




Geef het materiaal, de toleranties, het productievolume en de sector-specifieke certificeringen op
Het opschrijven van deze vier belangrijke factoren helpt al vanaf het begin om ongeschikte spuitgietbedrijven uit te sluiten. Laten we beginnen met materialen. De meeste spuitgietonderdelen worden vervaardigd uit aluminiumlegeringen, omdat deze een uitstekende sterkte bieden zonder veel gewicht, en zo’n 80% van alle onderdelen bestrijken. Zink is echter geschikter bij ingewikkelde ontwerpen of dunne wanden. Vervolgens komen de afmetingstoleranties aan bod. Voor automotive-toepassingen gelden zeer strakke specificaties van ± 0,1 mm, wat de gereedschapskosten verhoogt ten opzichte van consumentenproducten, die toleranties van ± 0,3 mm kunnen verdragen. Ook het productievolume is van belang. Bij bestellingen van minder dan 10.000 stuks kiezen bedrijven vaak voor snelle opleveringsgereedschappen, terwijl grote orders duurzame, geharde staalmatrijzen vereisen om consistentie gedurende de gehele productieperiode te waarborgen. Certificeringen zijn eveneens essentieel. ISO 9001 is tegenwoordig vrijwel standaard, maar bepaalde sectoren hanteren strengere eisen. Defensiecontracten die onder de ITAR-regelgeving vallen of lucht- en ruimtevaartcomponenten die AS9100-certificering vereisen, betekenen dat elke leverancier zonder de juiste documentatie onmiddellijk wordt uitgesloten. Het schriftelijk vastleggen van al deze eisen versnelt het vinden van geschikte partners en zorgt ervoor dat iedereen tijdens het hele project op één lijn blijft.

Functionaliteitseisen afstemmen op regelgevende normen (bijv. Automotive IATF, Medisch ISO 13485)
Regelgeving vanaf het begin goed regelen bespaart bedrijven kostbare problemen op termijn, zoals het opnieuw ontwerpen van producten, het afhandelen van terugroepacties of langdurige vertragingen vóór de lancering van nieuwe producten. Voor automotive onderdelen moeten fabrikanten in het bezit zijn van de IATF 16949-certificering en poka-yoke-methoden toepassen, evenals proces-FMEAs om fouten vroegtijdig te detecteren. Bij medische hulpmiddelen die FDA-goedkeuring vereisen, moet alles volgens de ISO 13485-normen worden vervaardigd, wat betekent dat materialen volledig moeten worden bijgehouden gedurende het hele productieproces en dat giettechnieken moeten worden gebruikt die geschikt zijn voor cleanrooms. Fabrikanten van elektronica moeten ook controleren of hun producten voldoen aan de RoHS- en REACH-eisen om schadelijke stoffen te beperken. En vergeet niet: alle veiligheidskritieke componenten die naar Europa worden geëxporteerd, moeten ook voldoen aan de EU-Machinesrichtlijn. Volgens branchegegevens kan het niet naleven van deze regels leiden tot vertragingen van ongeveer 18 maanden bij het op de markt brengen van producten. Tijdens leveranciersbeoordelingen mag u niet vergeten aspecten te vergelijken zoals de duurzaamheid van materialen in de tijd of hun weerstand tegen hitte, in vergelijking met wat de relevante regelgeving daadwerkelijk vereist.

