




هندسة دقيقة والتحكم في التسامحات الضيقة
تكتسب مصانع الصب بالقالب الرائدة ميزة تنافسية من خلال الدقة على مستوى الميكرون، حيث يُعتبر دقة الأبعاد ±٠٫٠٥ مم معيارًا سائدًا—حتى في الإنتاج عالي الحجم. ويستلزم ذلك أنظمة متكاملة تجمع بين ضوابط العمليات المتقدمة وبروتوكولات التحقق الصارمة.

تحقيق دقة أبعاد ±٠٫٠٥ مم عبر عمليات الإنتاج عالي الحجم
الحفاظ على تلك التحملات الضيقة جدًّا يتطلّب استخدام قوالب مصنوعة بدقة بواسطة ماكينات التحكم العددي بالحاسوب (CNC) المستقرّة حراريًّا، بالإضافة إلى أجهزة استشعار ضغط تجويفية تعمل في الزمن الحقيقي، ونظام فحص بصري آليٍّ ما. وعندما تطبّق المصانع فعليًّا نظام التحكُّم الإحصائي في العمليات (SPC)، فإنها عادةً ما تلاحظ انخفاضًا بنسبة ٤٠٪ تقريبًا في الانحراف البُعدي مقارنةً بما يحدث عند الاعتماد على الطرق اليدوية وحدها. كما أن قاعدة القياس ١٠ إلى ١ تكتسب أهمية كبيرة هنا أيضًا. وببساطة، فإن هذا يعني استخدام معدات القياس التي تكون دقتها أعلى بعشر مرات من دقة التحمّل المطلوب. وهذا يساعد في الحفاظ على اتساق الجودة طوال عملية الإنتاج. فعلى سبيل المثال، يمكن لأجهزة قياس الإحداثيات (CMMs) المزوَّدة بتتبُّع الليزر أن تؤكِّد القياسات ضمن مدى تكرارٍ لا يتجاوز ±٠٫٠٠٥ مم، حتى بعد إتمام ٢٠٠٠٠ دورة إنتاجية. وهذا أمرٌ مثيرٌ للإعجاب حقًّا إذا ما تأمَّلناه.
مراقبة درجة حرارة القالب في الزمن الحقيقي والاستقرار الحلقي المغلق للعملية
تُعد تقلبات درجة الحرارة داخل القوالب مسؤولةً عن أكثر من نصف جميع مشكلات الصب في التصنيع الدقيق. وتقوم أفضل المصانع حاليًّا بتثبيت أجهزة استشعار إنترنت الأشياء (IoT) مباشرةً داخل تجاويف القوالب. وتُرسل هذه المستشعرات معلوماتٍ فوريةً إلى وحدات تحكُّم ذكيةٍ يمكنها ضبط معدلات التبريد بدقة تصل إلى نحو درجتين مئويتين في أيٍّ من الاتجاهين. كما تقوم هذه الوحدات أيضًا بتعديل ضغوط الحقن بين الجولات المختلفة، والتنبؤ بالمشكلات قبل حدوثها، مما يقلل الهدر في المواد بنسبة تقارب ٣٠٪. وما الذي يجعل هذا النظام فعّالًا جدًّا؟ إن أنظمة الحلقة المغلقة تتعامل مع ظواهر مثل التمدد الحراري عند تغيُّر حالة المواد، وتأخذ في الحسبان طريقة تدفُّق السبائك المختلفة عبر القوالب، وتحافظ على استقرار العملية بأكملها دون الحاجة إلى إيقاف خطوط الإنتاج لإصلاح الأعطال.

