




Especifique o Material, as Tolerâncias, o Volume de Produção e as Certificações Específicas do Setor
Definir esses quatro fatores-chave ajuda a descartar, desde o início, as empresas incorretas de fundição sob pressão. Comecemos pelos materiais. A maioria das peças fundidas sob pressão é fabricada com ligas de alumínio, pois oferecem excelente resistência sem grande peso, representando cerca de 80% de todos os componentes. O zinco, por sua vez, funciona melhor ao lidar com designs intrincados ou paredes finas. Em seguida, temos as tolerâncias dimensionais. Produtos automotivos exigem especificações muito rigorosas, da ordem de ±0,1 mm, o que torna as ferramentas mais caras, comparadas às destinadas a produtos de consumo, que podem aceitar diferenças de ±0,3 mm. O volume de produção também é relevante. Ao encomendar menos de 10.000 peças, as empresas geralmente optam por ferramentas de entrega rápida; já pedidos em grande escala exigem moldes de aço endurecido, duráveis, para garantir consistência ao longo do tempo. As certificações também são importantes. A ISO 9001 é hoje bastante comum, mas determinados setores impõem requisitos mais rigorosos. Contratos de defesa regidos pelas normas ITAR ou componentes aeroespaciais que exigem a certificação AS9100 significam que qualquer fornecedor sem a documentação adequada é imediatamente descartado. Registrar todos esses requisitos acelera a identificação de bons parceiros e mantém todas as partes alinhadas durante todo o projeto.

Alinhar Necessidades Funcionais com Normas Regulatórias (por exemplo, Automotiva IATF, Médica ISO 13485)
Garantir que os regulamentos sejam cumpridos desde o início evita que as empresas enfrentem problemas caros no futuro, como a necessidade de redesenhar produtos, lidar com recalls ou sofrer longos atrasos antes do lançamento de qualquer novidade. No caso de peças automotivas, os fabricantes precisam possuir a certificação IATF 16949 e implementar métodos poka-yoke, além de análises FMEA de processo, para identificar erros precocemente. Quando se trata de dispositivos médicos que exigem aprovação da FDA, todo o processo produtivo deve seguir rigorosamente as normas ISO 13485, o que implica rastrear os materiais ao longo de toda a cadeia produtiva e empregar técnicas de fundição adequadas para salas limpas. Fabricantes de eletrônicos também devem verificar se seus produtos atendem aos requisitos RoHS e REACH, visando limitar a presença de substâncias perigosas. Além disso, lembre-se de que quaisquer componentes críticos para a segurança destinados ao mercado europeu devem estar em conformidade com a Diretiva Europeia de Máquinas. Dados setoriais indicam que o descumprimento dessas regras pode resultar em atrasos de aproximadamente 18 meses na colocação dos produtos no mercado. Durante avaliações de fornecedores, não se esqueça de comparar aspectos como a durabilidade dos materiais ao longo do tempo ou sua capacidade de resistir ao calor, confrontando essas características com os requisitos efetivos estabelecidos pela regulamentação aplicável.

