




Pontos gépészet és szoros tűrésvezérlés
A vezető öntöttacél-gyártók versenyelőnyt érnek el mikrométeres pontossággal, ahol a ±0,05 mm-es méretpontosság szabványos – akár nagy tömegű gyártás esetén is. Ennek eléréséhez integrált rendszerekre van szükség, amelyek ötvözik a fejlett folyamatirányítási technikákat a szigorú érvényesítési protokollokkal.

±0,05 mm-es méretpontosság elérése nagy tömegű gyártás során
Az ilyen szigorú tűréshatárok fenntartása azt jelenti, hogy hőmérsékleti stabilitást biztosító CNC-maró szerszámokra, valamint valós idejű üregnyomás-érzékelőkre és egyfajta automatizált optikai szkennelő rendszerre van szükség. Amikor a gyártók ténylegesen bevezetik a statisztikai folyamatszabályozást (SPC), általában körülbelül 40%-os csökkenést tapasztalnak a méreteltérésben a manuális módszerekkel elérhető eredményekhez képest. Itt nagyon fontos a 10:1-es mérési szabály is. Ez alapvetően azt jelenti, hogy olyan mérőeszközöket használnak, amelyek pontossága tízszer nagyobb, mint az adott tűréshatár. Ez segít a minőségi konzisztencia fenntartásában a teljes gyártási folyamat során. Vegyük példaként a koordináta-mérő gépeket (CMM-ket). Ezek a lézerkövetéssel felszerelt CMM-k akár 20 000 gyártási ciklus után is ±0,005 mm ismételhetőséggel tudják megerősíteni a méreteket. Elég lenyűgöző, ha jobban megnézzük.
Valós idejű formahőmérséklet-figyelés és zárt hurkú folyamatstabilizáció
A szerszámok hőmérséklet-ingadozásai felelősek a precíziós gyártásban fellépő öntési problémák több mint feléért. A legjobb gyártóüzemek ma már IoT-érzékelőket szerelnek be közvetlenül a szerszámüregekbe. Ezek az érzékelők valós idejű információkat küldenek intelligens vezérlőknek, amelyek képesek a hűtési sebességet körülbelül ±2 °C-kal módosítani. Emellett az adagolási nyomást is korrigálják az egyes öntések között, és előre jelezhetik a problémákat, mielőtt azok bekövetkeznének, így a hulladékanyag-mennyiség körülbelül 30%-kal csökken. Mi teszi ezt olyan hatékonyan működővé? A zárt hurkú rendszerek kezelik például a hőtágulást, amikor az anyagok állapotváltozáson mennek keresztül, figyelembe veszik, hogyan áramlanak különböző ötvözetek a szerszámokban, és minden paramétert stabilan tartanak anélkül, hogy leállítanák a gyártósorokat javítás céljából.

Fejlett anyagtudomány és ötvözet-optimalizálás
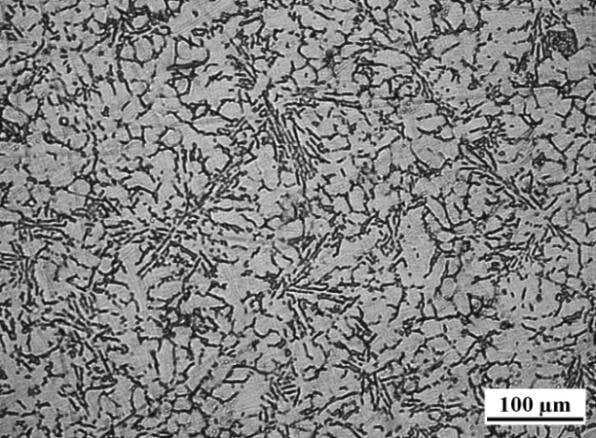
Az A380 feszültségellenállásának 22%-os növelése kontrollált szilárdulással és szemcseméret-csökkentéssel
A legjobb nyomóöntési eljárások forradalmasítják az anyagok teljesítményét a fémkutatás terén elért fejlődésnek köszönhetően. Amikor a mérnökök szabályozzák, milyen gyorsan szilárdul meg a fém az öntés során, megakadályozhatják a zavaró öntési zsugorodási üregek kialakulását, és jobb kristályszerkezetet érhetnek el az A380-es alumíniumötvözetben, amely továbbra is az elsődleges választás a legtöbb nyomóöntött alkatrészhez. A hűtőrendszerek valós idejű beavatkozással tartják az optimális hőmérsékletet az egész folyamat során. Ugyanakkor a titán és a bór apró mennyiségeinek hozzáadása segít egyenletes, finom szemcsézettség kialakításában a fém szerkezetében. Ezek a kis szemcsék valójában megakadályozzák a hibák terjedését mechanikai igénybevétel hatására, így az elkészült termék általános szilárdsága növekszik. Gyári tesztek igazolták, hogy ezeknek az eljárásoknak a kombinálása körülbelül 22%-kal növeli az A380-as ötvözet szakítószilárdságát, miközben megtartja elegendő rugalmasságát ahhoz, hogy hajlítható legyen törés nélkül. Az ily módon gyártott alkatrészek nagyobb terheléseket bírnak el, ami magyarázza, miért váltanak egyre több autógyártó és légi járműgyártó át erre a javított eljárásra.
| Technika | Függvény | Hatás az A380-ra |
|---|---|---|
| Szabályozott szilárdulás | Hűtési sebességek szabályozása | A belső hibák 40%-kal csökkennek |
| A szemcseméret finomítása | Nukleációs szerek hozzáadása | A szemcsehatárok sűrűsége 5-szörösére nő |
| Kombinált folyamat | Hőmérsékleti/szerkezeti szabályozás szinkronizálása | 22%-os szakítószilárdság-növekedés érhető el |
Ez a tudományos módszertan biztosítja a könnyű, ugyanakkor erős alkatrészek következetes, nagy mennyiségű gyártását – az ötvözet-optimalizálást stratégiai gyártási előnnyé alakítva.

