




ระบุวัสดุ ค่าความคลาดเคลื่อนที่ยอมรับได้ (Tolerances) ปริมาณการผลิต และใบรับรองเฉพาะอุตสาหกรรม
การระบุปัจจัยหลักสี่ประการนี้ช่วยคัดกรองบริษัทผลิตชิ้นส่วนแบบไดคัสติ้งที่ไม่เหมาะสมออกตั้งแต่ขั้นตอนแรก ลองเริ่มจากวัสดุก่อน ส่วนใหญ่ชิ้นส่วนไดคัสติ้งจะผลิตจากโลหะผสมอลูมิเนียม เนื่องจากให้ความแข็งแรงสูงแต่น้ำหนักเบา ซึ่งครอบคลุมประมาณ 80% ของชิ้นส่วนทั้งหมด อย่างไรก็ตาม สำหรับการออกแบบที่ซับซ้อนหรือผนังบางมาก วัสดุสังกะสีจะให้ผลดีกว่า ต่อมาคือความคลาดเคลื่อนเชิงมิติ (Dimensional Tolerances) ชิ้นส่วนยานยนต์ต้องการค่าความคลาดเคลื่อนที่แม่นยำมาก คือ ±0.1 มม. ซึ่งทำให้ต้นทุนการผลิตแม่พิมพ์สูงขึ้นเมื่อเทียบกับผลิตภัณฑ์สำหรับผู้บริโภคที่ยอมรับความคลาดเคลื่อนได้ถึง ±0.3 มม. ปริมาณการผลิตก็มีความสำคัญเช่นกัน เมื่อสั่งซื้อในปริมาณต่ำกว่า 10,000 ชิ้น บริษัทมักเลือกใช้แม่พิมพ์แบบเร่งด่วน (Quick Turnaround Tools) แต่สำหรับคำสั่งซื้อขนาดใหญ่จำเป็นต้องใช้แม่พิมพ์ที่ทำจากเหล็กกล้าที่ผ่านการชุบแข็งเพื่อรักษาความสม่ำเสมอของคุณภาพตลอดระยะเวลาการผลิต นอกจากนี้ การรับรองมาตรฐานก็มีความสำคัญด้วย ขณะนี้มาตรฐาน ISO 9001 ถือเป็นสิ่งที่พบได้ทั่วไป แต่บางอุตสาหกรรมมีข้อกำหนดที่เข้มงวดกว่านั้น เช่น สัญญาด้านกลาโหมที่ควบคุมโดยกฎระเบียบ ITAR หรือชิ้นส่วนอากาศยานที่ต้องได้รับการรับรองตามมาตรฐาน AS9100 ซึ่งหมายความว่า ผู้จัดจำหน่ายใดก็ตามที่ไม่มีเอกสารรับรองที่ถูกต้องจะถูกตัดออกจากกระบวนการทันที การจดบันทึกข้อกำหนดทั้งหมดเหล่านี้ไว้อย่างชัดเจนจะช่วยเร่งกระบวนการค้นหาพันธมิตรที่เหมาะสม และทำให้ทุกฝ่ายมีความเข้าใจตรงกันตลอดโครงการ

จัดแนวความต้องการเชิงหน้าที่ให้สอดคล้องกับมาตรฐานด้านกฎระเบียบ (เช่น มาตรฐาน IATF สำหรับอุตสาหกรรมยานยนต์ และมาตรฐาน ISO 13485 สำหรับอุตสาหกรรมการแพทย์)
การกำหนดกฎระเบียบให้ถูกต้องตั้งแต่เริ่มต้นจะช่วยประหยัดค่าใช้จ่ายอันมหาศาลที่บริษัทอาจต้องเผชิญในอนาคต เช่น การออกแบบผลิตภัณฑ์ใหม่ทั้งหมด จัดการกับการเรียกคืนสินค้า หรือประสบความล่าช้าอย่างรุนแรงก่อนเปิดตัวผลิตภัณฑ์ใหม่ใดๆ สำหรับชิ้นส่วนยานยนต์ ผู้ผลิตจำเป็นต้องได้รับการรับรองมาตรฐาน IATF 16949 และนำวิธีการป้องกันข้อผิดพลาด (poka-yoke) รวมทั้งการวิเคราะห์ความล้มเหลวของกระบวนการ (process FMEAs) มาใช้เพื่อตรวจจับข้อผิดพลาดตั้งแต่เนิ่นๆ ส่วนอุปกรณ์ทางการแพทย์ที่ต้องได้รับการอนุมัติจากสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) ทั้งหมดจะต้องผลิตตามมาตรฐาน ISO 13485 ซึ่งหมายความว่าต้องติดตามแหล่งที่มาของวัสดุอย่างครบถ้วนตลอดกระบวนการผลิต และใช้เทคนิคการหล่อที่เหมาะสมสำหรับห้องสะอาด (cleanrooms) ผู้ผลิตอุปกรณ์อิเล็กทรอนิกส์ยังจำเป็นต้องตรวจสอบด้วยว่าผลิตภัณฑ์ของตนสอดคล้องกับข้อกำหนด RoHS และ REACH เพื่อจำกัดสารอันตราย นอกจากนี้ อย่าลืมว่าส่วนประกอบที่เกี่ยวข้องโดยตรงกับความปลอดภัยซึ่งจะส่งออกไปยังยุโรป ต้องปฏิบัติตามบทบัญญัติว่าด้วยเครื่องจักรของสหภาพยุโรป (EU Machinery Directive) ด้วย ข้อมูลอุตสาหกรรมระบุว่า การไม่ปฏิบัติตามกฎระเบียบเหล่านี้อาจทำให้เกิดความล่าช้าในการนำผลิตภัณฑ์ออกสู่ตลาดประมาณ 18 เดือน ทั้งนี้ ในการประเมินผู้ขาย อย่าลืมเปรียบเทียบปัจจัยต่างๆ เช่น ความทนทานของวัสดุเมื่อเวลาผ่านไป หรือความสามารถในการทนความร้อน เทียบกับข้อกำหนดตามกฎระเบียบที่เกี่ยวข้องจริงๆ

ประเมินศักยภาพด้านเทคนิคของผู้ผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปแบบไดคัสติ้ง
ประเมินความเชี่ยวชาญด้านโลหะผสม ตัวเลือกกระบวนการหล่อขึ้นรูปแบบไดคัสติ้ง (ห้องหลอมร้อน/ห้องหลอมเย็น) และการผลิตแม่พิมพ์ภายในโรงงาน
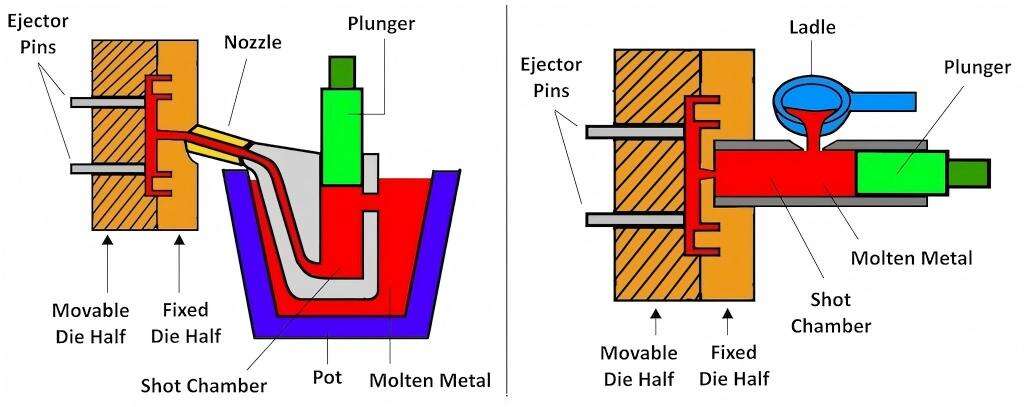
เมื่อพิจารณาผู้จัดจำหน่ายที่มีศักยภาพ ควรตรวจสอบอย่างละเอียดถึงประสบการณ์ของพวกเขาในการทำงานกับโลหะผสมชนิดต่าง ๆ เช่น อลูมิเนียม สังกะสี และแมกนีเซียม ซึ่งแต่ละวัสดุมีพฤติกรรมที่แตกต่างกันภายใต้แรงเครียด อุณหภูมิสูง และเมื่อสัมผัสกับสภาพแวดล้อมที่กัดกร่อน ดังนั้นจึงสำคัญมากว่าพวกเขาเคยดำเนินโครงการประเภทใดมาแล้ว โปรดตรวจสอบให้แน่ใจว่าผู้จัดจำหน่ายมีความเชี่ยวชาญทั้งในกระบวนการแบบห้องร้อน (hot chamber) ซึ่งเหมาะสำหรับโลหะเช่น สังกะสีที่หลอมเหลวที่อุณหภูมิต่ำ และกระบวนการแบบห้องเย็น (cold chamber) ที่จำเป็นสำหรับวัสดุที่แข็งแกร่งกว่า เช่น อลูมิเนียมและแมกนีเซียม การเลือกใช้กระบวนการที่ไม่เหมาะสมอาจก่อให้เกิดปัญหาตามมา เช่น