




Tarkka konventiointi ja tiukat toleranssivaatimukset
Johtavat valugossetehtaät saavuttavat kilpailuetulyönnin mikrometrin tarkkuudella, jossa ±0,05 mm:n mitallinen tarkkuus on standardi – myös suurissa tuotantomääristä huolimatta. Tämä edellyttää integroituja järjestelmiä, jotka yhdistävät edistyneet prosessinohjaukset tiukkiin validointiprotokolliin.

±0,05 mm:n mitallisen tarkkuuden saavuttaminen suurissa tuotantomääristä
Niiden erinomaisen tarkkojen toleranssien säilyttäminen edellyttää lämpötilaltaan vakaita CNC-koneistettuja muotteja sekä reaaliaikaisia kammion paineantureita ja jonkinlaista automatisoitua optista skannausjärjestelmää. Kun tehtaat toteuttavat todellakin tilastollista prosessinvalvontaa (SPC), niiden havaitsema ulottuvuusvirhe pienenee noin 40 % verrattuna siihen, mikä tapahtuu pelkästään manuaalisilla menetelmillä. Myös mittausperiaate ”10:1” on tässä yhteydessä erinomaisen tärkeä. Periaatteessa se tarkoittaa, että käytetään mittalaitteita, joiden tarkkuus on kymmenen kertaa suurempi kuin mitä tahansa annettua toleranssitavoitetta. Tämä auttaa säilyttämään laadun tasaisena koko tuotantoprosessin ajan. Otetaan esimerkiksi koordinaattimittakoneet. Nämä laserseurantajärjestelmällä varustetut CMM-koneet voivat vahvistaa mittaukset ±0,005 mm:n toistettavuudella, vaikka ne olisivatkin käyneet läpi 20 000 tuotantokierrosta. Aika vaikutusvaltainen saavutus, kun siihen ajattelee.
Reaaliaikainen muottilämpötilan seuranta ja suljetun silmukan prosessin vakauttaminen
Lämpötilan vaihtelut muoteissa ovat vastuussa yli puolesta kaikista valusongeista tarkkuustuotannossa. Parhaat tehtaat asentavat nyt IoT-anturit suoraan näihin muottikammioiden sisälle. Nämä anturit lähettävät reaaliaikaista tietoa älykkäille ohjaimille, jotka voivat säätää jäähdytysnopeutta noin kahden celsiusasteikon tarkkuudella molempiin suuntiin. Ne säätävät myös ruiskutuspaineita eri ruiskutusten välillä ja ennakoivat ongelmia ennen kuin ne syntyvät, mikä vähentää jättemäisiä materiaaleja noin 30 prosentilla. Miksi tämä toimii niin hyvin? Suljetut säätöjärjestelmät huomioivat esimerkiksi lämpölaajenemisen, kun materiaalit muuttavat olotilaaan, ottavat huomioon eri seosten virtaamisen muotteihin ja pitävät kaiken vakautena ilman, että tuotantolinjoja täytyy pysäyttää korjauksia varten.