علم المواد المتقدم وتحسين السبائك
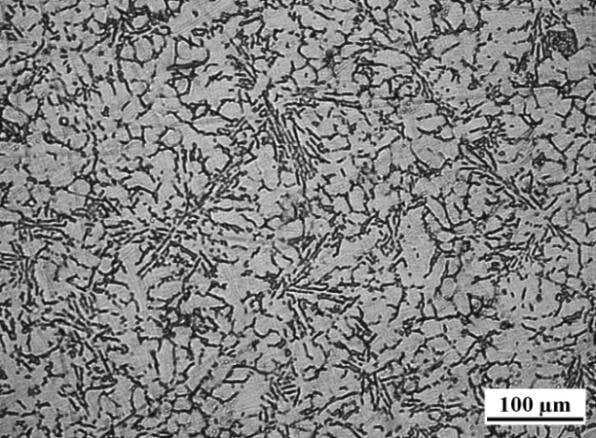
زيادة مقاومة الشد لمعدن A380 بنسبة ٢٢٪ من خلال التجميد المتحكم فيه وتنعيم الحبيبات
تُحدث عمليات الصب بالقالب العلوي المتطوّرة ثورةً في أداء المواد بفضل التقدّم الحاصل في علوم المعادن. فعندما يتحكم المهندسون في سرعة تجمّد المعدن أثناء عملية الصب، يمكنهم منع تشكّل تلك الفجوات الانكماشية المزعجة والحصول على هياكل بلورية أفضل في سبيكة الألومنيوم A380، التي لا تزال تُعتبر السبيكة القياسية المستخدمة في معظم أجزاء الصب بالقالب. وتقوم أنظمة التبريد بإجراء تعديلات لحظية فعلية للحفاظ على درجات الحرارة عند المستوى المطلوب طوال العملية. وفي الوقت نفسه، فإن إضافة كمّيات ضئيلة جدًّا من التيتانيوم والبورون تساعد في تكوين حبيبات متجانسة وجميلة في تركيب المعدن. وهذه الحبيبات الصغيرة تمنع انتشار العيوب فعليًّا عند تطبيق الإجهادات، ما يجعل المنتج النهائي أقوى بشكل عام. وقد أظهرت الاختبارات المعملية أن دمج هذه التقنيات يرفع مقاومة الشد لسبيكة A380 بنسبة تقارب ٢٢٪، مع الحفاظ في الوقت نفسه على مرونتها الكافية للانحناء دون أن تنكسر. كما أن المكونات المصنَّعة بهذه الطريقة تتحمّل أحمالًا أثقل، وهو ما يفسّر سبب انتقال العديد من شركات صناعة السيارات وشركات تصنيع الطائرات إلى هذه العملية المحسَّنة.
| تقنية | وظيفة | التأثير على طائرة A380 |
|---|---|---|
| تجميد خاضع للتحكم | يُنظِّم معدلات التبريد | يقلل العيوب الداخلية بنسبة ٤٠٪ |
| تنعيم الحبيبات | يُضيف عوامل نواة التبلور | يزيد كثافة حدود الحبيبات خمسة أضعاف |
| العملية المدمجة | يُزامن بين التحكم الحراري والهيكلي | يحقِّق زيادةً في قوة الشد بنسبة ٢٢٪ |
تضمن هذه المنهجية العلمية إنتاجًا ثابتًا وبكميات كبيرة لأجزاء خفيفة الوزن ومع ذلك متينة— مما يحوِّل تحسين السبائك إلى ميزة استراتيجية في التصنيع.

