




Укажите материал, допуски, объём производства и отраслевые сертификаты
Определение этих четырёх ключевых факторов помогает сразу же отсеять неподходящие компании по литью под давлением. Начнём с материалов. Большинство деталей, получаемых литьём под давлением, изготавливаются из алюминиевых сплавов, поскольку они обеспечивают высокую прочность при небольшом весе и составляют около 80 % всех компонентов. Цинк, напротив, предпочтительнее при изготовлении изделий со сложным рисунком или тонкими стенками. Следующий фактор — допуски по размерам. В автомобильной промышленности требуются очень жёсткие допуски, порядка ±0,1 мм, что делает оснастку более дорогой по сравнению с потребительскими товарами, для которых допустимы отклонения ±0,3 мм. Также важен объём производства. При заказе менее 10 000 штук компании зачастую используют оснастку для быстрого выпуска, тогда как для крупных партий требуются долговечные пресс-формы из закалённой стали, обеспечивающие стабильность параметров на протяжении всего срока эксплуатации. Не менее важны сертификаты соответствия. В настоящее время стандарт ISO 9001 считается практически обязательным, однако в некоторых отраслях действуют более строгие требования. Например, контракты в сфере обороны, регулируемые правилами ITAR, или компоненты для авиакосмической промышленности, требующие сертификации AS9100, означают, что любой поставщик без надлежащей документации немедленно исключается из рассмотрения. Фиксация всех этих требований в письменном виде ускоряет поиск надёжных партнёров и обеспечивает согласованность действий всех участников проекта на всех его этапах.

Согласование функциональных требований со стандартами регулирования (например, автомобильный стандарт IATF, медицинский стандарт ISO 13485)
Правильное соблюдение нормативных требований с самого начала позволяет компаниям избежать дорогостоящих проблем в будущем, таких как необходимость повторного проектирования изделий, отзыв продукции или длительные задержки при выводе новых товаров на рынок. Для автокомпонентов производителям необходимо иметь сертификат IATF 16949 и внедрять методы «покая-ёке», а также проводить анализ потенциальных видов отказов процессов (FMEA процессов) для выявления ошибок на ранних этапах. Что касается медицинских изделий, требующих одобрения FDA, всё производство должно соответствовать стандарту ISO 13485, что подразумевает полный контроль за материалами на всех этапах производства и применение литейных технологий, допустимых в чистых помещениях. Производителям электроники также необходимо проверять соответствие своей продукции требованиям директив RoHS и REACH по ограничению содержания вредных веществ. И не забывайте: любые компоненты, критичные с точки зрения безопасности и предназначенные для поставки в Европейский союз, должны соответствовать Директиве ЕС по машинам и оборудованию. Статистика отрасли показывает, что несоблюдение этих правил может привести к задержкам при выходе продукции на рынок примерно на 18 месяцев. При оценке поставщиков не забудьте сравнить такие параметры, как долговечность материалов или их устойчивость к воздействию высоких температур, с теми требованиями, которые предъявляют к ним соответствующие нормативные акты.

