen til slutt slites ut, men denne metoden lar designere teste sine ideer uten å bruke en formue på dyre metallverktøy først. Det er i praksis en forsikring mot dårlige designvalg før man går helt inn på produksjon.

3D-printede former og hybridarbeidsflyter
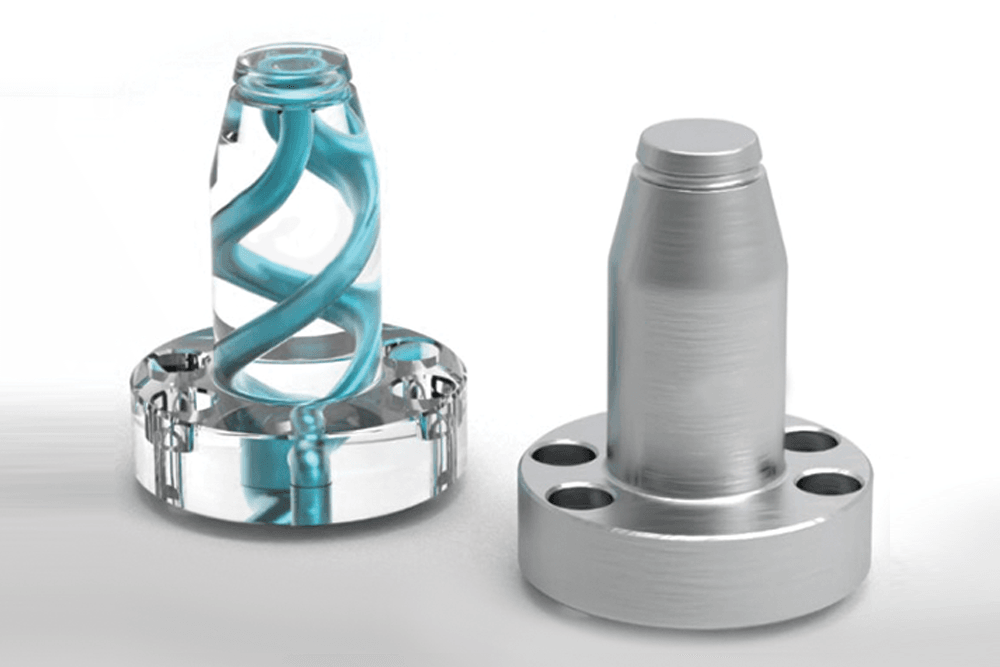
Verden av metalladditiv fremstilling har endret ting ganske mye de siste årene, spesielt når det gjelder Direct Metal Laser Sintering (DMLS)-teknologi. Denne metoden kan lage forminseter med komplekse former som enkelt ikke er mulig å produsere ved hjelp av tradisjonelle maskinbearbeidingsmetoder. Tenk på de konformale kjølekanalene som produsenter tidligere slappet med å lage. Maragingstål-inseter er også ganske imponerende, siden de tåler temperaturer opp til ca. 500 grader Celsius, noe som gjør dem svært egnet for korte produksjonsløp der tid er penger. Noen bedrifter har begynt å kombinere disse 3D-printede kjerneelementene med tradisjonelle CNC-bearbeidede baseplater. Resultatet? Syklustider reduseres med alt fra 30 % til så mye som 70 % i noen tilfeller, uten at styrken i det ferdige produktet svekkes. Denne hybride tilnærmingen fungerer spesielt godt for såkalt «bridge tooling» og er logisk for bedrifter med behov for lav til middels volumproduksjon, ifølge ny forskning publisert i Journal of Manufacturing Processes i 2023.
Materialvalg ved formframstilling: Tilpasse egenskaper til produksjonsbehov
Valg av materiale påvirker direkte delkvaliteten, verktøyets levetid og totalkostnaden for eierskap. Det optimale valget balanserer mekanisk ytelse – herunder hardhet, termisk ledningsevne og utmattelsesbestandighet – med praktiske begrensninger som levertid, bearbeidbarhet og budsjett.
Stållegeringer for injeksjonsformer til storserietproduksjon
Herdete verktøystål (f.eks. P20, H13, S7) er bransjestandarder for plastinjeksjonsformer med høy syklustall. Med hardhetsverdier over 45 HRC og fremragende motstand mot termisk utmatting og slitasje tåler de pålitelig mer enn 500 000 sykluser. Den høyere opprinnelige kostnaden kompenseres av betydelig lavere verktøykostnad per del i masseproduksjon.
Aluminium og sink for rask verktøyframstilling
Aluminiumlegeringer (f.eks. 7075-T6) og sinkbaserte legeringer bearbeides opp til 60 % raskere enn stål, noe som reduserer gjennomføringstiden betydelig. Selv om de er mykere – og dermed begrenset til 15 000–50 000 sykler – er de svært velegnet for prototyping, prøveproduksjon og lavvolumproduksjon, der hastighet og designiterasjon veier tyngre enn levetid.