إمكانية التتبع الرقمي الشامل والتكامل مع مفاهيم الثورة الصناعية الرابعة
إمكانية التتبع الكامل على مستوى الدفعة في غضون ٦ ثوانٍ: من سجل الحقن إلى النموذج الرقمي
يمكن لأفضل عمليات الصب بالقالب أن تتبع كل مكوّن عبر العملية بأكملها في غضون ست ثوانٍ تقريبًا عندما تدمج أجهزة الاستشعار المُربوطة بالإنترنت للأشياء (IoT) مع النماذج الرقمية المحمية بتقنية البلوك تشين. فجميع تلك المعايير الحرجة خلال كل دورة حقن — مثل الضغط الذي يبلغ نحو ١٢٠٠٠ رطل لكل بوصة مربعة (PSI)، ودرجة حرارة المصهور التي تصل إلى حوالي ٧٠٠ درجة مئوية، بالإضافة إلى مدة كل دورة — تُرسل مباشرةً إلى شاشات الرصد المركزية. وهذا يعني اكتشاف المشكلات فور حدوثها تقريبًا، لذا أصبح فريق الجودة يقضِي وقتًا أقل بكثير في إنجاز المهام الورقية، حيث انخفضت الحاجة إلى الوثائق بنسبة تقارب ثلاثة أرباعها. أما السجلات الورقية التقليدية فهي لا ترقى إطلاقًا إلى هذا المستوى. وباستخدام تقنية الترابط الرقمي، يُسجَّل كل شيء بشكل دائم بدءًا من اللحظة التي يبدأ فيها المصهور بالانصهار وحتى خروج القطع من خط الإنتاج جاهزةً للشحن.
الصيانة التنبؤية التي تحقق نسبة توفر آلات تبلغ ٩٩,٢٪ في أبرز مواقع مصانع الصب بالقالب
يمكن لأجهزة استشعار الاهتزاز الحديثة المزودة بالذكاء الاصطناعي التنبؤ بوقت حدوث عطل في المعدات قبل وقوعه بحوالي ثلاثة أيام، مما يضمن تشغيل آلات الصب بالضغط العالي بنسبة توفر تبلغ نحو ٩٩,٢٪ في معظم الأوقات. ويقوم النظام فعليًّا بتحليل عدة مجموعات من البيانات معًا، ومنها أنماط الحرارة الناتجة عن التصوير الحراري، وسجلات الضغوط الهيدروليكية، بالإضافة إلى التغيرات في كمية الكهرباء التي تستهلكها المحركات الكهربائية. وتتم معالجة كل هذه الإشارات لكي يعرف الفنيون بدقة متى يجب إجراء أعمال الصيانة، بينما تُخطَّط باقي العمليات لتكون خارج الخدمة أصلًا. فما المقصود بهذا بالنسبة للإنتاج؟ حسنًا، تفيد المصانع بأنها نجحت في خفض حالات التوقف غير المخطط لها بنسبة تقارب الثلثين مقارنةً بالفترة السابقة لاعتماد هذه التكنولوجيا. علاوةً على ذلك، تدوم القوالب عادةً حوالي ٤٠٠٠٠ دورة إضافية قبل الحاجة إلى استبدالها، ما يُترجم إلى زيادة تصل إلى نحو ٢٢٪ في عدد المنتجات الخارجة من خط الإنتاج سنويًّا مقارنةً بما كان ممكنًا باستخدام أساليب الصيانة الاستجابية التقليدية.
ما وراء الشهادة: التحقق المركّز على العميل وشفافية العمليات
إن شهادات الاعتماد الصناعي مثل IATF 16949 تُعَدُّ بالتأكيد عاملًا حاسمًا في إثبات المصداقية الأساسية، لكن أفضل مصانع الصب بالقالب تتميَّز لأنها تتجاوز متطلبات هذه الشهادات. وتركِّز هذه المصانع الرائدة على الحصول مباشرةً على ملاحظات العملاء والانفتاح التام بشأن كيفية سير الأمور خلف الكواليس. فشهادات الورق لا تُظهر سوى ما كان صحيحًا لحظةً واحدةً فقط. أما القادة الحقيقيون في هذا المجال فيُنشئون أنظمةً مستمرةً تتيح للعملاء رؤية بيانات الإنتاج مباشرةً، والتحقق من مواصفات المواد، ومراجعة ضوابط العمليات في أي وقتٍ يلزمهم ذلك. ويُسهم هذا النهج في الحد من المخاطر عبر سلسلة التوريد، إذ يمكن للمشترين التحقق من عوامل الجودة الحاسمة — مثل المسامية أو الأبعاد — مقابل ما يتوافق بشكل أفضل مع منتجاتهم الخاصة قبل خروج أي شيء من أرضية المصنع. وعندما يحصل العملاء على سجلاتٍ تبيِّن أداء القوالب مع مرور الوقت، وتتتبَّع دفعات السبائك المستخدمة، وتُحدِّد أي انحرافات تطرأ أثناء الإنتاج، فإن ذلك يخلق علاقةً خاصةً بين المصنِّع والعميل. فمراقبة الجودة لم تعد مجرد فحصٍ نهائيةٍ في نهاية خط الإنتاج، بل تصبح جزءًا من الحوار اليومي بين المهندسين العاملين معًا لتحقيق نتائج أفضل. وتفهم أفضل المصانع أن الجودة الحقيقية لا تأتي من امتلاك شهادات جميلة معلَّقة على الجدران، بل من التحسين المستمر عبر التعاون مع الجهات التي تستخدم قطعها فعليًّا.

الأسئلة الشائعة
ما هي ميزة الدقة على مستوى الميكرون في الصب بالقالب؟
تتيح الدقة على مستوى الميكرون لمصانع الصب بالقالب تحقيق دقة أبعاد تبلغ ±٠٫٠٥ مم، مما يضمن إنتاجًا عالي الجودة حتى عند التصنيع بكميات كبيرة، ويقلل بشكل كبير من الانحراف البُعدي.
كيف تحتفظ مصانع الصب بالقالب بدرجة حرارة القالب في الوقت الفعلي؟
من خلال استخدام أجهزة استشعار إنترنت الأشياء (IoT) داخل تجاويف القوالب، يمكن لمصانع الصب بالقالب ضبط معدلات التبريد وضغوط الحقن في الوقت الفعلي، مما يمنع الهدر ويضمن ثبات جودة الإنتاج.
ما الأثر الناتج عن التحكم في عملية التصلّب على سبيكة A380؟
يؤدي التحكم في إدارة التصلّب إلى خفض العيوب الداخلية بنسبة ٤٠٪، وعند دمجه مع تنعيم الحبيبات، يعزز مقاومة الشد لمكونات سبيكة A380 بشكل ملحوظ.
كيف تحسّن إمكانية التتبع الرقمي عمليات الصب بالقالب؟
تتيح إمكانية التتبع الرقمي تتبع المكونات كاملةً في غضون ست ثوانٍ أو أقل عبر أجهزة استشعار إنترنت الأشياء (IoT) وتكنولوجيا السجل الموزع (blockchain)، ما يؤدي إلى اكتشاف المشكلات بشكل أسرع وتقليل متطلبات التوثيق.
ما الدور الذي تؤديه الصيانة التنبؤية في صب القوالب؟
تدعم الصيانة التنبؤية، التي تعتمد على الذكاء الاصطناعي وأجهزة الاستشعار، مصانع صب القوالب في الحفاظ على وقت تشغيل الآلات بنسبة ٩٩,٢٪ من خلال التنبؤ بحالات فشل المعدات مسبقًا، وبالتالي تحقيق أقصى كفاءة إنتاجية.