Avaliar as Capacidades Técnicas do Fabricante de Fundição em Matriz
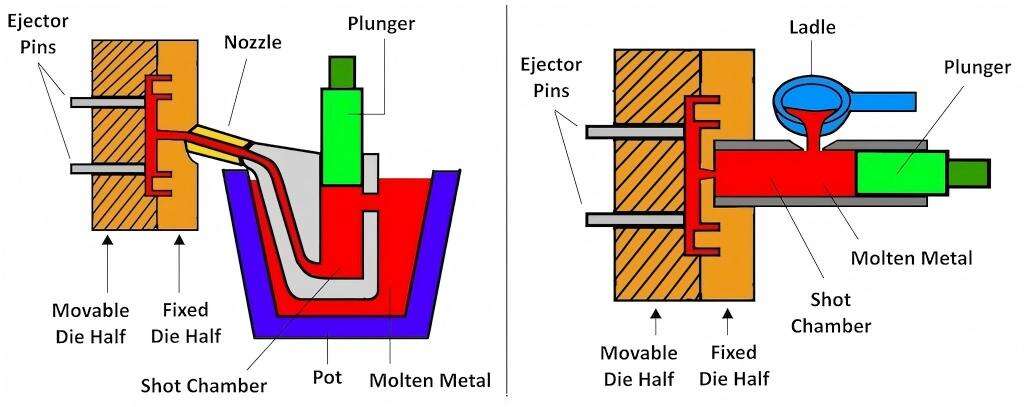
Avaliar a Competência em Ligas, as Opções de Processo de Fundição em Matriz (Câmara Quente/Fria) e a Ferramentaria Interna
Ao avaliar potenciais fornecedores, examine atentamente sua experiência no trabalho com diferentes ligas metálicas, como alumínio, zinco e magnésio. Cada material comporta-se de maneira distinta sob tensão, exposição ao calor e em ambientes corrosivos; portanto, é relevante saber quais tipos de projetos eles já realizaram anteriormente. Certifique-se de que dominam tanto as técnicas de câmara quente — ideais para metais como o zinco, que fundem a temperaturas mais baixas — quanto os processos de câmara fria, necessários para materiais mais resistentes, como alumínio e magnésio. A escolha incorreta do processo pode gerar problemas futuros, como a formação de bolhas de ar no interior das peças fundidas ou taxas mais elevadas de rejeição durante os controles de qualidade. Empresas que possuem todas as suas capacidades de conformação de ferramentas sob um mesmo teto costumam valer o esforço adicional para encontrá-las. Essas oficinas normalmente reduzem o tempo de desenvolvimento de protótipos entre 30% e 50%, mantêm tolerâncias mais rigorosas nas primeiras peças (aproximadamente ±0,1 milímetro) e permitem ajustes mais rápidos quando os projetos precisam ser refinados. Com previsões indicando que a indústria global de fundição em matriz alcançará quase US$ 98 bilhões em valor até meados desta década, ter acesso a parceiros de fabricação confiáveis — que compreendam tanto os aspectos técnicos quanto os desafios reais da produção — torna-se cada vez mais importante para qualquer pessoa que gerencie operações complexas de manufatura atualmente.
Validar o Suporte à Análise de Viabilidade de Fabricação (DFM), a Precisão da Simulação e a Experiência em Engenharia de Precisão
Procure provas de que as empresas realmente colaboram na concepção para fabricabilidade (DFM) desde o início do desenvolvimento do produto. Quando os fabricantes se envolvem precocemente, reduz-se significativamente aquelas frustrantes alterações de engenharia posteriormente e é possível reduzir os custos de produção em até 15% a 25%. Avalie seu trabalho de simulação comparando-o com exemplos reais já executados anteriormente, especialmente no que diz respeito ao preenchimento dos moldes pelo metal fundido, à sua solidificação e às tensões térmicas resultantes. Empresas que utilizam adequadamente análises CFD observaram uma redução de até 90% nos problemas causados por bolsas de ar em peças fundidas. Trabalhe com parceiros que tenham, no mínimo, cinco anos de experiência em engenharia de precisão na sua área industrial específica. Isso torna-se particularmente importante ao lidar com peças cujas paredes tenham espessura inferior a 1,5 mm, que exijam elevadas propriedades estruturais ou que devam atender rigorosos requisitos de controle térmico. Sistemas automatizados na fundição sob pressão contribuem efetivamente para a manutenção da consistência, alcançando, na maioria dos casos, uma precisão de aproximadamente 98%, conforme estabelecido pela norma ISO 8062 para dimensões.

Verificar os Sistemas de Qualidade e a Integridade da Cadeia de Suprimentos do Fabricante de Peças Fundidas em Matriz
Ir Além da ISO 9001: Priorizar a IATF 16949 ou a AS9100, Conforme Aplicável
A norma ISO 9001 constitui a base da maioria dos sistemas de qualidade, embora determinados setores exijam requisitos ainda mais rigorosos ao lidar com riscos potenciais. Ao trabalhar com automóveis, faz sentido optar por fornecedores certificados segundo a norma IATF 16949. Essas certificações exigem, efetivamente, que as empresas adotem abordagens que evitem defeitos antes mesmo de ocorrerem, estabeleçam processos para corrigir problemas à medida que surgem e acompanhem continuamente o desempenho dos fornecedores ao longo do tempo. Os setores aeroespacial e de defesa possuem também seus próprios requisitos, exigindo conformidade com a norma AS9100, que abrange todos os aspectos de risco em toda a rede de fornecimento. As empresas que aderem a esses padrões mais exigentes tendem a obter melhores resultados em termos de qualidade dos produtos. Tome-se, por exemplo, o setor automotivo, no qual as fábricas identificaram cerca de 28% mais defeitos durante a fabricação, conforme relatado no relatório Automotive Quality Benchmark do ano passado. Além disso, há um tratamento mais ágil dos problemas quando ocorrem falhas, juntamente com documentação adequada para identificar inicialmente o que saiu do controle.
Confirmar a rastreabilidade dos materiais, o controle de fornecedores de nível inferior e a prontidão para auditorias
Garantir a genealogia completa dos materiais – desde o lote da liga bruta até a peça acabada – com rastreabilidade digital que apoie a prontidão imediata para recalls. Exigir a validação documentada de fornecedores de nível inferior, incluindo:
| Aspecto de Controle | Método de Verificação | Padrão do sector |
|---|---|---|
| ID do Lote do Material Bruto | Sistemas de Rastreamento Digital | Cláusula 8 da ISO 9001:2015 |
| Auditorias de Fornecedores de Nível Inferior | Fichas trimestrais de desempenho | IATF 16949 §8.4.3 |
| Evidências de Conformidade | Prontidão para auditorias não anunciadas em até 24 horas | AS9100 Rev D |
Confirmar que os registros de qualidade – incluindo relatórios de inspeção dimensional, análises de composição química e registros de tratamento térmico – sejam recuperáveis em até duas horas. Essa capacidade de resposta é crítica durante inspeções regulatórias ou investigações de campo urgentes.