Edistynyt materiaalitiede ja seosten optimointi
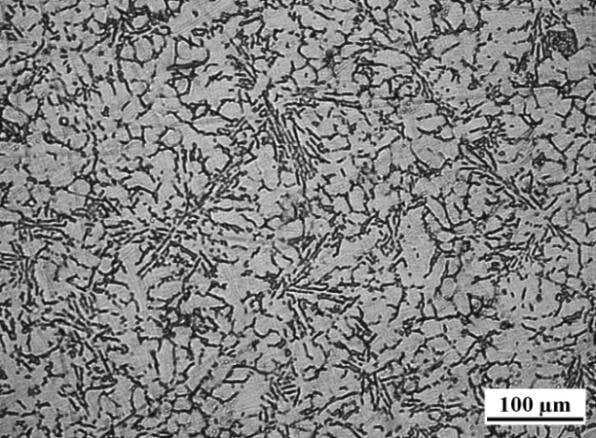
A380-seoksen vetolujuuden parantaminen 22 %:lla ohjatulla kovettumisella ja jyvän hienontamisella
Johtavat puristusvalusopimukset muuttavat radikaalisti materiaalien suorituskykyä metallitieteen uusien saavutusten ansiosta. Kun insinöörit hallitsevat metallin jähmettymisnopeutta valussa, he voivat estää turhien kutistumisreikien muodostumisen ja saavuttaa paremman kide rakenteen A380-alumiinissa, joka on edelleen yleisin seos useimmissa puristusvalukappaleissa. Jäähdytysjärjestelmät tekevät reaaliaikaisia säätöjä pitääkseen lämpötilat juuri oikealla tasolla koko prosessin ajan. Samanaikaisesti pienet titaanin ja boorin lisäykset auttavat muodostamaan kauniit ja yhtenäiset jyväs rakenteet metallin sisällä. Nämä pienet jyväs rajoittavat virheiden leviämistä, kun kappaleeseen kohdistetaan rasitusta, mikä tekee lopputuotteesta kokonaisuudessaan vahvemman. Teollisuuskokeet ovat osoittaneet, että näiden menetelmien yhdistäminen parantaa A380-alumiinin vetolujuutta noin 22 %:lla, mutta säilyttää samalla riittävän taipuisuuden taivutettaessa ilman murtumista. Tällä tavoin valmistetut komponentit kestävät suurempia kuormia, mikä selittää, miksi niin monet autonvalmistajat ja lentokonevalmistajat siirtyvät tähän parannettuun prosessiin.
| Tekniikka | Toiminto | Vaikutus A380-mallin tuotantoon |
|---|---|---|
| Ohjattu jähdytys | Hallinnoi jäähtymisnopeuksia | Vähentää sisäisiä virheitä 40 % |
| Rakeiden hienontaminen | Lisää ydintymisaineita | Kasvattaa rakeiden rajapintojen tiukkuutta viisinkertaisesti |
| Yhdistetty prosessi | Synkronoi lämpötilan ja rakenteen säädön | Saavuttaa 22 %:n lisäyksen vetolujuudessa |
Tämä tieteellinen menetelmä varmistaa kevyiden mutta vahvojen osien johdonmukaisen suurtehollisen tuotannon – muuttaen seoksen optimoinnin strategiseksi valmistustuotteeksi.