Végponttól végpontig digitális nyomkövethetőség és az ipar 4.0 integrációja
Teljes tételszintű nyomkövethetőség kevesebb mint 6 másodperc alatt: A lövésnaplótól a digitális ikonig
A legjobb öntőszerszám-gyártási műveletek minden alkatrészt nyomon követhetnek az egész folyamat során kevesebb mint hat másodperc alatt, amikor az IoT érzékelőket blockchain-védett digitális ikonokkal kombinálják. Az egyes lövések során mért kritikus paraméterek – például a nyomás kb. 12 000 PSI, az olvadási hőmérséklet kb. 700 °C, valamint az egyes ciklusok időtartama – közvetlenül a központi figyelőképernyőkre kerülnek. Ez azt jelenti, hogy a problémák majdnem azonnal észlelhetők, így a minőségellenőrző csapatok most sokkal kevesebb időt töltenek papírmunkával, a dokumentációs igény kb. háromnegyedével csökken. A hagyományos papíralapú nyilvántartások ezzel nem versenyezhetnek. A digitális szálas technológiával minden adat véglegesen rögzítésre kerül attól a pillanattól kezdve, amikor a fém olvadni kezd, egészen addig, amíg az alkatrészek le nem gördülnek a gyártósorról, és készen nem állnak a szállításra.
Előrejelző karbantartás, amely 99,2%-os gépüzemidőt biztosít a vezető öntőszerszám-gyártó üzemekben
A modern rezgésérzékelők mesterséges intelligenciával párosítva kb. három nappal előre képesek jelezni a berendezések lehetséges meghibásodását, így ezek a nagynyomású nyomóöntő gépek legtöbbször körülbelül 99,2%-os rendelkezésre állással működnek. A rendszer valójában többféle adatpontot is egyidejűleg elemz, például a hőképalkotásból származó hőeloszlási mintákat, a hidraulikus nyomások rögzített adatait, valamint az elektromotorok által felvett árammennyiség változásait. Mindezeket az adatokat elemezve a technikusok pontosan tudják, mikor kell karbantartási munkálatokat végezniük – éppen akkor, amikor a többi folyamat úgyis leállításra kerül. Mit jelent ez a gyártás szempontjából? A gyárak jelentése szerint a váratlan leállások száma körülbelül kétharmadával csökkent a technológia bevezetése óta. Emellett a formák körülbelül 40 000 ciklussal tovább tartanak a cseréjükig, ami évente kb. 22 százalékkal több termék gyártását teszi lehetővé, mint amit a régi, reaktív karbantartási megközelítéssel elértek.
A tanúsításon túl: az ügyfélközpontúság érvényesítése és a folyamatok átláthatósága
Az ipari tanúsítások, például az IATF 16949 szabvány, nyilvánvalóan fontosak az alapvető hitelesség szempontjából, de a legjobb öntőüzemek éppen azért emelkednek ki a többi közül, mert túlmutatnak a tanúsítási követelményeken. Ezek a legelőrébb járó üzemek arra helyezik a hangsúlyt, hogy közvetlen visszajelzést kapjanak az ügyfelektől, és teljesen átláthatóvá tegyék a háttérben zajló folyamatokat. A papíralapú tanúsítások csupán egy adott pillanatban érvényes állapotot tükröznek. A valódi ipari vezetők olyan folyamatosan működő rendszereket hoznak létre, amelyek révén az ügyfelek bármikor élőben figyelhetik a gyártási adatokat, ellenőrizhetik az anyagspecifikációkat, illetve átnézhetik a folyamatirányítási paramétereket. Ez a megközelítés csökkenti a kockázatokat az egész ellátási láncban, mivel a vásárlók ellenőrizhetik a minőség kulcsfontosságú tényezőit – például a pórusosságot vagy a méreteket – az adott termékük számára ideális értékekkel összevetve, még mielőtt bármi elhagyná a gyártóüzem termelő területét. Amikor az ügyfelek hozzáférhetnek a formák időbeli teljesítményét bemutató dokumentumokhoz, nyomon követhetik az alkalmazott ötvözetek tételét, és észrevehetik a gyártás során esetlegesen felmerülő eltéréseket, ez különleges kapcsolatot teremt a gyártó és az ügyfél között. A minőségellenőrzés ekkor nem csupán egy végellenőrzési lépés lesz, hanem mindennapi párbeszéd részévé válik az együttműködő mérnökök között, akik közösen törekszenek jobb eredmények elérésére. A legjobb gyártóüzemek jól tudják, hogy a valódi minőség nem abból származik, hogy szép tanúsítások lógnak a falon, hanem abból, hogy folyamatosan javítanak együttműködve azokkal, akik ténylegesen használják az általuk gyártott alkatrészeket.

