




جنس مواد، محدودیتهای تلرانس، حجم تولید و گواهینامههای خاص صنعت را مشخص کنید
تعیین این چهار عامل کلیدی، به حذف شرکتهای نامناسب ریختهگری تحت فشار از ابتدا کمک میکند. بیایید با مواد شروع کنیم. اکثر قطعات ریختهگری تحت فشار از آلیاژهای آلومینیوم ساخته میشوند، زیرا این مواد استحکام بالایی بدون وزن زیاد ارائه میدهند و حدود ۸۰ درصد تمام قطعات را پوشش میدهند. با این حال، روی برای طرحهای پیچیده یا دیوارههای نازک مناسبتر است. بعدی، تلرانسهای ابعادی است. قطعات خودرو نیازمند مشخصات بسیار دقیقی در حدود ±۰٫۱ میلیمتر هستند که این امر هزینهی ساخت ابزار را نسبت به محصولات مصرفی که میتوانند تفاوتهای ±۰٫۳ میلیمتر را تحمل کنند، افزایش میدهد. حجم تولید نیز اهمیت دارد. در سفارشات کمتر از ۱۰٬۰۰۰ قطعه، شرکتها اغلب از ابزارهای با زمان تحویل سریع استفاده میکنند، اما سفارشات بزرگ نیازمند قالبهای فولادی سختشدهی بادوام هستند تا ثبات کیفیت در طول زمان حفظ شود. گواهینامهها نیز اهمیت دارند. گواهینامهی ISO 9001 امروزه تقریباً استاندارد است، اما برخی صنایع قوانین سختگیرانهتری دارند. قراردادهای دفاعی که تحت مقررات ITAR کنترل میشوند یا قطعات هوافضایی که نیازمند گواهینامهی AS9100 هستند، بدین معناست که هر تأمینکنندهای که مدارک لازم را نداشته باشد، بلافاصله از لیست حذف میشود. ثبت نوشتاری تمام این الزامات، فرآیند یافتن شرکای مناسب را تسریع میکند و اطمینان حاصل میشود که تمام ذینفعان در طول پروژه بر روی یک صفحه قرار دارند.

هماهنگسازی نیازهای عملکردی با استانداردهای نظارتی (مانند IATF خودرو و ISO 13485 پزشکی)
رعایت صحیح مقررات از همان ابتدا، شرکتها را از مشکلات پرهزینهای در آینده برحذر میدارد؛ مانند لزوم بازطراحی محصولات، مقابله با بازپسگیریها یا تأخیرهای طولانی قبل از عرضه هر محصول جدید. برای قطعات خودرو، تولیدکنندگان باید دارای گواهینامه IATF 16949 باشند و روشهای «پوکا-یوکه» (پیشگیری از خطاهای انسانی) و تحلیلهای FMEA فرآیندی را اجرا کنند تا خطاها در مراحل اولیه شناسایی شوند. در مورد دستگاههای پزشکی که نیازمند تأییدیه FDA هستند، تمامی مراحل تولید باید مطابق استاندارد ISO 13485 انجام شود؛ یعنی ردیابی مواد از ابتدا تا انتهای تولید و استفاده از روشهای ریختهگری مناسب برای محیطهای پاک (cleanroom). سازندگان الکترونیک نیز باید بررسی کنند که محصولاتشان از الزامات RoHS و REACH پیروی میکنند تا مقدار مواد مضر در آنها محدود شود. همچنین به یاد داشته باشید که هر مؤلفه حیاتی از نظر ایمنی که قصد ورود به اروپا دارد، باید مطابق دستورالعمل ماشینآلات اتحادیه اروپا (EU Machinery Directive) نیز باشد. دادههای صنعتی نشان میدهد که عدم رعایت این مقررات میتواند منجر به تأخیری حدود ۱۸ ماهه در عرضه محصولات به بازار شود. در ارزیابی تأمینکنندگان، فراموش نکنید که مواردی مانند مقاومت مواد در برابر عوامل زمانی یا توانایی آنها در تحمل حرارت را با الزامات واقعی مقررات مربوطه مقایسه کنید.

