




การผลิตแม่พิมพ์คืออะไร? หลักการพื้นฐานและการประยุกต์ใช้ในอุตสาหกรรม
การผลิตแม่พิมพ์คือการสร้างเครื่องมือพิเศษเหล่านั้น ซึ่งมักทำจากโลหะ ซิลิโคน หรือวัสดุคอมโพสิต เพื่อจำลองชิ้นส่วนให้มีรูปร่างและขนาดตรงกันทุกชิ้นอย่างแม่นยำในการผลิตซ้ำๆ หลายครั้ง หากไม่มีการผลิตแม่พิมพ์ที่มีคุณภาพ เราจะไม่สามารถผลิตสินค้าต่างๆ เช่น อุปกรณ์ทางการแพทย์ ชิ้นส่วนรถยนต์ สมาร์ทโฟน หรือแม้แต่บรรจุภัณฑ์อาหารในระดับอุตสาหกรรมได้เลย มีเพียงสองสิ่งเท่านั้นที่สำคัญที่สุดเมื่อพิจารณาโดยรวม คือ (1) การวัดค่าให้ถูกต้องภายในเศษส่วนของมิลลิเมตร และ (2) การออกแบบให้แม่พิมพ์ทนทานต่อการใช้งานนับพันรอบโดยไม่เสียหาย ยกตัวอย่างเช่น กระบวนการขึ้นรูปแบบฉีด (Injection Molding) เมื่อพลาสติกหลอมละลายถูกฉีดเข้าไปในแม่พิมพ์เหล็กภายใต้แรงดันมากกว่า 20,000 ปอนด์ต่อตารางนิ้ว แม่พิมพ์จะต้องคงรูปร่างไว้อย่างสมบูรณ์แบบพร้อมทั้งต้านทานความเสียหายจากความร้อนได้ด้วย ความผิดพลาดเล็กน้อยเพียง 0.1 มิลลิเมตรอาจทำให้อัตราของเสียเพิ่มสูงขึ้นถึง 15% ในอุตสาหกรรมที่ความแม่นยำมีความสำคัญยิ่ง นี่คือเหตุผลที่ช่างทำแม่พิมพ์ผู้มีประสบการณ์จึงผสานความรู้ด้านการวัดค่าอย่างแม่นยำเข้ากับความเข้าใจอย่างลึกซึ้งเกี่ยวกับคุณสมบัติของวัสดุต่างๆ งานของพวกเขาช่วยให้กระบวนการผลิตดำเนินไปอย่างราบรื่น ลดของเสียจากวัสดุ และทำให้ผู้ผลิตสามารถผลิตสินค้าคุณภาพสูงได้อย่างสม่ำเสมอ

ขั้นตอนสำคัญในการผลิตแม่พิมพ์: จากการกลึงแบบดั้งเดิมสู่วิธีการเพิ่มเนื้อสารสมัยใหม่
การกลึงด้วยเครื่อง CNC สำหรับแม่พิมพ์โลหะที่มีความแม่นยำสูง
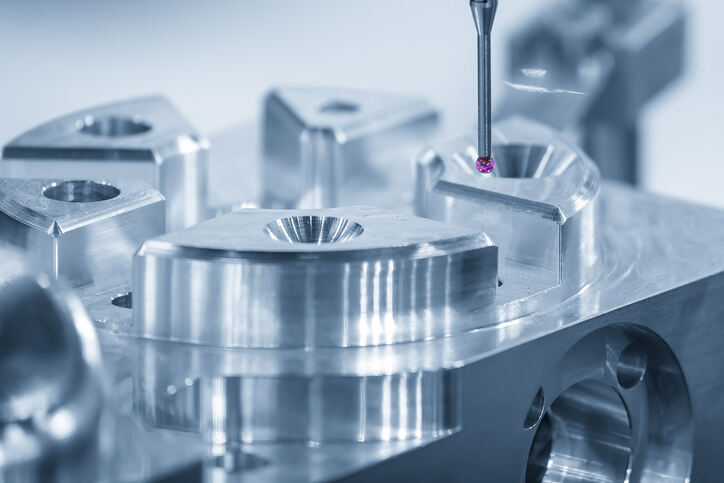
เมื่อพูดถึงการผลิตแม่พิมพ์โลหะในปริมาณมากโดยมีข้อกำหนดด้านความแม่นยำสูง การกลึงด้วยเครื่อง CNC ยังคงเป็นตัวเลือกที่ดีที่สุด โดยเฉพาะอย่างยิ่งเมื่อใช้งานกับเหล็กกล้าสำหรับทำแม่พิมพ์ที่ผ่านการชุบแข็งแล้วและโลหะผสมอลูมิเนียม เครื่องจักรเหล่านี้สามารถตัดวัสดุออกได้ด้วยความแม่นยำสูงมาก