




Що таке виготовлення форм? Основні принципи та промислові застосування
Виготовлення форм — це процес створення спеціальних інструментів, зазвичай виготовлених із металу, силікону або композитних матеріалів, які дозволяють точно та багаторазово відтворювати деталі під час виробництва. Без якісного виготовлення форм ми не змогли б виробляти такі товари, як медичне обладнання, автокомплектуючі, смартфони чи навіть упаковку для їжі в таких масштабах. У кінцевому рахунку мають значення лише дві речі: точність вимірювань до часток міліметра та забезпечення тривалої експлуатації інструменту протягом тисяч циклів без виходу з ладу. Візьмемо, наприклад, лиття під тиском: коли розплавлений пластик вводиться в сталеві форми під тиском понад 20 000 фунтів на квадратний дюйм, форма повинна зберігати свою геометрію без змін і водночас витримувати теплове навантаження. Навіть незначна похибка всього в 0,1 мм може призвести до зростання відсотка браку на 15 % в галузях, де важлива максимальна точність. Саме тому досвідчені майстри з виготовлення форм поєднують глибокі знання точних вимірювань із ґрунтовним розумінням властивостей різних матеріалів. Їхня робота забезпечує безперебійну роботу виробництва, скорочує витрати матеріалів і дозволяє виробникам стабільно випускати продукцію високої якості.

Ключові процеси виготовлення форм: від традиційної обробки до сучасних адитивних методів
Фрезерування з ЧПУ для точних металевих форм
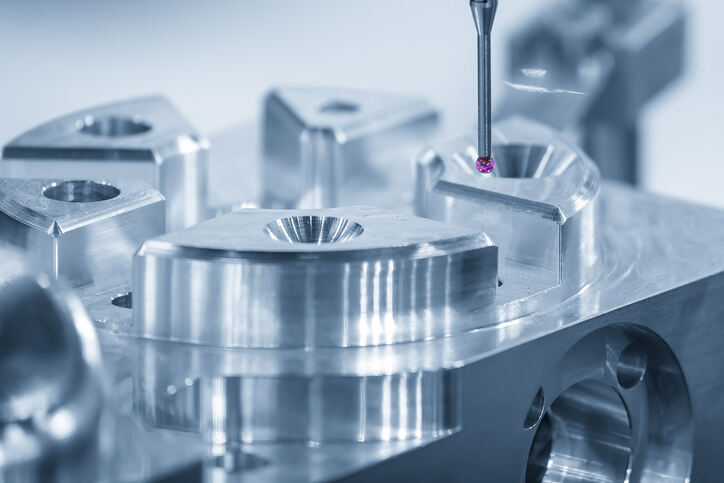
Коли йдеться про виробництво великої кількості металевих форм із жорсткими технічними вимогами, фрезерування з ЧПУ досі залишається найкращим варіантом, особливо при роботі з загартованими інструментальними сталями та алюмінієвими сплавами. Спосіб, яким ці верстати знімають матеріал, забезпечує надзвичайну точність — досягаючи допусків близько 0,01 мм, а також формує гладкі поверхні, необхідні для таких виробів, як лінзи, корпуси медичних пристроїв та автокомпоненти, що мають виглядати естетично. Більшість виробничих дільниць сьогодні мають добре розроблені програмні рішення та автоматизовані системи заміни інструментів, що дозволяє їм повторювати один і той самий процес тисячі разів без будь-яких проблем. Саме тому багато виробників продовжують використовувати цей підхід у тривалих серіях виробництва у застосуваннях лиття під тиском та лиття в інструментальні форми, де найважливішою є стабільність параметрів.