Realize uma Due Diligence Prática Antes de Finalizar seu Fabricante de Peças Fundidas por Injeção
Solicite Protótipos Funcionais, Realize Avaliações Presenciais das Instalações e Submeta os Níveis de Serviço (SLAs) a Testes de Estresse
Solicite protótipos funcionais, em vez de meros modelos baseados apenas na aparência, ao testar o desempenho mecânico, a dissipação térmica e a forma como as peças se encaixam em ambientes operacionais reais. Garantir essa etapa desde cedo pode revelar problemas ocultos nos processos de projeto ou fabricação antes que qualquer ferramental seja comprometido com a produção. Ao visitar instalações, verifique os registros de calibração das máquinas, examine os livros de histórico de manutenção, revise os arquivos de treinamento da equipe e avalie o grau de adesão às práticas 5S em toda a área de produção. Esses fatores estão associados a uma redução de cerca de 30% nos defeitos durante operações de fundição de precisão, conforme constatado recentemente pelo Automotive Manufacturing Audit Consortium em seu relatório de 2023. Para testes SLA, crie cenários em que ocorram modificações de engenharia inesperadas ou interrupções súbitas nas cadeias de suprimento. Observe atentamente com que rapidez os fornecedores conseguem integrar diferentes departamentos, ajustar cronogramas e explicar os compromissos que possam ser necessários. Essas verificações práticas não só revelam falhas de transparência, mas também promovem a responsabilidade compartilhada entre as partes, reduzindo riscos após a assinatura dos contratos.
Seção de Perguntas Frequentes
Quais fatores devem ser considerados ao escolher um fabricante de fundição sob pressão?
Considere a especificação do material, as tolerâncias dimensionais, o volume de produção e certificações específicas do setor, como a ISO 9001 para práticas padrão, ou ITAR e AS9100 para os setores de defesa e aeroespacial.
Por que a conformidade regulatória é importante na fabricação de peças fundidas sob pressão?
A conformidade com normas como a IATF 16949 para peças automotivas e a ISO 13485 para dispositivos médicos garante a qualidade do produto, reduz a probabilidade de recalls e evita redesigns onerosos ou atrasos no lançamento de novos produtos.
Qual é a diferença entre fundição sob pressão em câmara quente e em câmara fria?
Os processos em câmara quente são adequados para metais com baixo ponto de fusão, como o zinco, enquanto os processos em câmara fria são utilizados para materiais como alumínio e magnésio, que exigem temperaturas mais elevadas.
Como posso garantir a qualidade e a confiabilidade da minha cadeia de fornecimento de fundição sob pressão?
Priorize fabricantes que vão além dos padrões ISO 9001, confirmem a rastreabilidade dos materiais, realizem auditorias em fornecedores de níveis inferiores e garantam a prontidão para auditorias, a fim de manter qualidade e confiabilidade.
Qual é a importância da Engenharia para Fabricação (DFM)?
Colaborar na DFM no início do desenvolvimento do produto pode reduzir significativamente as alterações de engenharia, diminuir os custos de produção e garantir que o produto final atenda a todas as intenções de projeto.
Sumário
- Avaliar as Capacidades Técnicas do Fabricante de Fundição em Matriz
- Verificar os Sistemas de Qualidade e a Integridade da Cadeia de Suprimentos do Fabricante de Peças Fundidas em Matriz
- Realize uma Due Diligence Prática Antes de Finalizar seu Fabricante de Peças Fundidas por Injeção
-
Seção de Perguntas Frequentes
- Quais fatores devem ser considerados ao escolher um fabricante de fundição sob pressão?
- Por que a conformidade regulatória é importante na fabricação de peças fundidas sob pressão?
- Qual é a diferença entre fundição sob pressão em câmara quente e em câmara fria?
- Como posso garantir a qualidade e a confiabilidade da minha cadeia de fornecimento de fundição sob pressão?
- Qual é a importância da Engenharia para Fabricação (DFM)?