คือมีความคลาดเคลื่อนไม่เกิน 0.01 มม. และยังสร้างผิวเรียบเนียนที่จำเป็นสำหรับชิ้นส่วนต่าง ๆ เช่น เลนส์ อุปกรณ์ทางการแพทย์ และชิ้นส่วนรถยนต์ที่ต้องมีรูปลักษณ์ที่สวยงาม ปัจจุบันร้านผลิตส่วนใหญ่มีระบบซอฟต์แวร์ที่พัฒนาอย่างดีและระบบเปลี่ยนเครื่องมืออัตโนมัติ ซึ่งหมายความว่าสามารถทำซ้ำกระบวนการเดิมได้หลายพันครั้งโดยไม่เกิดปัญหา นี่จึงเป็นเหตุผลที่ผู้ผลิตจำนวนมากยังคงใช้วิธีนี้สำหรับการผลิตในระยะยาวในงานฉีดขึ้นรูป (injection molding) และงานหล่อแรงดันสูง (die casting) ซึ่งความสม่ำเสมอของผลิตภัณฑ์มีความสำคัญที่สุด

การหล่อแบบซิลิโคนและเรซินสำหรับการสร้างต้นแบบ
การขึ้นรูปด้วยยางซิลิโคนเป็นวิธีที่ค่อนข้างรวดเร็วและประหยัดงบประมาณมากเมื่อใช้ในการผลิตต้นแบบที่ใช้งานได้จริง ยางซิลิโคนเหลว หรือที่เรียกกันว่า LSR จะสามารถถ่ายทอดรายละเอียดทุกชนิดจากต้นแบบเดิมได้อย่างแม่นยำ รวมถึงส่วนที่มีความซับซ้อน เช่น ส่วนเว้า (undercuts) และพื้นผิวที่มีลวดลายเล็กจิ๋วต่างๆ หลังจากนั้น เราสามารถเทชิ้นส่วนด้วยเรซินโพลีอูรีเทนได้ และได้ชิ้นงานคุณภาพดีประมาณ 50 ชิ้นภายในเวลาเพียงหนึ่งถึงสองวัน แน่นอนว่าวิธีนี้มีข้อจำกัดอยู่บ้าง เนื่องจากแม่พิมพ์จะสึกกร่อนลงในที่สุด แต่วิธีนี้ช่วยให้นักออกแบบสามารถทดลองแนวคิดของตนได้โดยไม่ต้องลงทุนมหาศาลกับแม่พิมพ์โลหะราคาแพงก่อนการผลิตจริง กล่าวอีกนัยหนึ่ง นี่คือการประกันภัยเพื่อป้องกันการตัดสินใจออกแบบที่ผิดพลาด ก่อนที่จะลงทุนเต็มที่ในการผลิตจริง

แม่พิมพ์ที่พิมพ์ด้วยเทคโนโลยี 3 มิติ และกระบวนการทำงานแบบผสมผสาน
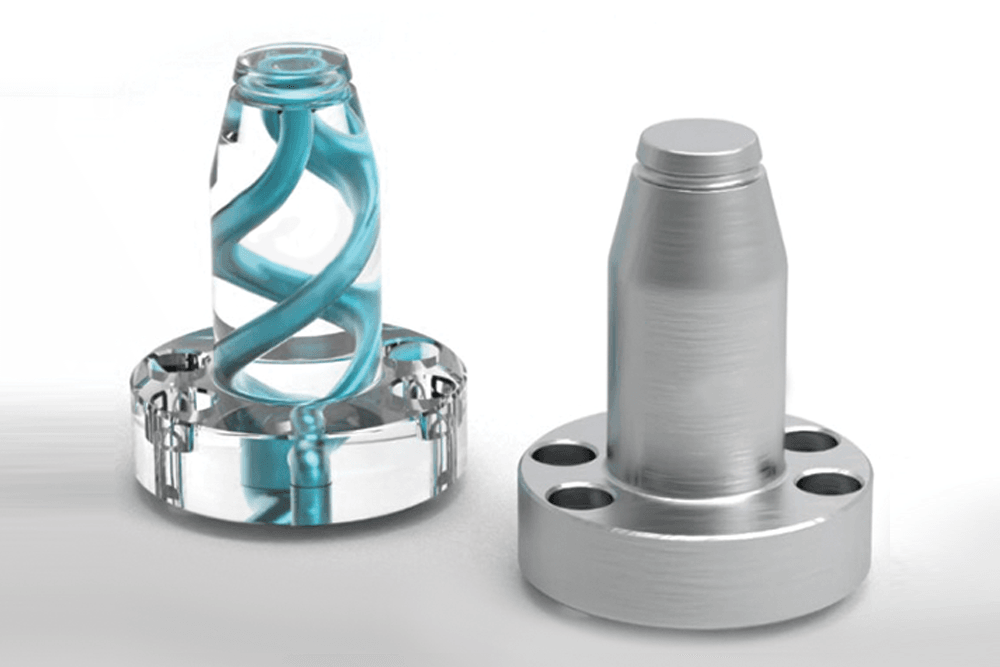
โลกของการผลิตชิ้นส่วนโลหะด้วยเทคโนโลยีการเพิ่มวัสดุ (Metal Additive Manufacturing) ได้เปลี่ยนแปลงสิ่งต่าง ๆ ไปค่อนข้างมากในช่วงไม่กี่ปีที่ผ่านมา โดยเฉพาะอย่างยิ่งในด้านเทคโนโลยีการเลเซอร์ซินเทอร์แบบตรง (Direct Metal Laser Sintering หรือ DMLS) ซึ่งวิธีการนี้สามารถสร้างชิ้นส่วนแม่พิมพ์ที่มีรูปร่างซับซ้อนได้ ซึ่งไม่สามารถทำได้ด้วยเทคนิคการกลึงแบบดั้งเดิมเลย ลองนึกถึงช่องระบายความร้อนแบบตามรูปทรง (conformal cooling channels) ที่ผู้ผลิตเคยประสบปัญหาในการผลิตมาก่อน ชิ้นส่วนแม่พิมพ์ที่ทำจากเหล็กชนิดมาราจิ้ง (Maraging steel) ก็โดดเด่นไม่แพ้กัน เนื่องจากสามารถทนความร้อนได้สูงถึงประมาณ 500 องศาเซลเซียส จึงเหมาะอย่างยิ่งสำหรับการผลิตในปริมาณน้อยที่ต้องการความรวดเร็ว เพราะเวลาคือเงิน บริษัทบางแห่งเริ่มทดลองผสมผสานแนวทางใหม่ด้วยการนำแกนกลางที่พิมพ์ด้วยเทคโนโลยี 3 มิติ (3D printed cores) มาประกอบเข้ากับแผ่นฐานที่ผลิตด้วยเครื่อง CNC แบบดั้งเดิม ผลลัพธ์ที่ได้คือ ระยะเวลาของแต่ละรอบการผลิต (cycle times) ลดลงได้ตั้งแต่ 30% ไปจนถึง 70% ในบางกรณี โดยไม่สูญเสียความแข็งแรงของผลิตภัณฑ์สุดท้ายแต่อย่างใด แนวทางแบบไฮบริดนี้ให้ผลลัพธ์ที่โดดเด่นเป็นพิเศษสำหรับสิ่งที่เรียกว่า 'bridge tooling' และยังสอดคล้องกับความต้องการของธุรกิจที่ผลิตสินค้าในปริมาณต่ำถึงปานกลาง ตามที่ปรากฏในการวิจัยล่าสุดที่ตีพิมพ์ในวารสาร Journal of Manufacturing Processes เมื่อปี ค.ศ. 2023
การเลือกวัสดุในการผลิตแม่พิมพ์: การจับคู่คุณสมบัติของวัสดุกับความต้องการในการผลิต
การเลือกวัสดุมีผลโดยตรงต่อคุณภาพของชิ้นส่วน อายุการใช้งานของแม่พิมพ์ และต้นทุนรวมในการเป็นเจ้าของ ทางเลือกที่เหมาะสมที่สุดจะต้องสร้างสมดุลระหว่างสมรรถนะเชิงกล—เช่น ความแข็ง ความสามารถในการนำความร้อน และความต้านทานต่อการเหนื่อยล้าจากแรงซ้ำๆ—กับข้อจำกัดเชิงปฏิบัติ เช่น ระยะเวลาในการจัดหา ความสะดวกในการกลึง และงบประมาณ
โลหะผสมเหล็กกล้าสำหรับแม่พิมพ์ฉีดพลาสติกแบบปริมาณสูง
เหล็กกล้าเครื่องมือแบบผ่านการอบแข็ง (เช่น P20, H13, S7) เป็นมาตรฐานอุตสาหกรรมสำหรับแม่พิมพ์ฉีดพลาสติกแบบใช้รอบสูง โดยมีค่าความแข็งมากกว่า 45 HRC และมีความต้านทานต่อการเสื่อมสภาพจากความร้อนและการสึกกร่อนได้ดีเยี่ยม จึงสามารถทนต่อการใช้งานได้มากกว่า 500,000 รอบอย่างเชื่อถือได้ ต้นทุนเริ่มต้นที่สูงกว่านี้จะคุ้มค่าเมื่อคำนวณเป็นต้นทุนต่อชิ้นในกระบวนการผลิตจำนวนมาก