Силіконове та смоло-відливне виробництво прототипів
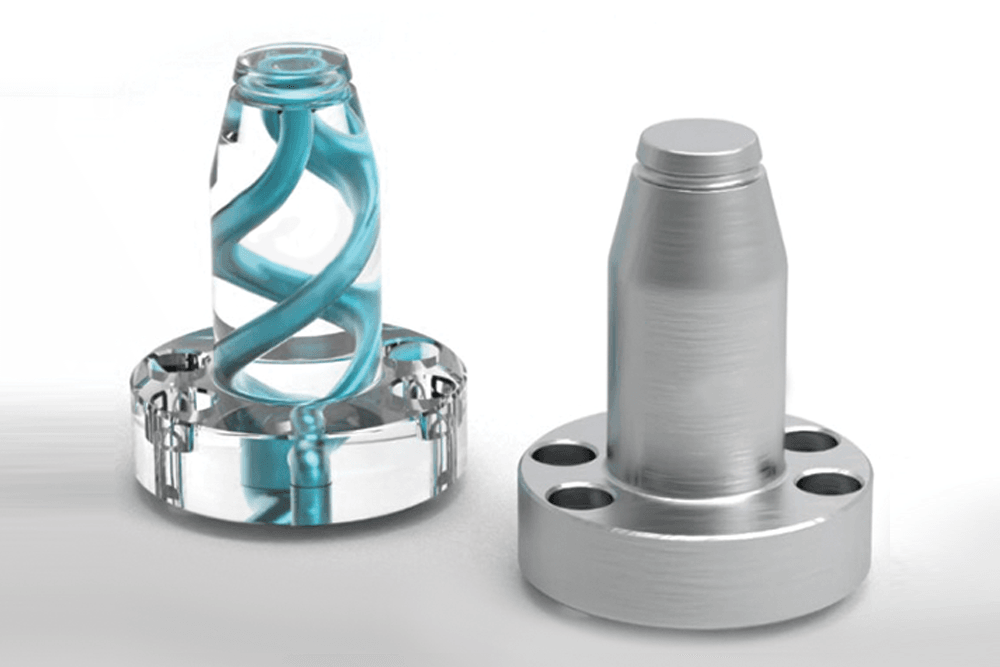
Формування з силіконової гуми — це досить швидкий і бюджетний спосіб виготовлення робочих прототипів. Рідка силіконова гума (LSR) точно передає всі тонкі деталі оригінальної моделі, у тому числі складні підрізки й мікротекстури. Після цього ми можемо відливати деталі з поліуретанової смоли й отримати близько 50 високоякісних виробів лише за один–два дні. Звичайно, існують обмеження, оскільки форма з часом зношується, але такий підхід дозволяє дизайнерам перевірити свої ідеї, не витрачаючи величезних коштів на дорогі металеві інструменти на початковому етапі. Це, по суті, страховка від помилок у дизайні до повного запуску виробництва.

форми, виготовлені методом 3D-друку, та гібридні робочі процеси
Світ адитивного виробництва металів останнім часом досить суттєво змінився, особливо щодо технології прямого лазерного спікання металів (DMLS). Цей метод дозволяє створювати вставки для форм складної конфігурації, які просто неможливо виготовити за допомогою традиційних методів механічної обробки. Уявіть собі конформні канали охолодження, з якими виробники раніше мали серйозні труднощі. Вставки з маражингової сталі також вражають своїми характеристиками: вони витримують температуру до приблизно 500 °C, що робить їх ідеальними для коротких виробничих партій, де час — це гроші. Деякі компанії почали поєднувати 3D-друковані серцевини з традиційними фрезерованими базовими плитами, виготовленими на верстатах ЧПУ. Результат? Тривалість циклу скорочується на 30–70 % у деяких випадках без втрати міцності кінцевого виробу. Такий гібридний підхід особливо ефективний для так званого «мостового» інструментального забезпечення й є доцільним для підприємств, що задовольняють потреби у виробництві невеликих і середніх партій, про що йдеться в недавньому дослідженні, опублікованому в журналі «Journal of Manufacturing Processes» у 2023 році.
Вибір матеріалу при виготовленні форм: узгодження властивостей із вимогами виробництва
Вибір матеріалу безпосередньо визначає якість виробів, термін служби інструменту та загальну вартість його експлуатації. Оптимальний вибір передбачає збалансування механічних характеристик — твердості, теплопровідності, стійкості до втоми — з практичними обмеженнями, такими як терміни виготовлення, оброблюваність та бюджет.
Сталеві сплави для високопродуктивних форм для лиття під тиском
Закалені інструментальні сталі (наприклад, P20, H13, S7) є галузевим стандартом для високоциклових пластикових форм для лиття під тиском. Завдяки твердості понад 45 HRC та високій стійкості до термічної втоми й абразивного зносу вони надійно витримують понад 500 000 циклів. Вища початкова вартість компенсується значно нижчою вартістю оснащення на один виріб у масовому виробництві.
Алюміній та цинк для швидкого виготовлення інструментів
Алюмінієві сплави (наприклад, 7075-T6) та цинк-вмісні сплави обробляються до 60 % швидше, ніж сталь, що значно скорочує терміни виготовлення. Хоча вони є м’якшими — і тому придатні лише для 15 000–50 000 циклів — вони чудово підходять для виготовлення прототипів, пробних партій та виробництва невеликих партій, де пріоритетом є швидкість та можливість ітерацій у проектуванні, а не тривалість експлуатації.
