




วิศวกรรมความแม่นยำและการควบคุมความคลาดเคลื่อนอย่างเข้มงวด
โรงงานหล่อขึ้นรูปแบบแรงดันสูงชั้นนำสร้างข้อได้เปรียบในการแข่งขันผ่านความแม่นยำในระดับไมครอน โดยมีมาตรฐานความถูกต้องของมิติที่ ±0.05 มม. — แม้แต่ในการผลิตจำนวนมาก ซึ่งสิ่งนี้จำเป็นต้องอาศัยระบบที่ผสานรวมกันอย่างแนบเนียน ทั้งการควบคุมกระบวนการขั้นสูงและโปรโตคอลการตรวจสอบที่เข้มงวด

การบรรลุความถูกต้องของมิติที่ ±0.05 มม. ในการผลิตจำนวนมาก
การรักษาความคลาดเคลื่อนที่ค่อนข้างแคบมากนี้ไว้ให้คงที่ หมายถึงต้องใช้แม่พิมพ์ที่ผลิตด้วยเครื่องจักร CNC ซึ่งมีความเสถียรทางอุณหภูมิ พร้อมด้วยเซ็นเซอร์วัดแรงดันภายในโพรงแบบเรียลไทม์ และระบบสแกนด้วยแสงออปติคัลอัตโนมัติบางประเภท เมื่อโรงงานต่างๆ นำระบบควบคุมกระบวนการเชิงสถิติ (SPC) ไปใช้งานจริง พวกเขามักจะเห็นอัตราการเปลี่ยนแปลงของมิติลดลงประมาณ 40% เมื่อเปรียบเทียบกับวิธีการตรวจสอบด้วยมือเพียงอย่างเดียว นอกจากนี้ กฎการวัดแบบ 10 ต่อ 1 ก็มีความสำคัญอย่างยิ่งในบริบทนี้ด้วย โดยหลักการแล้วหมายถึงการใช้อุปกรณ์วัดที่มีความแม่นยำสูงกว่าเป้าหมายความคลาดเคลื่อนถึง 10 เท่า ซึ่งจะช่วยรักษาความสม่ำเสมอของคุณภาพตลอดกระบวนการผลิต ยกตัวอย่างเช่น เครื่องวัดพิกัด (CMM) ซึ่งติดตั้งระบบเลเซอร์แทร็กกิ้งสามารถยืนยันค่าการวัดได้ภายในขอบเขตความซ้ำซ้อน ±0.005 มม. แม้หลังจากผ่านรอบการผลิตมาแล้ว 20,000 รอบ ซึ่งนับว่าน่าประทับใจมากเมื่อพิจารณาโดยรวม
การตรวจสอบอุณหภูมิแม่พิมพ์แบบเรียลไทม์และการปรับเสถียรกระบวนการแบบวงจรปิด
การเปลี่ยนแปลงอุณหภูมิภายในแม่พิมพ์เป็นสาเหตุหลักของปัญหาการขึ้นรูปโลหะมากกว่าครึ่งหนึ่งทั้งหมดในกระบวนการผลิตแบบความแม่นยำสูง โรงงานชั้นนำในปัจจุบันจึงติดตั้งเซ็นเซอร์อินเทอร์เน็ตของสรรพสิ่ง (IoT) ไว้ภายในโพรงแม่พิมพ์โดยตรง เซ็นเซอร์เหล่านี้ส่งข้อมูลแบบเรียลไทม์ไปยังคอนโทรลเลอร์อัจฉริยะ ซึ่งสามารถปรับอัตราการระบายความร้อนให้แม่นยำถึง ±2 องศาเซลเซียส ควบคู่ไปกับการปรับความดันการฉีดระหว่างรอบการผลิตแต่ละรอบ และทำนายปัญหาที่อาจเกิดขึ้นล่วงหน้า ช่วยลดของเสียได้ประมาณ 30% แล้วเหตุใดระบบนี้จึงทำงานได้ดีเยี่ยมเช่นนี้? เนื่องจากระบบควบคุมแบบวงจรปิด (Closed-loop systems) สามารถจัดการปรากฏการณ์ต่าง ๆ เช่น การขยายตัวจากความร้อนเมื่อวัสดุเปลี่ยนสถานะ คำนึงถึงพฤติกรรมการไหลของโลหะผสมแต่ละชนิดผ่านแม่พิมพ์ และรักษาความเสถียรของกระบวนการผลิตทั้งหมดไว้ได้ โดยไม่จำเป็นต้องหยุดสายการผลิตเพื่อดำเนินการซ่อมแซม