Beoordeel de technische capaciteiten van de spuitgietfabrikant
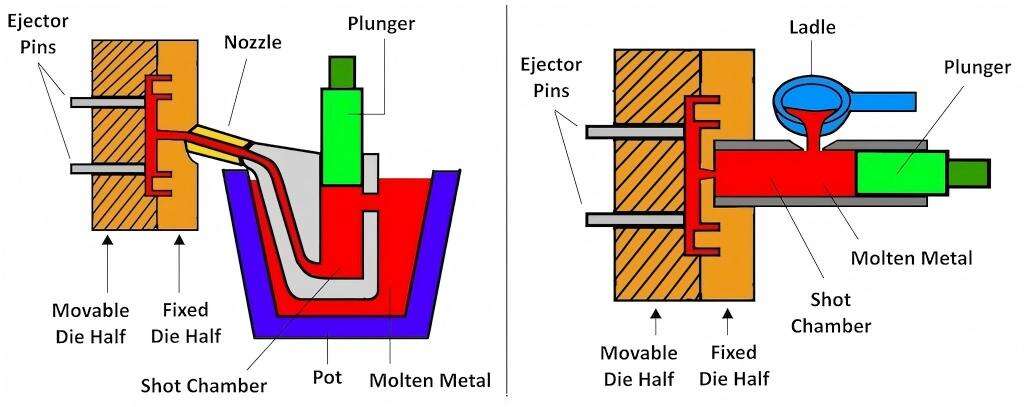
Beoordeel de bekwaamheid op het gebied van legeringen, de opties voor het spuitgietproces (heet/koudkamer) en de in-house gereedschapsproductie
Bij het beoordelen van potentiële leveranciers moet u nauwkeurig kijken naar hun ervaring met verschillende metaallegeringen, zoals aluminium, zink en magnesium. Elk materiaal gedraagt zich anders onder belasting, bij blootstelling aan hitte en in corrosieve omgevingen, dus het maakt uit welke soort projecten zij eerder hebben uitgevoerd. Zorg ervoor dat zij vertrouwd zijn met zowel hot-chamber-technieken (die het beste werken voor metalen zoals zink, die bij lagere temperaturen smelten) als cold-chamber-processen (die nodig zijn voor lastiger materialen zoals aluminium en magnesium). Het kiezen van het verkeerde proces kan later problemen veroorzaken, bijvoorbeeld door luchtzakken in de gietstukken of een hoger afkeurpercentage tijdens kwaliteitscontroles. Bedrijven die al hun gereedschapsbouwcapaciteiten onder één dak hebben, zijn vaak de extra inspanning waard om te vinden. Dergelijke bedrijven verkorten doorgaans de prototypedevelopmentsduur met 30% tot 50%, handhaven strengere toleranties op eerste onderdelen (ongeveer ±0,1 millimeter) en maken snellere aanpassingen mogelijk wanneer ontwerpen moeten worden bijgesteld. Aangezien prognoses aangeven dat de wereldwijde spuitgietindustrie rond het midden van dit decennium bijna 98 miljard dollar waard zal zijn, wordt toegang tot betrouwbare productiepartners die zowel de technische kant als de praktische productie-uitdagingen begrijpen, steeds belangrijker voor iedereen die vandaag de dag complexe productieprocessen beheert.
Valideer DFM-ondersteuning, simulatienauwkeurigheid en ervaring met precisietechniek
Zoek naar bewijs dat bedrijven daadwerkelijk samenwerken aan Design for Manufacturability (DFM) vanaf het begin van de productontwikkeling. Wanneer fabrikanten vroegtijdig betrokken worden, wordt het aantal frustrerende technische wijzigingen later in het proces verminderd en kunnen de productiekosten met 15% tot 25% dalen. Controleer hun simulatiewerk aan de hand van reële voorbeelden die zij eerder hebben uitgevoerd, met name wat betreft de manier waarop gesmolten metaal de mallen vult, hoe het stolt en wat er gebeurt met thermische spanningen. Bedrijven die correcte CFD-analyse toepassen, rapporteren tot wel een daling van 90% in problemen veroorzaakt door luchtbellen in gietstukken. Werk samen met partners die ten minste vijf jaar ervaring hebben in precisietechniek binnen uw specifieke branche. Dit is bijzonder belangrijk bij onderdelen met wanddiktes van minder dan 1,5 mm, die sterke structurele eigenschappen vereisen of die moeten voldoen aan strenge eisen op het gebied van temperatuurregeling. Geautomatiseerde systemen in spuitgieten dragen zeker bij aan consistentie, waarbij de meeste systemen volgens ISO 8062-normen een nauwkeurigheid van ongeveer 98% bereiken voor afmetingen.

Controleer de kwaliteitssystemen en de integriteit van de toeleveringsketen van de spuitgietfabrikant
Ga verder dan ISO 9001: geef bij voorkeur IATF 16949 of AS9100 de voorrang, indien van toepassing
De ISO 9001-norm vormt de basis van de meeste kwaliteitssystemen, hoewel bepaalde sectoren strengere eisen stellen wanneer potentiële risico’s een rol spelen. Bij de productie van auto’s is het verstandig om leveranciers te kiezen die zijn gecertificeerd volgens IATF 16949. Deze certificeringen dwingen bedrijven er in feite toe om op een manier te bouwen die fouten voorkomt voordat ze zich voordoen, processen op te zetten voor het oplossen van problemen zodra deze zich voordoen en de prestaties van leveranciers in de tijd bij te houden. Ook de lucht- en ruimtevaartsector en de defensiesector hebben hun eigen eisen, met name naleving van de AS9100-norm, die elk aspect van risico door het gehele toeleveringsnetwerk heen bestrijkt. Bedrijven die zich aan deze strengere normen houden, behalen over het algemeen betere resultaten op het gebied van productkwaliteit. Neem bijvoorbeeld de automobielindustrie, waar fabrieken volgens het Automotive Quality Benchmark-rapport van vorig jaar ongeveer 28 procent meer fouten detecteren tijdens de productie. Daarnaast wordt bij storingen sneller ingegrepen en is er adequaat documentatie beschikbaar om vast te stellen wat oorspronkelijk misging.
Bevestig materiaaltraceerbaarheid, controle van onderliggende leveranciers en auditklaarheid
Zorg voor volledige materiaalgenealogie – van de ruwe legeringsbatch tot het afgewerkte onderdeel – met digitale traceerbaarheid ter ondersteuning van directe terugroepklaarheid. Vereis gedocumenteerde validatie van onderliggende leveranciers, inclusief:
| Bedieningsaspect | Verificatiemethode | Industrie-norm |
|---|---|---|
| Batch-ID van grondstof | Digitale Tracking Systemen | ISO 9001:2015, artikel 8 |
| Audits bij onderliggende leveranciers | Kwartaallange prestatiescorecards | IATF 16949, paragraaf 8.4.3 |
| Bewijs van naleving | Klaarheid voor onaangekondigde audits binnen 24 uur | AS9100 Rev D |
Bevestig dat kwaliteitsdocumenten – waaronder dimensionele inspectierapporten, chemische samenstellingsanalyses en warmtebehandelingslogboeken – binnen twee uur opvraagbaar zijn. Deze reactiesnelheid is cruciaal tijdens regelgevende inspecties of dringende veldonderzoeken.