Еластомерні та композитні матеріали для форм
Матеріали, такі як силікони, поліуретани та різні епоксидні композити, забезпечують дуже хорошу гнучкість під час роботи зі складними формами деталей. Вони чудово підходять для деталей із складними глибокими підрізами або тих, що вимагають надто деталізованих поверхневих текстур. Еластична природа цих матеріалів спрощує їх виймання з форм після виробництва. Однак саме ця властивість означає, що вони, як правило, не можуть витримувати високий тиск. Саме тому їх переважно використовують у технологіях виробництва з низьким тиском, наприклад, у процесах лиття уретану або вакуумного формування. У деяких спеціальних випадках, коли важливе теплове управління, виробники іноді додають керамічні або металеві частинки для створення передових композитних матеріалів. Ці модифіковані версії краще проводять тепло, що є корисним у певних промислових застосуваннях, де контроль теплового потоку через виріб є обов’язковим.
| Тип матеріалу | Краще для | Цикл життя | Головна перевага |
|---|---|---|---|
| Інструментальним сталям | Великі тиражі | 500 000+ циклів | Екстремальна Тривалість |
| Алюміній/Цинк | Прототипування/Швидкі партії | 15 тис.–50 тис. циклів | Швидше фрезерування |
| Еластомери/Композити | Складні геометрії | 100–5 000 циклів | Гнучкість дизайну |
Ведучі виробники узгоджують властивості матеріалів — зокрема коефіцієнт теплового розширення, теплову дифузійність та межу втоми — із ключовими показниками ефективності виробництва, щоб забезпечити стабільність характеристик протягом усього терміну експлуатації інструменту.
Оптимізація виготовлення форм для забезпечення якості, вартості та строків виконання
Отримання хороших результатів у виготовленні форм дійсно залежить від поєднання роботи над проектуванням, імітаційного тестування та вибору правильних технологічних процесів задовго до початку фактичного виготовлення. Коли конструктори на ранніх етапах враховують можливості виробництва, вони, як правило, передбачають такі аспекти, як належні кути випуску (принаймні 3 градуси), стінки однакової товщини по всій довжині деталі та конструктивні елементи, що не є надто складними. Такий підхід, як правило, скорочує час механічної обробки приблизно на 30 % і допомагає уникнути типових проблем, таких як впадини або деформація деталей. Програмне забезпечення для імітації дозволяє інженерам перевірити місця розташування литників, характер розтікання матеріалу під час заповнення форми та конфігурацію каналів охолодження ще до того, як буде оброблено хоча б один шматок металу. Це дає економію коштів, оскільки кількість фізичних прототипів скорочується приблизно наполовину. Деякі виробничі дільниці почали застосовувати технології конформного охолодження, поєднуючи адитивне виробництво з традиційними методами ЧПУ. Такі системи забезпечують більш рівномірне розподілення тепла по поверхні форми й можуть прискорити цикли виробництва приблизно на 25 %. Поєднання цих різних підходів забезпечує точність розмірів у межах ±0,05 мм, прискорює вихід продукції на ринок та, в кінцевому підсумку, знижує собівартість одиниці продукції, одночасно відповідаючи всім функціональним вимогам.
Розділ запитань та відповідей
Яка основна мета виготовлення форм?
Виготовлення форм переважно використовується для створення інструментів, що дозволяють одержувати деталі у великих кількостях з високою повторюваністю, що є обов’язковою умовою масового виробництва в таких галузях, як автомобілебудування, електроніка та медичне обладнання.
Які матеріали найчастіше використовуються при виготовленні форм?
До поширених матеріалів належать метали, силікон та композитні матеріали. Для виготовлення довговічних форм застосовують сталі для інструментів та алюміній, тоді як силікони й композити забезпечують гнучкість, необхідну для складних форм.
Як вибирають матеріали для виготовлення форм?
Вибір матеріалу ґрунтується на таких властивостях, як твердість, теплопровідність, стійкість до втоми, а також на практичних факторах, зокрема термін виготовлення, оброблюваність та бюджет.
Для чого використовують форми, виготовлені методом 3D-друку?
форми, виготовлені методом 3D-друку, зокрема за технологією DMLS, використовуються для створення складних форм та вставок, які важко або неможливо отримати традиційними методами механічної обробки, що підвищує ефективність виробництва.
Зміст
- Що таке виготовлення форм? Основні принципи та промислові застосування
- Ключові процеси виготовлення форм: від традиційної обробки до сучасних адитивних методів
- Вибір матеріалу при виготовленні форм: узгодження властивостей із вимогами виробництва
- Оптимізація виготовлення форм для забезпечення якості, вартості та строків виконання
- Розділ запитань та відповідей