Оценка технических возможностей производителя литья под давлением
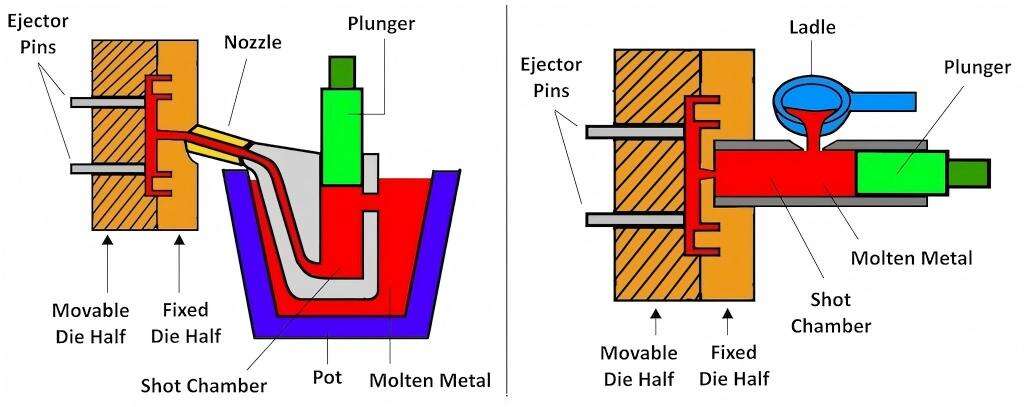
Оценка компетенции в области сплавов, вариантов процесса литья под давлением (горячая/холодная камера) и наличия собственного инструментального производства
При выборе потенциальных поставщиков внимательно изучите их опыт работы с различными металлическими сплавами, такими как алюминий, цинк и магний. Каждый материал по-разному ведёт себя под нагрузкой, при воздействии тепла и в коррозионных средах, поэтому важно, какие проекты им уже доводилось выполнять ранее. Убедитесь, что они хорошо знакомы как с технологией литья в горячей камере — оптимальной для металлов с низкой температурой плавления, например цинка, так и с процессом литья в холодной камере, необходимым для более труднообрабатываемых материалов, таких как алюминий и магний. Использование неподходящей технологии может привести к серьёзным проблемам на последующих этапах: например, образованию воздушных полостей внутри отливок или повышению процентного соотношения брака при контрольных проверках качества. Компании, располагающие всеми необходимыми инструментальными возможностями «под одной крышей», обычно заслуживают дополнительных усилий по их поиску. Такие производственные мощности, как правило, сокращают сроки разработки прототипов на 30–50 %, обеспечивают более высокую точность первых изготовленных деталей (допуск около ±0,1 мм) и позволяют оперативно вносить корректировки в конструкцию при необходимости её доработки. Согласно прогнозам, мировой рынок литья под давлением к середине десятилетия достигнет почти 98 млрд долларов США; в этих условиях наличие надёжных партнёров в области производства, которые одинаково хорошо понимают как технические аспекты, так и реальные производственные вызовы, становится всё более важным условием для любого предприятия, осуществляющего сложные производственные операции сегодня.
Проверка поддержки DFM, точности моделирования и опыта в области прецизионного проектирования
Ищите подтверждение того, что компании действительно сотрудничают в области проектирования для производства (DFM) с самого начала разработки продукта. Когда производители вовлекаются на ранних этапах, это позволяет значительно сократить трудоёмкие инженерные изменения на последующих стадиях и снизить производственные затраты на 15–25%. Проверьте их результаты имитационного моделирования на основе реальных примеров ранее выполненных работ, особенно в части заполнения пресс-форм расплавленным металлом, его кристаллизации и возникновения термических напряжений. Компании, применяющие корректный анализ методом вычислительной гидродинамики (CFD), добились сокращения проблем, вызванных воздушными карманами в отливках, до 90%. Сотрудничайте с партнёрами, имеющими как минимум пятилетний опыт точного машиностроения в вашей конкретной отрасли. Это особенно важно при работе с деталями, толщина стенок которых составляет менее 1,5 мм, требующими высоких прочностных характеристик или строгого соблюдения требований к температурному контролю. Автоматизированные системы в литье под давлением также способствуют обеспечению стабильности параметров: большинство из них обеспечивают точность около 98 % в соответствии со стандартом ISO 8062 по размерам.

Проверка систем обеспечения качества и целостности цепочки поставок производителя литья под давлением
Выходите за рамки стандарта ISO 9001: отдавайте предпочтение стандартам IATF 16949 или AS9100, где это применимо
Стандарт ISO 9001 лежит в основе большинства систем менеджмента качества, однако отдельные отрасли требуют ещё более строгих требований при работе с потенциальными рисками. При производстве автомобилей целесообразно сотрудничать с поставщиками, сертифицированными по стандарту IATF 16949. Такие сертификаты фактически обязывают компании внедрять методы, предотвращающие возникновение дефектов до их появления, создавать процессы оперативного устранения проблем по мере их возникновения, а также вести учёт эффективности поставщиков на протяжении длительного времени. Аэрокосмическая и оборонная отрасли также имеют собственные требования: здесь необходимо соблюдение стандарта AS9100, охватывающего все аспекты управления рисками на всём протяжении цепочки поставок. Компании, придерживающиеся этих более жёстких стандартов, как правило, достигают лучших результатов в плане качества продукции. Например, в автомобильной промышленности, согласно отчёту Automotive Quality Benchmark за прошлый год, на заводах выявляется на 28 % больше дефектов непосредственно в ходе производства. Кроме того, при возникновении проблем обеспечивается более быстрое реагирование, а также ведётся надлежащая документация для выявления первопричин отклонений.
Подтверждение прослеживаемости материалов, контроля субпоставщиков и готовности к аудиту
Обеспечьте полную генеалогию материалов — от партии исходного сплава до готовой детали — с помощью цифровой прослеживаемости, обеспечивающей мгновенную готовность к отзыву. Требуйте документального подтверждения валидации субпоставщиков, включая:
| Аспект управления | Метод проверки | Отраслевой стандарт |
|---|---|---|
| Идентификатор партии исходного материала | Цифровые системы отслеживания | Статья 8 стандарта ISO 9001:2015 |
| Аудиты субпоставщиков | Ежеквартальные карточки оценки эффективности | Раздел 8.4.3 стандарта IATF 16949 |
| Документы, подтверждающие соответствие требованиям | Готовность к неожиданному аудиту в течение 24 часов | AS9100 Rev D |
Подтвердите, что регистрационные данные по качеству — включая отчёты по размерным измерениям, результаты химического анализа и журналы термообработки — могут быть получены в течение двух часов. Такая оперативность критически важна при регуляторных проверках или срочных полевых расследованиях.