วิทยาศาสตร์วัสดุขั้นสูงและการปรับแต่งโลหะผสม
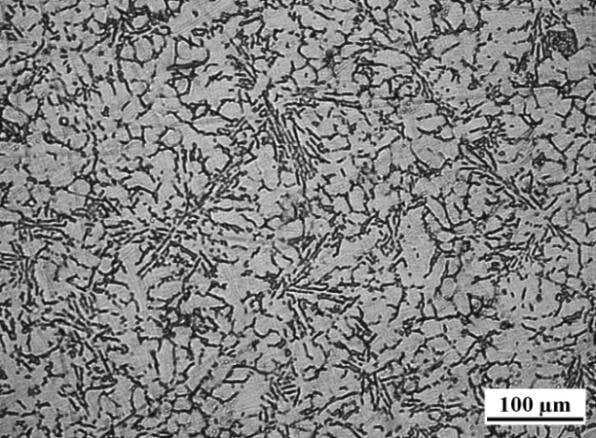
เพิ่มความแข็งแรงดึงของโลหะผสม A380 ได้ถึง 22% ผ่านการควบคุมการแข็งตัวอย่างแม่นยำและการปรับโครงสร้างเม็ดผลึกให้ละเอียดขึ้น
การขึ้นรูปโลหะด้วยแม่พิมพ์แบบแรงดันสูง (die casting) ชั้นนำกำลังปฏิวัติวิธีที่วัสดุแสดงสมบัติทางกายภาพ ด้วยความก้าวหน้าในสาขาวิทยาศาสตร์โลหะ เมื่อวิศวกรควบคุมอัตราการแข็งตัวของโลหะระหว่างกระบวนการขึ้นรูปได้อย่างแม่นยำ ก็จะสามารถป้องกันการเกิดรูหดตัว (shrinkage holes) ที่น่ารำคาญเหล่านั้น และได้โครงสร้างผลึกที่ดีขึ้นในอลูมิเนียมเกรด A380 ซึ่งยังคงเป็นโลหะผสมที่นิยมใช้มากที่สุดสำหรับชิ้นส่วนที่ผลิตด้วยวิธี die casting ส่วนระบบระบายความร้อนจะปรับอุณหภูมิแบบเรียลไทม์ เพื่อรักษาอุณหภูมิให้เหมาะสมตลอดกระบวนการ พร้อมกันนี้ การเติมไทเทเนียมและโบรอนในปริมาณเล็กน้อยยังช่วยส่งเสริมการเกิดเม็ดผลึก (grains) ที่มีขนาดสม่ำเสมอและละเอียดในโครงสร้างโลหะ เม็ดผลึกขนาดเล็กเหล่านี้สามารถยับยั้งการแพร่กระจายของข้อบกพร่องเมื่อมีแรงกระทำ จึงทำให้ผลิตภัณฑ์สำเร็จรูปมีความแข็งแรงโดยรวมสูงขึ้น ผลการทดสอบในโรงงานพบว่า การผสานเทคนิคเหล่านี้เข้าด้วยกันสามารถเพิ่มความต้านแรงดึง (tensile strength) ของ A380 ได้ประมาณ 22% แต่ยังคงรักษาความยืดหยุ่นไว้เพียงพอสำหรับการดัดโค้งโดยไม่หัก ชิ้นส่วนที่ผลิตด้วยวิธีนี้จึงสามารถรับน้ำหนักบรรทุกได้มากขึ้น ซึ่งเป็นเหตุผลสำคัญที่ผู้ผลิตรถยนต์และผู้ผลิตอากาศยานจำนวนมากกำลังเปลี่ยนมาใช้กระบวนการที่ปรับปรุงแล้วนี้
| เทคนิค | ฟังก์ชัน | ผลกระทบต่อ A380 |
|---|---|---|
| การแข็งตัวแบบควบคุม | ควบคุมอัตราการระบายความร้อน | ลดข้อบกพร่องภายในลง 40% |
| การปรับปรุงขนาดเม็ดผลึก | เติมสารเร่งการเกิดผลึก | เพิ่มความหนาแน่นของขอบเขตเม็ดผลึกเป็น 5 เท่า |
| กระบวนการแบบผสมผสาน | ประสานการควบคุมด้านอุณหภูมิและโครงสร้าง | บรรลุการเพิ่มความแข็งแรงดึงได้ 22% |
วิธีการทางวิทยาศาสตร์นี้ช่วยให้มั่นใจได้ถึงการผลิตชิ้นส่วนที่มีน้ำหนักเบาแต่แข็งแรงอย่างสม่ำเสมอในปริมาณสูง—เปลี่ยนการปรับแต่งโลหะผสมให้กลายเป็นข้อได้เปรียบเชิงกลยุทธ์ในการผลิต