GYIK
Mi az előnye a mikron szintű pontosságnak a nyomóöntésben?
A mikron szintű pontosság lehetővé teszi a nyomóöntő gyárak számára, hogy ±0,05 mm-es méretpontosságot érjenek el, így biztosítva a magas minőségű gyártást akár nagy mennyiségben is, és jelentősen csökkentve a méreteltérés kockázatát.
Hogyan tartják fenn a nyomóöntő gyárak a forma hőmérsékletét valós időben?
Az IoT-érzékelők használatával a formatérben a nyomóöntő gyárak valós időben finomhangolhatják a hűtési sebességet és az öntési nyomást, ezzel megelőzve az anyagpazarlást és biztosítva a gyártás minőségének állandóságát.
Milyen hatással van a szabályozott szilárdulás az A380 ötvözetre?
A szabályozott szilárdulás kezelése 40%-kal csökkenti a belső hibákat, és amikor szemcseméret-csökkentéssel együtt alkalmazzák, jelentősen növeli az A380 alkatrészek szakítószilárdságát.
Hogyan javítja a digitális nyomon követhetőség a nyomóöntési műveleteket?
A digitális nyomon követhetőség teljes alkatrész-nyomon követhetőséget tesz lehetővé hat másodpercen belül IoT-érzékelők és blockchain technológia segítségével, ami gyorsabb problémafelismerést és csökkent dokumentációs igényt eredményez.
Milyen szerepet játszik az előrejelző karbantartás a nyomóöntésben?
Az AI és érzékelők által támogatott előrejelző karbantartás lehetővé teszi a nyomóöntő gyárak számára, hogy 99,2%-os gépüzemidőt érjenek el az eszközhibák időbeni előrejelzésével, így maximalizálva a termelési hatékonyságot.
Tartalomjegyzék
- Pontos gépészet és szoros tűrésvezérlés
- Fejlett anyagtudomány és ötvözet-optimalizálás
- Végponttól végpontig digitális nyomkövethetőség és az ipar 4.0 integrációja
- A tanúsításon túl: az ügyfélközpontúság érvényesítése és a folyamatok átláthatósága
-
GYIK
- Mi az előnye a mikron szintű pontosságnak a nyomóöntésben?
- Hogyan tartják fenn a nyomóöntő gyárak a forma hőmérsékletét valós időben?
- Milyen hatással van a szabályozott szilárdulás az A380 ötvözetre?
- Hogyan javítja a digitális nyomon követhetőség a nyomóöntési műveleteket?
- Milyen szerepet játszik az előrejelző karbantartás a nyomóöntésben?