การเกิดช่องว่างอากาศภายในชิ้นงานหล่อ หรืออัตราการคัดทิ้งสูงขึ้นระหว่างการตรวจสอบคุณภาพ บริษัทที่มีศักยภาพในการผลิตแม่พิมพ์ครบวงจรภายในสถานที่เดียว มักคุ้มค่ากับความพยายามพิเศษที่จะค้นหา โรงงานประเภทนี้โดยทั่วไปสามารถลดระยะเวลาการพัฒนาต้นแบบได้ระหว่าง 30% ถึงครึ่งหนึ่ง ควบคุมความคลาดเคลื่อนของชิ้นส่วนชุดแรกได้แม่นยำยิ่งขึ้น (ประมาณ ±0.1 มิลลิเมตร) และปรับเปลี่ยนการออกแบบได้รวดเร็วขึ้นเมื่อมีความจำเป็น ด้วยการคาดการณ์ว่าอุตสาหกรรมการหล่อตาย (die casting) ทั่วโลกจะมีมูลค่าสูงถึงเกือบ 98,000 ล้านดอลลาร์สหรัฐภายในกลางทศวรรษนี้ การมีพันธมิตรการผลิตที่เชื่อถือได้ ซึ่งเข้าใจทั้งด้านเทคนิคและอุปสรรคในการผลิตจริง จึงกลายเป็นสิ่งที่สำคัญยิ่งขึ้นเรื่อย ๆ สำหรับผู้ที่ดำเนินการผลิตที่ซับซ้อนในปัจจุบัน
ตรวจสอบความถูกต้องของการสนับสนุน DFM ความแม่นยำของการจำลอง และประสบการณ์ด้านวิศวกรรมความแม่นยำ
มองหาหลักฐานที่แสดงว่าบริษัทต่างๆ ร่วมมือกันอย่างแท้จริงในการออกแบบเพื่อการผลิต (Design for Manufacturability: DFM) ตั้งแต่ช่วงเริ่มต้นของการพัฒนาผลิตภัณฑ์ หากผู้ผลิตเข้ามามีส่วนร่วมตั้งแต่เนิ่นๆ จะช่วยลดการเปลี่ยนแปลงด้านวิศวกรรมที่สร้างความไม่สะดวกในภายหลัง และสามารถลดต้นทุนการผลิตได้ถึง 15% ถึง 25% ตรวจสอบงานจำลอง (simulation) ของพวกเขาเทียบกับตัวอย่างจริงที่เคยดำเนินการมาก่อน โดยเฉพาะอย่างยิ่งในแง่ของพฤติกรรมการไหลของโลหะหลอมเหลวเข้าสู่แม่พิมพ์ การแข็งตัวของโลหะ และผลกระทบจากแรงเครียดเชิงอุณหภูมิ บริษัทที่ใช้การวิเคราะห์ CFD อย่างเหมาะสมสามารถลดปัญหาที่เกิดจากช่องว่างอากาศในชิ้นงานหล่อได้มากถึง 90% ควรทำงานร่วมกับพันธมิตรที่มีประสบการณ์ด้านวิศวกรรมความแม่นยำในสาขาอุตสาหกรรมเฉพาะของคุณมาแล้วไม่น้อยกว่าห้าปี ซึ่งข้อนี้มีความสำคัญอย่างยิ่งเมื่อจัดการกับชิ้นส่วนที่มีความหนาของผนังน้อยกว่า 1.5 มม. ต้องการสมบัติเชิงโครงสร้างที่แข็งแรง หรือต้องปฏิบัติตามข้อกำหนดด้านการควบคุมอุณหภูมิอย่างเข้มงวด ระบบอัตโนมัติในกระบวนการหล่อแรงดัน (die casting) ยังช่วยรักษาความสม่ำเสมอได้อีกด้วย โดยส่วนใหญ่สามารถบรรลุความแม่นยำประมาณ 98% ตามมาตรฐาน ISO 8062 สำหรับมิติของชิ้นงาน