การติดตามและตรวจสอบดิจิทัลแบบครบวงจร และการผสานรวมเข้ากับอุตสาหกรรม 4.0
การติดตามและตรวจสอบระดับล็อตแบบครบวงจรภายในเวลาไม่ถึง 6 วินาที: จากบันทึกการฉีด (Shot Log) ไปจนถึงดิจิทัลทวิน
การดำเนินการหล่อขึ้นรูปแบบไดคัสติ้งที่ดีที่สุดสามารถติดตามชิ้นส่วนแต่ละชิ้นตลอดกระบวนการทั้งหมดได้ภายในเวลาไม่ถึงหกวินาที โดยใช้เซ็นเซอร์อินเทอร์เน็ตของสรรพสิ่ง (IoT) ร่วมกับดิจิทัลทวินที่ได้รับการปกป้องด้วยเทคโนโลยีบล็อกเชน ค่าพารามิเตอร์สำคัญทั้งหมดในแต่ละครั้งของการฉีด — เช่น ความดันประมาณ 12,000 PSI อุณหภูมิของโลหะหลอมเหลวประมาณ 700 องศาเซลเซียส รวมทั้งระยะเวลาของแต่ละรอบการผลิต — จะถูกส่งโดยตรงไปยังหน้าจอตรวจสอบกลางทันที ซึ่งหมายความว่าปัญหาต่าง ๆ จะถูกตรวจพบเกือบจะทันที ส่งผลให้ทีมงานด้านคุณภาพใช้เวลากับงานเอกสารลดลงอย่างมาก หรือลดความจำเป็นในการจัดทำเอกสารลงเกือบสามในสี่ เมื่อเทียบกับระบบบันทึกข้อมูลแบบกระดาษแบบดั้งเดิมแล้ว ย่อมไม่อาจเทียบเคียงได้เลย ด้วยเทคโนโลยีการเชื่อมโยงข้อมูลแบบดิจิทัล (Digital Threading) ข้อมูลทั้งหมดจะถูกบันทึกไว้อย่างถาวรตั้งแต่ขั้นตอนแรกที่โลหะเริ่มหลอมละลาย จนถึงขั้นตอนสุดท้ายที่ชิ้นส่วนออกจากสายการผลิตและพร้อมสำหรับการจัดส่ง
การบำรุงรักษาเชิงคาดการณ์ที่ช่วยให้โรงงานหล่อขึ้นรูปแบบไดคัสติ้งชั้นนำบรรลุอัตราการใช้งานเครื่องจักรสูงถึง 99.2%
เซ็นเซอร์ตรวจจับการสั่นสะเทือนรุ่นใหม่ที่ผสานเข้ากับปัญญาประดิษฐ์ (AI) สามารถทำนายได้ว่าอุปกรณ์อาจเสียหายเมื่อใดล่วงหน้าประมาณสามวัน ซึ่งช่วยให้เครื่องขึ้นรูปโลหะหล่อแรงดันสูง (high pressure die casting machines) สามารถทำงานได้อย่างต่อเนื่องในอัตราความพร้อมใช้งานสูงถึงร้อยละ 99.2 ส่วนใหญ่ของเวลา ระบบดังกล่าววิเคราะห์ข้อมูลหลายประเภทร่วมกัน ได้แก่ รูปแบบความร้อนจากภาพถ่ายความร้อน (thermal imaging) บันทึกค่าความดันไฮดรอลิก และการเปลี่ยนแปลงของกระแสไฟฟ้าที่มอเตอร์ดึงใช้ ข้อมูลสัญญาณทั้งหมดเหล่านี้จะถูกวิเคราะห์อย่างละเอียด เพื่อให้ช่างเทคนิครู้ว่าควรดำเนินการบำรุงรักษาเมื่อใด โดยปกติแล้วงานบำรุงรักษานั้นจะจัดตารางไว้ล่วงหน้าแล้วในช่วงที่ระบบอื่นๆ อยู่ในสถานะไม่พร้อมใช้งานอยู่แล้ว สิ่งนี้ส่งผลต่อการผลิตอย่างไร? โรงงานต่างๆ รายงานว่าสามารถลดจำนวนการหยุดทำงานโดยไม่คาดคิดลงได้ประมาณสองในสาม