Elastomeriske og komposittmoldmaterialer
Materialer som silikoner, polyuretaner og ulike epoksykomposittmaterialer gir virkelig god fleksibilitet ved håndtering av kompliserte delformer. De fungerer utmerket for deler med utfordrende, dype underkutter eller som krever svært detaljerte overflatestrukturer. Den elastiske egenskapen til disse materialene gjør det enklere å fjerne dem fra formene etter produksjonen. Imidlertid betyr denne samme egenskapen at de generelt ikke tåler høyt trykk. Derfor brukes de hovedsakelig i lavtrykksfremstillingsmetoder, som for eksempel uretangjutning eller vakuumformingsprosesser. I noen spesialtilfeller der varmehåndtering er viktig, legger produsenter noen ganger til keramiske eller metallpartikler for å lage avanserte komposittmaterialer. Disse modifiserte variantene leder varme bedre, noe som er nyttig for spesifikke industrielle anvendelser der det er absolutt nødvendig å kontrollere hvordan varme beveger seg gjennom et produkt.
| Materialetype | Beste for | Syklusliv | Nøkkel fordeling |
|---|---|---|---|
| Verktøystål | Høyt opplag | 500 000+ sykluser | Ekstrem Varighet |
| Aluminium/zink | Prototyping/rapide serier | 15 000–50 000 sykler | Raskere maskinbearbeiding |
| Elastomerer/komposittmaterialer | Komplekse geometrier | 100–5 000 sykler | Designfleksibilitet |
Ledende produsenter tilpasser materialeegenskaper – inkludert termisk utvidelseskoeffisient, termisk diffusivitet og utmattelsestråldgrense – til produksjons-KPI-er for å sikre konsekvent ytelse gjennom verktøyets levetid.
Optimalisering av formframstilling for kvalitet, kostnad og levertid
Å oppnå gode resultater ved formgiving av former avhenger virkelig av å integrere designarbeid, simuleringstesting og valg av riktige prosesser lenge før den faktiske fremstillingen starter. Når designere tenker på fremstillbarhet tidlig i prosessen, inkluderer de ofte elementer som passende uttrekkningsvinkler (minst 3 grader), veggtykkelse som er konstant over hele delen og funksjoner som ikke er for kompliserte. Denne tilnærmingen reduserer vanligvis maskinbearbeidingstiden med omtrent 30 % og hjelper til å unngå vanlige problemer som sinkmarkeringer eller deformerte deler. Simuleringsprogramvare lar ingeniører sjekke hvor inngangspunktene (gates) bør plasseres, hvordan materialet vil strømme under fylling og hvordan kjølekanalene bør se ut – alt dette før noen metall blir skåret. Dette sparer penger, siden antallet fysiske prototyper som kreves reduseres med omtrent halvparten. Noen verksteder har begynt å bruke konform kjøling ved å kombinere additiv fremstilling med tradisjonelle CNC-metoder. Disse systemene fordeler varmen mer jevnt over formens overflate og kan faktisk akselerere produksjonsytelsene med omtrent 25 %. Ved å kombinere disse ulike tilnærmingene opprettholdes dimensjonell nøyaktighet innenfor ±0,05 mm, produkter kommer raskere til markedet, og kostnadene per produsert enhet reduseres til slutt – uten at funksjonelle krav kompromitteres.
FAQ-avdelinga
Hva er hovedformålet med formgiving?
Formgiving brukes i første rekke til å lage verktøy som kan reproducere deler konsekvent i store mengder, noe som er avgjørende for masseproduksjon i industrier som bilindustrien, elektronikk og medisinsk utstyr.
Hva er vanlige materialer som brukes i formgiving?
Vanlige materialer inkluderer metall, silikon og komposittmaterialer. Metaller som verktøystål og aluminium brukes til slitesterke former, mens silikoner og kompositter gir fleksibilitet for komplekse former.
Hvordan velger man materialer til formgiving?
Materialvalg baseres på egenskaper som hardhet, termisk ledningsevne, utmattelsesbestandighet samt praktiske faktorer som levertid, bearbeidbarhet og budsjett.
Hva brukes 3D-printede former til?
3D-printede former, spesielt de som lages ved hjelp av DMLS-teknologi, brukes til å lage komplekse former og innsatsdeler som er vanskelige å oppnå med tradisjonell maskinbearbeiding, noe som forbedrer produksjonseffektiviteten.
Innholdsfortegnelse
- Hva er formframstilling? Grunnleggende prinsipper og industrielle anvendelser
- Nøkkelprosesser for fremstilling av former: Fra tradisjonell bearbeiding til moderne additiv fremstilling
- Materialvalg ved formframstilling: Tilpasse egenskaper til produksjonsbehov
- Optimalisering av formframstilling for kvalitet, kostnad og levertid
- FAQ-avdelinga