ارزیابی قابلیتهای فنی تولیدکننده ریختهگری تحت فشار
ارزیابی تخصص در آلیاژها، گزینههای فرآیند ریختهگری تحت فشار (اتاق گرم/سرد) و ابزارهای داخلی
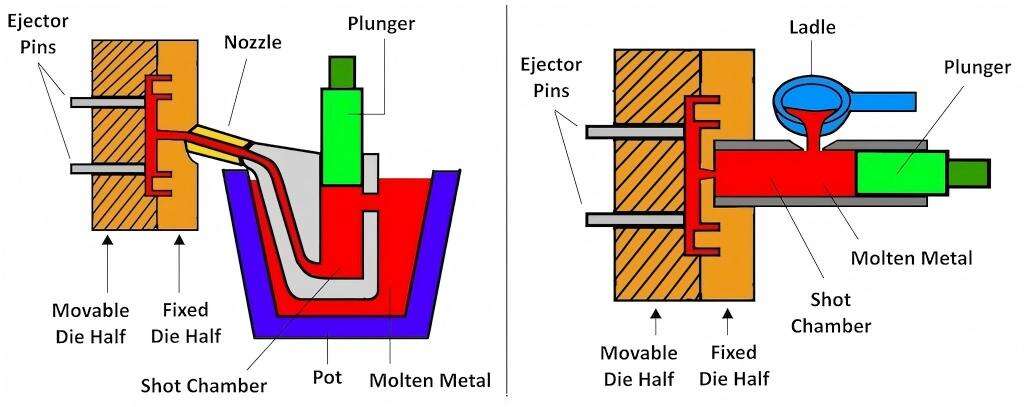
هنگام بررسی تأمینکنندگان بالقوه، تجربهی آنها در کار با آلیاژهای مختلف فلزی مانند آلومینیوم، روی و منیزیم را بهدقت ارزیابی کنید. هر ماده تحت تأثیر تنش، قرار گرفتن در معرض حرارت و محیطهای خورنده رفتار متفاوتی از خود نشان میدهد؛ بنابراین نوع پروژههایی که قبلاً انجام دادهاند اهمیت زیادی دارد. اطمینان حاصل کنید که آنها با تکنیکهای غرفهی گرم (Hot Chamber) که برای فلزاتی مانند روی که دمای ذوب پایینتری دارند مناسبترند، و همچنین فرآیندهای غرفهی سرد (Cold Chamber) که برای مواد سختتری مانند آلومینیوم و منیزیوم لازم است، آشنا هستند. انتخاب نادرست فرآیند میتواند در مراحل بعدی مشکلاتی ایجاد کند؛ مانند تشکیل حفرههای هوا درون ریختهگریها یا افزایش نرخ رد شدن قطعات در بازرسیهای کیفیت. شرکتهایی که تمامی امکانات قالبسازی خود را در یک مکان متمرکز دارند، معمولاً ارزش تلاش بیشتر برای یافتن آنها را دارند. این کارگاهها معمولاً زمان توسعهی نمونههای اولیه را بین ۳۰ درصد تا نصف کاهش میدهند، تحملهای دقیقتری را در قطعات اولیه (حدود ±۰٫۱ میلیمتر) رعایت میکنند و امکان اعمال تنظیمات سریعتر را در صورت نیاز به اصلاح طراحی فراهم میسازند. با پیشبینیهایی که نشان میدهد صنعت جهانی ریختهگری تزریقی تا میانهی دهه به ارزش تقریبی ۹۸ میلیارد دلار خواهد رسید، دسترسی به شرکای تولیدی قابلاعتمادی که هم از جنبههای فنی و هم از چالشهای واقعی تولید آگاهی کامل دارند، برای هرکسی که امروزه عملیات تولیدی پیچیدهای را اداره میکند، اهمیت فزایندهای پیدا میکند.
تأیید حمایت از DFM، دقت شبیهسازی و تجربه مهندسی دقیق
به دنبال مدارکی باشید که نشاندهندهٔ همکاری واقعی شرکتها در زمینهٔ طراحی برای ساختپذیری (DFM) از ابتدای توسعهٔ محصول باشد. زمانی که تولیدکنندگان از ابتدا در فرآیند مشارکت داشته باشند، تغییرات مهندسی ناامیدکنندهٔ بعدی کاهش مییابد و هزینههای تولید را میتوان تا ۱۵٪ تا ۲۵٪ کاهش داد. کارهای شبیهسازی آنها را در مقایسه با نمونههای واقعی انجامشده در گذشته بررسی کنید، بهویژه در زمینهٔ نحوهٔ پر شدن قالبها توسط فلز مذاب، فرآیند انجماد آن و اثرات تنشهای حرارتی. شرکتهایی که از تحلیل صحیح دینامیک سیالات محاسباتی (CFD) استفاده میکنند، کاهش تا ۹۰٪ی مشکلات ناشی از حبابهای هوا در ریختهگری را گزارش دادهاند. با شرکایی همکاری کنید که حداقل پنج سال سابقهٔ مهندسی دقیق در حوزهٔ صنعتی خاص شما را داشتهاند. این امر بهویژه در مورد قطعاتی که ضخامت دیوارههایشان کمتر از ۱٫۵ میلیمتر است، نیازمند خواص سازهای قوی هستند یا باید الزامات سختگیرانهٔ کنترل دما را برآورده کنند، اهمیت بسزایی پیدا میکند. سیستمهای خودکار در ریختهگری تحت فشار (Die Casting) نیز قطعاً در حفظ یکنواختی کمککننده هستند؛ بیشتر این سیستمها بر اساس استاندارد ISO 8062 در ابعاد، دقتی حدود ۹۸٪ دارند.