Voer praktische due diligence uit voordat u uw spuitgietfabrikant definitief kiest
Vraag functionele prototypes aan, voer bezoeken aan de productiefaciliteit uit en test de SLA’s onder extreme omstandigheden
Vraag om werkende prototypes in plaats van louter op uiterlijk gebaseerde modellen bij het testen van mechanische prestaties, warmteafvoer en de manier waarop onderdelen in werkelijke bedrijfsomgevingen op elkaar aansluiten. Dit vroegtijdig goed doen kan verborgen problemen in het ontwerp of productieproces blootleggen voordat er investeringen worden gedaan in gereedschappen voor productie. Bij een bezoek aan productiefaciliteiten controleert u de kalibratiegegevens van machines, bekijkt u de onderhoudshistorieboeken, gaat u personeelstrainingbestanden na en beoordeelt u hoe goed 5S-praktijken over de gehele productievloer worden gehandhaafd. Volgens recente bevindingen van het Automotive Manufacturing Audit Consortium in hun rapport van 2023 zijn deze factoren gekoppeld aan een vermindering van ongeveer 30 procent in het aantal afwijkingen tijdens precisiegietprocessen. Voor SLA-tests stelt u scenario’s op waarin onverwachte technische wijzigingen plaatsvinden of waarin de toeleveringsketen plotseling wordt verstoord. Let nauwlettend op hoe snel leveranciers verschillende afdelingen bijeenbrengen, tijdschema’s aanpassen en uitleggen welke compromissen zij eventueel moeten sluiten. Dergelijke praktische controles onthullen niet alleen transparantieproblemen, maar bevorderen ook gedeelde verantwoordelijkheid tussen partijen en verminderen risico’s nadat contracten zijn ondertekend.
FAQ Sectie
Welke factoren moeten worden overwogen bij het kiezen van een spuitgietfabrikant?
Overweeg de materiaalspecificatie, afmetingstoleranties, productievolume en sector-specifieke certificaten zoals ISO 9001 voor standaardpraktijken, of ITAR en AS9100 voor de defensie- en lucht- en ruimtevaartsector.
Waarom is naleving van regelgeving belangrijk in de spuitgietproductie?
Naleving van normen zoals IATF 16949 voor auto-onderdelen en ISO 13485 voor medische hulpmiddelen waarborgt de productkwaliteit, vermindert de kans op terugroepacties en voorkomt kostbare herontwerpen of vertragingen bij het op de markt brengen van nieuwe producten.
Wat is het verschil tussen warmkamer- en koudkamerspuitgieten?
Warmkamerprocessen zijn geschikt voor metalen met een laag smeltpunt, zoals zink, terwijl koudkamerprocessen worden gebruikt voor materialen zoals aluminium en magnesium die hogere temperaturen vereisen.
Hoe kan ik de kwaliteit en betrouwbaarheid van mijn spuitgiettoeleveringsketen waarborgen?
Geef de voorkeur aan fabrikanten die verder gaan dan de ISO 9001-normen, de traceerbaarheid van materialen bevestigen, audits uitvoeren bij ondergeschikte leveranciers en auditklaarheid waarborgen om kwaliteit en betrouwbaarheid te behouden.
Wat is het belang van Ontwerp voor Vervaardigbaarheid (DFM)?
Samenwerken aan DFM vroeg in de productontwikkeling kan technische wijzigingen aanzienlijk verminderen, de productiekosten verlagen en ervoor zorgen dat het eindproduct aan alle ontwerpintenties voldoet.
Inhoudsopgave
- Beoordeel de technische capaciteiten van de spuitgietfabrikant
- Controleer de kwaliteitssystemen en de integriteit van de toeleveringsketen van de spuitgietfabrikant
- Voer praktische due diligence uit voordat u uw spuitgietfabrikant definitief kiest
-
FAQ Sectie
- Welke factoren moeten worden overwogen bij het kiezen van een spuitgietfabrikant?
- Waarom is naleving van regelgeving belangrijk in de spuitgietproductie?
- Wat is het verschil tussen warmkamer- en koudkamerspuitgieten?
- Hoe kan ik de kwaliteit en betrouwbaarheid van mijn spuitgiettoeleveringsketen waarborgen?
- Wat is het belang van Ontwerp voor Vervaardigbaarheid (DFM)?