Проведите практическую проверку перед окончательным выбором производителя литья под давлением
Запросите функциональные прототипы, проведите оценку производственных мощностей на месте и выполните стресс-тестирование соглашений об уровне обслуживания (SLA)
Запрашивайте рабочие прототипы, а не просто модели, ориентированные на внешний вид, при тестировании механических характеристик, теплоотвода и совместимости компонентов в реальных эксплуатационных условиях. Правильный выбор на раннем этапе позволяет выявить скрытые проблемы в конструкции или производственных процессах до того, как будут запущены в серию оснастка и инструменты. При посещении производственных площадок проверяйте журналы калибровки оборудования, изучайте историю технического обслуживания, ознакомьтесь с документами о подготовке персонала и оцените степень соблюдения принципов 5S на всем производственном участке. Согласно недавним выводам Автомобильного аудиторского консорциума, опубликованным в их отчёте за 2023 год, соблюдение этих факторов связано с примерно 30-процентным снижением количества дефектов в операциях точного литья. При тестировании по методу SLA создавайте сценарии, в которых происходят непредвиденные инженерные изменения или резкие сбои в цепочках поставок. Внимательно отслеживайте, насколько быстро поставщики координируют работу различных подразделений, корректируют сроки выполнения работ и объясняют возможные компромиссы, которые им придётся принять. Такие практические проверки не только выявляют проблемы прозрачности, но и способствуют формированию взаимной ответственности между сторонами, одновременно снижая риски после подписания контрактов.
Раздел часто задаваемых вопросов
Какие факторы следует учитывать при выборе производителя литья под давлением?
Учитывайте технические требования к материалу, допуски по размерам, объём производства и отраслевые сертификаты, такие как ISO 9001 для стандартной практики или ITAR и AS9100 для оборонной промышленности и аэрокосмического сектора.
Почему соблюдение нормативных требований важно в производстве литья под давлением?
Соблюдение стандартов, таких как IATF 16949 для автомобильных компонентов и ISO 13485 для медицинских изделий, гарантирует качество продукции, снижает вероятность отзывов и позволяет избежать дорогостоящих повторных разработок или задержек при запуске новых продуктов.
В чём разница между литьём под давлением в горячей и холодной камере?
Процесс литья в горячей камере подходит для металлов с низкой температурой плавления, например цинка, тогда как литьё в холодной камере применяется для материалов, таких как алюминий и магний, требующих более высоких температур.
Как обеспечить качество и надёжность цепочки поставок литья под давлением?
Отдавайте предпочтение производителям, которые превосходят стандарты ISO 9001, обеспечивают прослеживаемость материалов, проводят аудиты поставщиков второго и последующих уровней и готовы к проведению аудитов для поддержания качества и надёжности.
Каково значение проектирования с учётом технологичности производства (DFM)?
Совместная работа над DFM на ранних этапах разработки продукции может значительно сократить количество инженерных изменений, снизить производственные затраты и обеспечить соответствие конечного продукта всем проектным требованиям.
Содержание
- Оценка технических возможностей производителя литья под давлением
- Проверка систем обеспечения качества и целостности цепочки поставок производителя литья под давлением
- Проведите практическую проверку перед окончательным выбором производителя литья под давлением
-
Раздел часто задаваемых вопросов
- Какие факторы следует учитывать при выборе производителя литья под давлением?
- Почему соблюдение нормативных требований важно в производстве литья под давлением?
- В чём разница между литьём под давлением в горячей и холодной камере?
- Как обеспечить качество и надёжность цепочки поставок литья под давлением?
- Каково значение проектирования с учётом технологичности производства (DFM)?