تأیید سیستمهای کیفیت و یکپارچگی زنجیره تأمین تولیدکننده ریختهگری تحت فشار
فراتر از استاندارد ISO 9001 عمل کنید: در صورت امکان، استانداردهای IATF 16949 یا AS9100 را اولویت قرار دهید
استاندارد ISO 9001 پایهی اکثر سیستمهای کیفیت را تشکیل میدهد، هرچند برخی صنایع در برخورد با ریسکهای احتمالی نیازمند الزاماتی حتی سختگیرانهتر هستند. در کار با خودروها، منطقی است که از تأمینکنندگانی استفاده شود که مطابق استاندارد IATF 16949 گواهینامه دارند. این گواهینامهها واقعاً شرکتها را موظف میسازند تا بهگونهای طراحی و تولید کنند که عیوب پیش از رخدادن جلوگیری شوند، فرآیندهایی برای رفع مشکلات در لحظهی ظهور آنها ایجاد کنند و عملکرد تأمینکنندگان را در طول زمان پایش کنند. بخشهای هوافضا و دفاع نیز الزامات خاص خود را دارند و رعایت استاندارد AS9100 را که تمام جنبههای ریسک را در سراسر کل شبکهی تأمین پوشش میدهد، اجباری میدانند. شرکتهایی که به این استانداردهای سختگیرانهتر پایبند باشند، معمولاً نتایج بهتری از نظر کیفیت محصول به دست میآورند. به عنوان مثال، در صنعت خودروسازی، طبق گزارش شاخص کیفیت خودرویی (Automotive Quality Benchmark) از سال گذشته، کارخانهها حدود ۲۸ درصد عیوب بیشتری را در حین تولید شناسایی میکنند. علاوه بر این، در صورت بروز مشکلات، واکنش سریعتری اعمال میشود و مستندسازی مناسبی نیز برای شناسایی دقیق اولین عامل انحراف انجام میگیرد.
تأیید قابلیت ردیابی مواد، کنترل تأمینکنندگان سطح پایینتر و آمادگی برای حسابرسی
اطمینان از وجود ژنالوژی کامل مواد — از دسته آلیاژ خام تا قطعه تمامشده — با استفاده از ردیابی دیجیتالی که آمادگی فوری برای بازخوانی را فراهم میکند. درخواست ارائه مدارک معتبر از تأمینکنندگان سطح پایینتر، از جمله:
| جنبهٔ کنترل | روش تأیید | استاندارد صنعتی |
|---|---|---|
| شناسه دسته مواد اولیه | سیستمهای ردیابی دیجیتال | بند ۸ استاندارد ISO 9001:2015 |
| حسابرسیهای تأمینکنندگان سطح پایینتر | کارنامههای عملکرد فصلی | بخش ۸.۴.۳ استاندارد IATF 16949 |
| مدارک اثبات انطباق | آمادگی برای حسابرسی غیراعلانی در عرض ۲۴ ساعت | AS9100 نسخه D |
تأیید کنید که سوابق کیفیت — از جمله گزارشهای بازرسی ابعادی، تحلیلهای ترکیب شیمیایی و سوابق عملیات حرارتی — در عرض دو ساعت قابل بازیابی باشند. این پاسخگویی در طول بازرسیهای نظارتی یا بررسیهای فوری در محل بسیار حیاتی است.