เมื่อเปรียบเทียบกับช่วงก่อนนำเทคโนโลยีนี้มาใช้ นอกจากนี้ แม่พิมพ์ยังสามารถใช้งานได้นานขึ้นอีกประมาณ 40,000 รอบก่อนต้องเปลี่ยนใหม่ ซึ่งหมายความว่าแต่ละปีจะสามารถผลิตสินค้าได้เพิ่มขึ้นประมาณร้อยละ 22 เมื่อเทียบกับวิธีการบำรุงรักษาแบบตอบสนองต่อเหตุการณ์ (reactive maintenance) แบบดั้งเดิม
เกินกว่าการรับรอง: การตรวจสอบที่มุ่งเน้นลูกค้าและความโปร่งใสของกระบวนการ
การรับรองมาตรฐานอุตสาหกรรม เช่น IATF 16949 ย่อมมีความสำคัญอย่างยิ่งต่อความน่าเชื่อถือพื้นฐาน แต่โรงงานหล่อขึ้นรูปแบบแรงดัน (die casting) ที่ดีที่สุดจะโดดเด่นกว่าคู่แข่งเพราะพวกเขาทำมากกว่าข้อกำหนดของการรับรองเท่านั้น โรงงานชั้นนำเหล่านี้มุ่งเน้นไปที่การรับฟังข้อเสนอแนะโดยตรงจากลูกค้า และเปิดเผยอย่างเต็มที่เกี่ยวกับวิธีการทำงานเบื้องหลังอย่างแท้จริง เอกสารรับรองเพียงอย่างเดียวสามารถแสดงได้เพียงว่าสิ่งนั้นเป็นจริง ณ จุดหนึ่งในเวลาเท่านั้น ผู้นำที่แท้จริงในวงการนี้จึงจัดตั้งระบบติดตามผลอย่างต่อเนื่อง ซึ่งลูกค้าสามารถเข้าถึงข้อมูลการผลิตแบบเรียลไทม์ ตรวจสอบข้อมูลจำเพาะของวัสดุ และทบทวนการควบคุมกระบวนการได้ทุกเมื่อที่ต้องการ แนวทางนี้ช่วยลดความเสี่ยงทั่วทั้งห่วงโซ่อุปทาน เนื่องจากผู้ซื้อสามารถตรวจสอบปัจจัยด้านคุณภาพที่สำคัญ เช่น ความพรุน (porosity) หรือมิติของชิ้นงาน ให้สอดคล้องกับความต้องการเฉพาะของผลิตภัณฑ์ตนเอง ก่อนที่สินค้าใดๆ จะออกจากพื้นที่การผลิต ทั้งนี้ เมื่อลูกค้าสามารถเข้าถึงบันทึกที่แสดงประสิทธิภาพของแม่พิมพ์ตลอดระยะเวลาการใช้งาน ติดตามกลุ่มโลหะผสมที่ใช้ในแต่ละล็อต และตรวจจับความเบี่ยงเบนใดๆ ที่เกิดขึ้นระหว่างกระบวนการผลิต ก็จะเกิดความสัมพันธ์พิเศษขึ้นระหว่างผู้ผลิตกับลูกค้า ระบบควบคุมคุณภาพจึงไม่ใช่เพียงการตรวจสอบคุณภาพท้ายสายการผลิตอีกต่อไป แต่กลายเป็นส่วนหนึ่งของการสนทนาประจำวันระหว่างวิศวกรทั้งสองฝ่ายที่ร่วมมือกันเพื่อผลลัพธ์ที่ดียิ่งขึ้น โรงงานที่ดีที่สุดเข้าใจดีว่า คุณภาพที่แท้จริงนั้นไม่ได้มาจากการมีเอกสารรับรองที่สวยงามติดอยู่บนผนัง แต่มาจากการปรับปรุงอย่างต่อเนื่องผ่านความร่วมมือกับผู้ที่ใช้ชิ้นส่วนของตนอย่างแท้จริง

คำถามที่พบบ่อย
ข้อได้เปรียบของการขึ้นรูปด้วยแม่พิมพ์แบบไดคัสติ้งที่มีความแม่นยำระดับไมครอนคืออะไร