อลูมิเนียมและสังกะสีสำหรับแม่พิมพ์แบบเร่งด่วน
โลหะผสมอลูมิเนียม (เช่น 7075-T6) และโลหะผสมที่มีส่วนประกอบหลักเป็นสังกะสีสามารถขึ้นรูปได้เร็วกว่าเหล็กถึง 60% ซึ่งช่วยลดระยะเวลาการผลิตลงอย่างมาก แม้วัสดุเหล่านี้จะมีความแข็งน้อยกว่า—จึงใช้งานได้เพียง 15,000–50,000 รอบเท่านั้น—แต่ก็เหมาะอย่างยิ่งสำหรับการสร้างต้นแบบ การทดลองผลิตในระยะแรก และการผลิตในปริมาณน้อย ซึ่งความเร็วและกระบวนการปรับปรุงแบบจำลองมีความสำคัญมากกว่าอายุการใช้งาน
วัสดุแม่พิมพ์แบบอีลาสโตเมอริกและคอมโพสิต
วัสดุประเภทซิลิโคน โพลีอูรีเทน และคอมโพสิตเรซินอีพอกซีต่างๆ มีความยืดหยุ่นสูงมาก จึงเหมาะอย่างยิ่งสำหรับการผลิตชิ้นส่วนที่มีรูปร่างซับซ้อน วัสดุเหล่านี้ใช้งานได้ดีมากกับชิ้นส่วนที่มีส่วนเว้าลึก (deep undercuts) หรือต้องการพื้นผิวที่มีรายละเอียดสูงมาก คุณสมบัติความยืดหยุ่นของวัสดุเหล่านี้ทำให้สามารถถอดชิ้นงานออกจากแม่พิมพ์หลังการผลิตได้ง่ายขึ้น อย่างไรก็ตาม คุณสมบัตินี้เองก็หมายความว่าวัสดุเหล่านี้โดยทั่วไปไม่สามารถทนต่อแรงดันสูงได้ จึงมักนำมาใช้ในกระบวนการผลิตที่ใช้แรงดันต่ำ เช่น เทคนิคการหล่อเรซินยูรีเทน (urethane casting) หรือกระบวนการขึ้นรูปด้วยสุญญากาศ (vacuum forming) เป็นต้น สำหรับกรณีพิเศษบางประการที่ต้องควบคุมอุณหภูมิอย่างเข้มงวด ผู้ผลิตอาจเติมอนุภาคเซรามิกหรือโลหะลงในวัสดุเพื่อสร้างวัสดุคอมโพสิตขั้นสูง วัสดุที่ผ่านการปรับปรุงนี้มีความสามารถในการนำความร้อนได้ดีขึ้น ซึ่งมีประโยชน์อย่างยิ่งในแอปพลิเคชันอุตสาหกรรมเฉพาะที่จำเป็นต้องควบคุมการถ่ายเทความร้อนผ่านผลิตภัณฑ์อย่างแม่นยำ
| ประเภทวัสดุ | ดีที่สุดสําหรับ | วงจรชีวิต | ข้อได้เปรียบหลัก |
|---|---|---|---|
| เหล็กกล้าสำหรับทำแม่พิมพ์ | ปริมาณงานสูง | 500,000 รอบขึ้นไป | ความทนทานสูง |