قبل از نهاییسازی تولیدکننده ریختهگری قالبی خود، بهصورت عملی و مستقیم ارزیابی دقیق انجام دهید
درخواست نمونههای اولیه کاربردی، انجام ارزیابیهای محلی از تأسیسات و آزمونهای تنشزا بر روی سطوح توافقنامههای سطح خدمات (SLA)
در آزمون عملکرد مکانیکی، مدیریت حرارت و نحوه قرارگیری قطعات در محیطهای عملیاتی واقعی، درخواست نمونههای اولیه کاربردی را بجای مدلهای صرفاً ظاهری داشته باشید. تأمین این امر در مراحل اولیه میتواند مشکلات پنهان موجود در طراحی یا فرآیندهای تولید را قبل از اختصاص هرگونه ابزارآلات برای تولید انبوه آشکار سازد. هنگام بازدید از تأسیسات، سوابق کالیبراسیون ماشینآلات را بررسی کنید، دفترچههای تاریخچه نگهداری را مشاهده نمایید، پروندههای آموزش کارکنان را مرور کنید و سطح اجرای صحیح رویکرد ۵S را در سراسر خط تولید ارزیابی نمایید. بر اساس یافتههای اخیر انجمن حسابرسی تولید خودرو در گزارش سال ۲۰۲۳ خود، این عوامل با کاهش حدود ۳۰ درصدی نقصها در عملیات ریختهگری دقیق مرتبط بودهاند. برای آزمون SLA، سناریوهایی ایجاد کنید که در آنها تغییرات مهندسی غیرمنتظره رخ دهد یا زنجیره تأمین بهطور ناگهانی مختل شود. به سرعت واکنش تأمینکنندگان در هماهنگسازی بخشهای مختلف، تنظیم زمانبندیها و توضیح جبرانهای لازم را بهدقت رصد کنید. چنین بررسیهای عملی نهتنها مسائل مربوط به شفافیت را آشکار میسازند، بلکه مسئولیت مشترک بین طرفین را تقویت کرده و ریسکهای پس از امضای قرارداد را کاهش میدهند.
بخش سوالات متداول
چه عواملی باید هنگام انتخاب تولیدکننده ریختهگری تحت فشار در نظر گرفته شوند؟
مشخصات مواد، تلرانسهای ابعادی، حجم تولید و گواهینامههای خاص صنعت مانند ISO 9001 برای روشهای استاندارد یا ITAR و AS9100 برای بخشهای دفاعی و هوافضایی را در نظر بگیرید.
چرا انطباق با مقررات در تولید ریختهگری تحت فشار اهمیت دارد؟
انطباق با استانداردهایی مانند IATF 16949 برای قطعات خودرو و ISO 13485 برای دستگاههای پزشکی، کیفیت محصول را تضمین میکند، احتمال بازگرداندن محصولات را کاهش میدهد و از طراحی مجدد پرهزینه یا تأخیر در عرضه محصولات جدید جلوگیری میکند.
تفاوت بین ریختهگری تحت فشار با غرفه گرم و غرفه سرد چیست؟
فرآیندهای غرفه گرم برای فلزات با نقطه ذوب پایین مانند روی مناسب هستند، در حالی که فرآیندهای غرفه سرد برای موادی مانند آلومینیوم و منیزیم که نیازمند دماهای بالاتر هستند، به کار میروند.
چگونه میتوانم کیفیت و قابلیت اطمینان زنجیره تأمین ریختهگری تحت فشار خود را تضمین کنم؟
تولیدکنندگانی را که فراتر از استانداردهای ISO 9001 عمل میکنند، قابلیت ردیابی مواد را تأیید مینمایند، حسابرسی تأمینکنندگان سطح پایینتر را انجام میدهند و آمادگی لازم برای حسابرسی را جهت حفظ کیفیت و قابلیت اطمینان تضمین میکنند، اولویتبندی نمایید.
اهمیت طراحی برای ساختپذیری (DFM) چیست؟
همکاری در زمینهٔ DFM در مراحل اولیهٔ توسعهٔ محصول میتواند تغییرات مهندسی را بهطور چشمگیری کاهش دهد، هزینههای تولید را پایین آورد و اطمینان حاصل کند که محصول نهایی تمامی اهداف طراحی را برآورده میسازد.
فهرست مطالب
- ارزیابی قابلیتهای فنی تولیدکننده ریختهگری تحت فشار
- تأیید سیستمهای کیفیت و یکپارچگی زنجیره تأمین تولیدکننده ریختهگری تحت فشار
- قبل از نهاییسازی تولیدکننده ریختهگری قالبی خود، بهصورت عملی و مستقیم ارزیابی دقیق انجام دهید
-
بخش سوالات متداول
- چه عواملی باید هنگام انتخاب تولیدکننده ریختهگری تحت فشار در نظر گرفته شوند؟
- چرا انطباق با مقررات در تولید ریختهگری تحت فشار اهمیت دارد؟
- تفاوت بین ریختهگری تحت فشار با غرفه گرم و غرفه سرد چیست؟
- چگونه میتوانم کیفیت و قابلیت اطمینان زنجیره تأمین ریختهگری تحت فشار خود را تضمین کنم؟
- اهمیت طراحی برای ساختپذیری (DFM) چیست؟