Kokonaisvaltainen digitaalinen jäljitettävyys ja Industry 4.0 -integraatio
Täysi erätason jäljitettävyys alle kuudessa sekunnissa: käsittelylokiin digitaaliseen kaksoseseen
Parhaat valukonepajat voivat jäljittää jokaisen komponentin koko prosessin ajan alle kuudessa sekunnissa, kun ne yhdistävät IoT-anturit ja lohkoketjuun perustuvat digitaaliset kaksoset. Kaikki kriittiset parametrit jokaisen käsittelyn aikana – esimerkiksi noin 12 000 PSI:n paine, sulamislämpötila noin 700 °C:ssa sekä kunkin kierroksen kesto – lähetetään suoraan keskitettyihin seurantakuviruutuihin. Tämä tarkoittaa, että ongelmat havaitaan lähes välittömästi, joten laatuasioiden tiimit käyttävät nyt huomattavasti vähemmän aikaa paperityöhön, mikä vähentää dokumentointitarvetta lähes kolme neljäsosaa. Perinteiset paperipohjaiset jäljitettävyysjärjestelmät eivät pysty tässä kilpailemaan. Digitaalisen ketjutusteknologian avulla kaikki tallennetaan pysyvästi hetkestä, jolloin metalli alkaa sulaa, aina siihen asti, kun osat valmistuvat linjalta ja ovat valmiita lähetykseen.
Ennakoiva huolto takaa 99,2 %:n koneiden käytettävyyden johtavissa valukonepajoissa
Modernit värähtelyanturit yhdistettynä tekoälyyn voivat ennustaa, milloin laitteisto saattaa epäonnistua noin kolme päivää eteenpäin, mikä pitää nuo korkeapaineiset puristusvalumakoneet käytössä noin 99,2 %:n saatavuudella suurimman osan ajasta. Järjestelmä tarkastelee itse asiassa useita eri tietopisteitä yhtä aikaa, mukaan lukien lämpökuvien lämpökuviot, hydraulipaineiden tallennukset sekä sähkömoottorien virrankulutuksen muutokset. Kaikkia näitä signaaleja analysoidaan, jotta teknikot tietävät tarkalleen, milloin huoltotyöt on suoritettava – samalla kun muu toiminta on jo suunniteltu pysäytettäväksi muutenkin. Mitä tämä tarkoittaa tuotannolle? Tehtaissa ilmoitetaan vähentäneen odottamattomia pysähyksiä noin kaksi kolmasosaa verrattuna tilanteeseen ennen tämän teknologian ottoa käyttöön. Lisäksi muottien kestoikä on noin 40 000 kappaletta pidempi ennen uusintatarvetta, mikä tarkoittaa noin 22 prosenttia enemmän tuotteita vuodessa verrattuna vanhaan reaktiiviseen huoltotapaan.
Certifiointia pidemmälle: asiakaslähtöinen validointi ja prosessin läpinäkyvyys
Teollisuuden sertifikaatit, kuten IATF 16949, ovat ehdottomasti tärkeitä perususkottavuuden varmistamiseksi, mutta parhaat valugoset erottautuvat siitä, että ne menevät sertifiointivaatimusten yli. Nämä huippulaitokset keskittyvät saamaan suoraa palautetta asiakkailta ja olemalla täysin avoimia siitä, miten asiat toimivat taustalla. Paperisertifikaatit osoittavat ainoastaan, mikä oli totta tietyllä hetkellä. Todelliset alansa johtajat asettavat käyttöön jatkuvia järjestelmiä, joiden avulla asiakkaat voivat seurata tuotantotietoja reaaliajassa, tarkistaa materiaalispesifikaatioita ja tarkastella prosessien valvontaa tarvittaessa. Tämä lähestymistapa vähentää riskejä koko toimitusketjussa, sillä ostajat voivat varmistaa tärkeät laatuasiat – kuten huokoisuuden tai mitat – vastaamaan parhaiten heidän omien tuotteidensa vaatimuksia ennen kuin mikään poistuu tehtaantilalta. Kun asiakkailla on pääsy tietoihin, jotka osoittavat muottien suorituskykyä ajan mittaan, seuraavat käytettyjä seoksia eräkohtaisesti ja havaitsevat mahdollisia poikkeamia tuotannossa, syntyy jotain erityistä valmistajan ja asiakkaan välille. Laatutarkastus ei enää ole pelkkä lopputarkastus, vaan se muuttuu osaksi jokapäiväisiä keskusteluja insinöörien välillä, kun he työskentelevät yhdessä parempien tulosten saavuttamiseksi. Parhaat tehtaat ymmärtävät, että todellinen laatu ei tule kauniista paperisertifikaateista seinällä, vaan se syntyy jatkuvasta parantamisesta yhteistyössä niiden kanssa, jotka itse käyttävät niiden osia.

UKK
Mikä on mikrotason tarkkuuden etu muotivalussa?
Mikrotason tarkkuus mahdollistaa muotivalutehtaissa ±0,05 mm:n mitallisen tarkkuuden, mikä varmistaa korkealaatuisen tuotannon jopa suurilla tuotantomääriillä ja vähentää merkittävästi mittojen poikkeamia.
Kuinka muotivalutehtaat säilyttävät muotin lämpötilan reaaliajassa?
Käyttämällä IoT-antureita muottien kammioissa muotivalutehtaat voivat säätää jäähdytysnopeutta ja ruiskutuspaineita reaaliajassa, mikä estää materiaalin hukkaamista ja varmistaa yhtenäisen tuotannon laadun.
Mikä vaikutus ohjatulla jähmettymisellä on A380-seokseen?
Ohjatun jähmettymisen hallinta vähentää sisäisiä virheitä 40 %:lla, ja kun se yhdistetään jyvänmuodostuksen parantamiseen, se lisää merkittävästi A380-komponenttien vetolujuutta.
Kuinka digitaalinen jäljitettävyys parantaa muotivaluoperaatioita?
Digitaalinen jäljitettävyys mahdollistaa täyden komponenttien jäljitettävyyden alle kuudessa sekunnissa IoT-antureiden ja lohkoketjun avulla, mikä johtaa nopeampaan ongelmien tunnistamiseen ja vähentää dokumentointitarvetta.
Mikä on ennakoivan huollon rooli muotivalussa?
Ennakoiva huolto, jota tukevat tekoäly ja anturit, mahdollistaa muotivalutehtailla 99,2 %:n koneiden käytettävyyden ennustamalla laitteiston viat etukäteen, mikä maksimoi tuotannon tehokkuuden.