| อะลูมิเนียม/สังกะสี | การสร้างต้นแบบ/การผลิตแบบเร่งด่วน | 15,000–50,000 รอบ | การกลึงที่รวดเร็วกว่า |
| อีลาสโตเมอร์/คอมโพสิต | เรขาคณิตที่ซับซ้อน | 100–5,000 รอบ | ความยืดหยุ่นในการออกแบบ |
ผู้ผลิตชั้นนำจัดสมบูรณ์คุณสมบัติของวัสดุ — รวมถึงสัมประสิทธิ์การขยายตัวจากความร้อน ความสามารถในการกระจายความร้อน และเกณฑ์ความล้า — ให้สอดคล้องกับตัวชี้วัดประสิทธิภาพหลัก (KPIs) ของการผลิต เพื่อให้มั่นใจในความสม่ำเสมอของประสิทธิภาพตลอดอายุการใช้งานของแม่พิมพ์
การปรับปรุงกระบวนการผลิตแม่พิมพ์เพื่อคุณภาพ ต้นทุน และระยะเวลาการผลิต
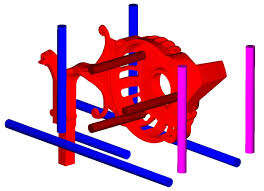
การได้ผลลัพธ์ที่ดีจากการขึ้นรูปแม่พิมพ์นั้นขึ้นอยู่กับการบูรณาการงานออกแบบ การจำลองทดสอบ และการเลือกกระบวนการที่เหมาะสม ตั้งแต่ระยะเริ่มต้นก่อนที่จะเริ่มการผลิตจริงเสียอีก เมื่อนักออกแบบพิจารณาความเป็นไปได้ในการผลิตตั้งแต่เนิ่นๆ มักจะรวมองค์ประกอบต่างๆ เช่น มุมเอียงสำหรับถอดชิ้นงาน (อย่างน้อย 3 องศา) ผนังที่มีความหนาสม่ำเสมอทั่วทั้งชิ้นงาน และลักษณะรูปทรงที่ไม่ซับซ้อนเกินไป แนวทางนี้มักช่วยลดเวลาการกลึงลงประมาณ 30% และช่วยหลีกเลี่ยงปัญหาทั่วไป เช่น รอยบุ๋มจากจุดเย็นตัว (sink marks) หรือชิ้นส่วนบิดงอ (warped parts) ซอฟต์แวร์จำลองช่วยให้วิศวกรตรวจสอบตำแหน่งของช่องป้อนวัสดุ (gates) รูปแบบการไหลของวัสดุขณะเติมแม่พิมพ์ (material flow during filling) และรูปร่างของช่องระบายความร้อน (cooling channels) ทั้งหมดนี้ก่อนที่จะมีการตัดโลหะแม้แต่น้อย ซึ่งช่วยประหยัดค่าใช้จ่าย เนื่องจากสามารถลดจำนวนต้นแบบจริงที่ต้องผลิตลงได้ประมาณครึ่งหนึ่ง บางโรงงานเริ่มนำเทคนิคการระบายความร้อนแบบโค้งตามผิวแม่พิมพ์ (conformal cooling) มาใช้ โดยผสมผสานระหว่างการผลิตแบบเพิ่มวัสดุ (additive manufacturing) กับวิธีการกัดด้วยเครื่อง CNC แบบดั้งเดิม ระบบนี้กระจายความร้อนได้อย่างสม่ำเสมอมากขึ้นทั่วพื้นผิวแม่พิมพ์ และสามารถเร่งรอบการผลิตได้จริงประมาณ 25% การผสานรวมแนวทางต่างๆ เหล่านี้เข้าด้วยกันช่วยรักษาความแม่นยำด้านมิติไว้ภายในช่วง ±0.05 มม. ทำให้สินค้าออกสู่ตลาดได้เร็วขึ้น และในที่สุดยังช่วยลดต้นทุนต่อหน่วยที่ผลิตได้ ทั้งนี้โดยยังคงตอบสนองความต้องการด้านการทำงานทั้งหมดอย่างครบถ้วน
ส่วน FAQ
วัตถุประสงค์หลักของการทำแม่พิมพ์คืออะไร
การทำแม่พิมพ์ใช้เป็นหลักในการสร้างเครื่องมือที่สามารถผลิตชิ้นส่วนซ้ำๆ ได้อย่างสม่ำเสมอในปริมาณมาก ซึ่งเป็นสิ่งจำเป็นสำหรับการผลิตจำนวนมากในอุตสาหกรรมต่างๆ เช่น อุตสาหกรรมยานยนต์ อุตสาหกรรมอิเล็กทรอนิกส์ และอุปกรณ์ทางการแพทย์
วัสดุที่นิยมใช้ในการทำแม่พิมพ์มีอะไรบ้าง
วัสดุที่นิยมใช้ ได้แก่ โลหะ ซิลิโคน และวัสดุคอมโพสิต โดยโลหะ เช่น เหล็กกล้าสำหรับทำแม่พิมพ์และอลูมิเนียม ใช้สำหรับแม่พิมพ์ที่ต้องการความทนทาน ในขณะที่ซิลิโคนและวัสดุคอมโพสิตให้ความยืดหยุ่นที่เหมาะสมสำหรับรูปร่างที่ซับซ้อน
การเลือกวัสดุสำหรับการทำแม่พิมพ์ควรพิจารณาอย่างไร
การเลือกวัสดุขึ้นอยู่กับคุณสมบัติต่างๆ เช่น ความแข็ง ความสามารถในการนำความร้อน ความต้านทานต่อการเหนื่อยล้า รวมทั้งปัจจัยเชิงปฏิบัติ เช่น ระยะเวลาในการจัดหา (lead time) ความสามารถในการขึ้นรูปด้วยเครื่องจักร (machinability) และงบประมาณ
แม่พิมพ์ที่พิมพ์ด้วยเทคโนโลยี 3 มิติใช้ทำอะไร
แม่พิมพ์ที่พิมพ์ด้วยเทคโนโลยี 3 มิติ โดยเฉพาะแม่พิมพ์ที่ผลิตด้วยเทคโนโลยี DMLS ใช้สำหรับการสร้างรูปร่างที่ซับซ้อนและชิ้นส่วนแทรก (inserts) ที่ยากจะผลิตด้วยวิธีการกลึงแบบดั้งเดิม ซึ่งช่วยเพิ่มประสิทธิภาพในการผลิต
สารบัญ
- การผลิตแม่พิมพ์คืออะไร? หลักการพื้นฐานและการประยุกต์ใช้ในอุตสาหกรรม
- ขั้นตอนสำคัญในการผลิตแม่พิมพ์: จากการกลึงแบบดั้งเดิมสู่วิธีการเพิ่มเนื้อสารสมัยใหม่
- การเลือกวัสดุในการผลิตแม่พิมพ์: การจับคู่คุณสมบัติของวัสดุกับความต้องการในการผลิต
- การปรับปรุงกระบวนการผลิตแม่พิมพ์เพื่อคุณภาพ ต้นทุน และระยะเวลาการผลิต
- ส่วน FAQ