ตรวจสอบระบบคุณภาพและความสมบูรณ์ของห่วงโซ่อุปทานของผู้ผลิตชิ้นส่วนโลหะโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์
ก้าวข้ามมาตรฐาน ISO 9001: ให้ความสำคัญกับมาตรฐาน IATF 16949 หรือ AS9100 ตามความเหมาะสม
มาตรฐาน ISO 9001 เป็นพื้นฐานของระบบคุณภาพส่วนใหญ่ แม้ว่าบางอุตสาหกรรมจะต้องการข้อกำหนดที่เข้มงวดยิ่งกว่านั้นเมื่อจัดการกับความเสี่ยงที่อาจเกิดขึ้น ในการผลิตรถยนต์ จึงสมเหตุสมผลที่จะเลือกผู้จัดจำหน่ายที่ได้รับการรับรองตามมาตรฐาน IATF 16949 ซึ่งการรับรองเหล่านี้บังคับให้บริษัทต่างๆ ดำเนินการผลิตด้วยวิธีที่ป้องกันข้อบกพร่องก่อนที่จะเกิดขึ้น สร้างกระบวนการแก้ไขปัญหาที่เกิดขึ้นจริง และติดตามประเมินประสิทธิภาพของผู้จัดจำหน่ายอย่างต่อเนื่องตลอดระยะเวลา ภาคอวกาศและกลาโหมก็มีข้อกำหนดเฉพาะของตนเองเช่นกัน โดยจำเป็นต้องปฏิบัติตามมาตรฐาน AS9100 ซึ่งครอบคลุมทุกด้านของความเสี่ยงทั่วทั้งเครือข่ายซัพพลายเชน บริษัทที่ยึดมั่นในมาตรฐานที่เข้มงวดยิ่งขึ้นเหล่านี้ มักจะได้รับผลลัพธ์ที่ดีกว่าในแง่คุณภาพของผลิตภัณฑ์ ยกตัวอย่างเช่น ในอุตสาหกรรมยานยนต์ โรงงานต่างๆ สามารถตรวจจับข้อบกพร่องได้เพิ่มขึ้นประมาณ 28 เปอร์เซ็นต์ระหว่างขั้นตอนการผลิต ตามรายงาน Automotive Quality Benchmark ประจำปีที่ผ่านมา นอกจากนี้ยังสามารถจัดการกับปัญหาได้รวดเร็วขึ้นเมื่อเกิดเหตุผิดพลาด รวมทั้งมีเอกสารที่ครบถ้วนเพื่อวิเคราะห์หาสาเหตุเบื้องต้นของการผิดพลาดนั้น
ยืนยันความสามารถในการติดตามที่มาของวัสดุ การควบคุมซัพพลายเออร์ระดับล่าง และความพร้อมสำหรับการตรวจสอบ
มั่นใจในประวัติศาสตร์วัสดุอย่างครบถ้วน — ตั้งแต่ล็อตโลหะผสมดิบจนถึงชิ้นส่วนสำเร็จรูป — ด้วยระบบติดตามแบบดิจิทัลที่รองรับความพร้อมในการเรียกคืนสินค้าทันที ต้องมีการรับรองซัพพลายเออร์ระดับล่างเป็นลายลักษณ์อักษร รวมถึง:
| ด้านการควบคุม | วิธีตรวจสอบ | มาตรฐานอุตสาหกรรม |
|---|---|---|
| รหัสประจำล็อตวัสดุดิบ | ระบบติดตามด้วยดิจิทัล | ข้อ 8 ของมาตรฐาน ISO 9001:2015 |
| การตรวจสอบซัพพลายเออร์ระดับล่าง | รายงานผลการประเมินประสิทธิภาพรายไตรมาส | ข้อ 8.4.3 ของมาตรฐาน IATF 16949 |
| หลักฐานการปฏิบัติตามข้อกำหนด | ความพร้อมสำหรับการตรวจสอบแบบไม่แจ้งล่วงหน้าภายใน 24 ชั่วโมง | AS9100 Rev D |