ความแม่นยำระดับไมครอนช่วยให้โรงงานผลิตชิ้นส่วนด้วยวิธีไดคัสติ้งสามารถบรรลุความถูกต้องของมิติที่ ±0.05 มม. ซึ่งรับประกันคุณภาพการผลิตที่สูงแม้ในปริมาณมาก และลดการคลาดเคลื่อนของมิติอย่างมีนัยสำคัญ
โรงงานผลิตชิ้นส่วนด้วยวิธีไดคัสติ้งควบคุมอุณหภูมิของแม่พิมพ์แบบเรียลไทม์ได้อย่างไร
โดยใช้เซ็นเซอร์อินเทอร์เน็ตของสรรพสิ่ง (IoT) ภายในโพรงแม่พิมพ์ โรงงานผลิตชิ้นส่วนด้วยวิธีไดคัสติ้งสามารถปรับอัตราการระบายความร้อนและแรงดันการฉีดเข้าแบบได้แบบเรียลไทม์ จึงป้องกันการสูญเสียวัสดุและรับประกันคุณภาพการผลิตที่สม่ำเสมอ
การควบคุมการแข็งตัวมีผลกระทบต่อโลหะผสม A380 อย่างไร
การจัดการการแข็งตัวอย่างมีการควบคุมช่วยลดข้อบกพร่องภายในลง 40% และเมื่อรวมกับการปรับโครงสร้างเกรนให้ละเอียดยิ่งขึ้น จะเพิ่มความแข็งแรงดึงของชิ้นส่วนโลหะผสม A380 อย่างมีนัยสำคัญ
ระบบการติดตามแบบดิจิทัลช่วยยกระดับการดำเนินงานด้านไดคัสติ้งอย่างไร
ระบบการติดตามแบบดิจิทัลทำให้สามารถติดตามองค์ประกอบทั้งหมดได้ครบถ้วนภายในเวลาไม่ถึงหกวินาที ผ่านเซ็นเซอร์อินเทอร์เน็ตของสรรพสิ่ง (IoT) และเทคโนโลยีบล็อกเชน ส่งผลให้ตรวจพบปัญหาได้รวดเร็วขึ้นและลดภาระเอกสาร
การบำรุงรักษาเชิงพยากรณ์มีบทบาทอย่างไรในกระบวนการขึ้นรูปโลหะด้วยแม่พิมพ์ (die casting)
การบำรุงรักษาเชิงพยากรณ์ ซึ่งได้รับการสนับสนุนจากปัญญาประดิษฐ์ (AI) และเซ็นเซอร์ ช่วยให้โรงงานขึ้นรูปโลหะด้วยแม่พิมพ์สามารถรักษาระดับเวลาทำงานของเครื่องจักรได้สูงถึง 99.2% โดยการทำนายความล้มเหลวของอุปกรณ์ล่วงหน้า จึงเพิ่มประสิทธิภาพการผลิตสูงสุด
สารบัญ
- วิศวกรรมความแม่นยำและการควบคุมความคลาดเคลื่อนอย่างเข้มงวด
- วิทยาศาสตร์วัสดุขั้นสูงและการปรับแต่งโลหะผสม
- การติดตามและตรวจสอบดิจิทัลแบบครบวงจร และการผสานรวมเข้ากับอุตสาหกรรม 4.0
- เกินกว่าการรับรอง: การตรวจสอบที่มุ่งเน้นลูกค้าและความโปร่งใสของกระบวนการ
-
คำถามที่พบบ่อย
- ข้อได้เปรียบของการขึ้นรูปด้วยแม่พิมพ์แบบไดคัสติ้งที่มีความแม่นยำระดับไมครอนคืออะไร
- โรงงานผลิตชิ้นส่วนด้วยวิธีไดคัสติ้งควบคุมอุณหภูมิของแม่พิมพ์แบบเรียลไทม์ได้อย่างไร
- การควบคุมการแข็งตัวมีผลกระทบต่อโลหะผสม A380 อย่างไร
- ระบบการติดตามแบบดิจิทัลช่วยยกระดับการดำเนินงานด้านไดคัสติ้งอย่างไร
- การบำรุงรักษาเชิงพยากรณ์มีบทบาทอย่างไรในกระบวนการขึ้นรูปโลหะด้วยแม่พิมพ์ (die casting)