ยืนยันว่าบันทึกด้านคุณภาพ — รวมถึงรายงานการตรวจสอบมิติ ผลการวิเคราะห์องค์ประกอบทางเคมี และบันทึกการให้ความร้อน — สามารถเรียกดูได้ภายในสองชั่วโมง ความรวดเร็วนี้มีความสำคัญอย่างยิ่งในระหว่างการตรวจสอบโดยหน่วยงานกำกับดูแล หรือการสอบสวนเหตุการณ์ฉุกเฉินในสนาม

ดำเนินการตรวจสอบอย่างละเอียดด้วยตนเองก่อนตัดสินใจเลือกผู้ผลิตชิ้นส่วนโลหะแบบหล่อแรงดัน
ขอตัวอย่างต้นแบบที่ใช้งานได้จริง ประเมินสถานที่ผลิตด้วยตนเอง และทดสอบข้อตกลงระดับบริการ (SLA) ภายใต้สภาวะความเครียด
ขอให้จัดเตรียมต้นแบบที่สามารถใช้งานได้จริง แทนที่จะเป็นเพียงโมเดลที่เน้นรูปลักษณ์ภายนอกเท่านั้น เมื่อทำการทดสอบสมรรถนะเชิงกล การจัดการความร้อน และการเข้ากันได้ของชิ้นส่วนต่าง ๆ ในสภาพแวดล้อมการปฏิบัติงานจริง การดำเนินการขั้นตอนนี้อย่างถูกต้องตั้งแต่ระยะเริ่มต้น จะช่วยเปิดเผยปัญหาที่ซ่อนอยู่ในกระบวนการออกแบบหรือการผลิต ก่อนที่จะมีการลงทุนเครื่องมือและแม่พิมพ์สำหรับการผลิตจริง เมื่อเยี่ยมชมสถานที่ผลิต ควรตรวจสอบบันทึกการสอบเทียบเครื่องจักร ศึกษาประวัติการบำรุงรักษา ทบทวนแฟ้มข้อมูลการฝึกอบรมพนักงาน และประเมินระดับความสม่ำเสมอในการนำหลักการ 5S ไปปฏิบัติทั่วทั้งพื้นที่โรงงาน ปัจจัยเหล่านี้มีความสัมพันธ์กับการลดจำนวนข้อบกพร่องลงประมาณร้อยละ 30 ในการดำเนินการหล่อแบบความแม่นยำสูง ตามผลการวิจัยล่าสุดจากสมาคมตรวจสอบการผลิตรถยนต์ (Automotive Manufacturing Audit Consortium) ที่เผยแพร่ในรายงานประจำปี 2023 สำหรับการทดสอบ SLA ให้จัดทำสถานการณ์จำลองที่มีการเปลี่ยนแปลงทางวิศวกรรมอย่างไม่คาดคิด หรือห่วงโซ่อุปทานเกิดความผิดปกติขึ้นอย่างกะทันหัน แล้วสังเกตอย่างใกล้ชิดว่าซัพพลายเออร์สามารถประสานงานระหว่างแผนกต่าง ๆ ได้รวดเร็วเพียงใด ปรับเปลี่ยนระยะเวลาการส่งมอบได้อย่างไร และอธิบายเหตุผลของการต้องยอมรับข้อจำกัดหรือการประนีประนอมที่อาจเกิดขึ้นอย่างไร การตรวจสอบเชิงปฏิบัติเช่นนี้ ไม่เพียงแต่เปิดเผยประเด็นด้านความโปร่งใสเท่านั้น แต่ยังส่งเสริมความรับผิดชอบร่วมกันระหว่างคู่สัญญา และลดความเสี่ยงหลังจากที่สัญญาได้รับการลงนามแล้วอีกด้วย
ส่วน FAQ
ควรพิจารณาปัจจัยใดบ้างเมื่อเลือกผู้ผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์ (die casting)?
พิจารณาข้อกำหนดวัสดุ ความคลาดเคลื่อนของมิติ (dimensional tolerances) ปริมาณการผลิต และใบรับรองเฉพาะอุตสาหกรรม เช่น มาตรฐาน ISO 9001 สำหรับแนวทางปฏิบัติทั่วไป หรือมาตรฐาน ITAR และ AS9100 สำหรับภาคการป้องกันประเทศและอวกาศ
เหตุใดการปฏิบัติตามข้อกำหนดด้านกฎระเบียบจึงมีความสำคัญในการผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์ (die casting)?
การปฏิบัติตามมาตรฐาน เช่น IATF 16949 สำหรับชิ้นส่วนยานยนต์ และ ISO 13485 สำหรับอุปกรณ์ทางการแพทย์ ช่วยรับประกันคุณภาพของผลิตภัณฑ์ ลดโอกาสเกิดการเรียกคืนสินค้า และหลีกเลี่ยงการออกแบบใหม่หรือความล่าช้าที่อาจเกิดขึ้นในการเปิดตัวผลิตภัณฑ์ใหม่
ความแตกต่างระหว่างกระบวนการหล่อขึ้นรูปด้วยแม่พิมพ์แบบห้องร้อน (hot chamber) กับแบบห้องเย็น (cold chamber) คืออะไร?
กระบวนการแบบห้องร้อนเหมาะสำหรับโลหะที่มีจุดหลอมเหลวต่ำ เช่น สังกะสี ขณะที่กระบวนการแบบห้องเย็นใช้สำหรับวัสดุอย่างอลูมิเนียมและแมกนีเซียม ซึ่งต้องการอุณหภูมิที่สูงกว่า
ฉันจะสามารถมั่นใจในคุณภาพและความน่าเชื่อถือของห่วงโซ่อุปทานสำหรับการผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์ (die casting) ได้อย่างไร?
ให้ความสำคัญกับผู้ผลิตที่มีมาตรฐานสูงกว่า ISO 9001 โดยยืนยันการติดตามแหล่งที่มาของวัสดุ ดำเนินการตรวจสอบซัพพลายเออร์ระดับล่าง และเตรียมความพร้อมสำหรับการตรวจสอบเพื่อรักษามาตรฐานคุณภาพและความน่าเชื่อถือ
ความสำคัญของการออกแบบเพื่อการผลิต (Design for Manufacturability: DFM) คืออะไร
การร่วมมือกันในกระบวนการ DFM ตั้งแต่ช่วงแรกของการพัฒนาผลิตภัณฑ์สามารถลดการเปลี่ยนแปลงทางวิศวกรรมได้อย่างมีนัยสำคัญ ลดต้นทุนการผลิต และรับประกันว่าผลิตภัณฑ์สุดท้ายจะสอดคล้องกับเจตนารมณ์ในการออกแบบทั้งหมด
สารบัญ
- ประเมินศักยภาพด้านเทคนิคของผู้ผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปแบบไดคัสติ้ง
- ตรวจสอบระบบคุณภาพและความสมบูรณ์ของห่วงโซ่อุปทานของผู้ผลิตชิ้นส่วนโลหะโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์
- ดำเนินการตรวจสอบอย่างละเอียดด้วยตนเองก่อนตัดสินใจเลือกผู้ผลิตชิ้นส่วนโลหะแบบหล่อแรงดัน
-
ส่วน FAQ
- ควรพิจารณาปัจจัยใดบ้างเมื่อเลือกผู้ผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์ (die casting)?
- เหตุใดการปฏิบัติตามข้อกำหนดด้านกฎระเบียบจึงมีความสำคัญในการผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์ (die casting)?
- ความแตกต่างระหว่างกระบวนการหล่อขึ้นรูปด้วยแม่พิมพ์แบบห้องร้อน (hot chamber) กับแบบห้องเย็น (cold chamber) คืออะไร?
- ฉันจะสามารถมั่นใจในคุณภาพและความน่าเชื่อถือของห่วงโซ่อุปทานสำหรับการผลิตชิ้นส่วนโดยวิธีการหล่อขึ้นรูปด้วยแม่พิมพ์ (die casting) ได้อย่างไร?
- ความสำคัญของการออกแบบเพื่อการผลิต (Design for Manufacturability: DFM) คืออะไร