




高精度エンジニアリングと厳密な公差制御
業界をリードするダイカスト工場は、マイクロメートル単位の高精度によって競争優位性を獲得しています。たとえ大量生産においても、±0.05mmという寸法精度が標準となっています。これは、高度な工程制御と厳格な検証プロトコルを統合したシステムを必要とします。

大量生産においても±0.05mmの寸法精度を達成
非常に厳しい公差を維持するには、熱的に安定したCNC加工金型、リアルタイムのキャビティ内圧力センサー、および何らかの自動光学スキャンシステムが必要です。工場が実際に統計的工程管理(SPC)を導入すると、手動手法のみを用いた場合と比較して、寸法のドリフトが約40%低減される傾向があります。また、「10対1の測定ルール」もここで極めて重要です。これは、目標公差の10倍の精度を持つ計測機器を用いることを意味します。これにより、生産全体を通じて品質の一貫性が保たれます。例えば、レーザートラッキング機能を備えた三次元測定機(CMM)は、20,000回の生産サイクルを経ても、繰返し精度±0.005 mm以内で測定値を確認できます。これを考えると、実に驚異的です。
リアルタイム金型温度監視および閉ループ工程安定化
金型内の温度変動は、精密製造における鋳造不良の原因の半分以上を占めています。最先端の工場では、現在、これらの金型キャビティ内部にIoTセンサーを直接設置しています。これらのセンサーはリアルタイムで情報をスマートコントローラーに送信し、冷却速度を上下約2℃の範囲で微調整できます。また、ショット間で射出圧力を自動調整したり、問題が発生する前に予測して対応したりすることで、廃棄材料を約30%削減しています。なぜこれほど効果的なのか? クローズドループシステムは、材料の状態変化に伴う熱膨張などの現象を制御し、異なる合金が金型内をどのように流動するかを考慮に入れ、生産ラインを停止せずにすべてを安定的に維持します。

先進材料科学および合金最適化
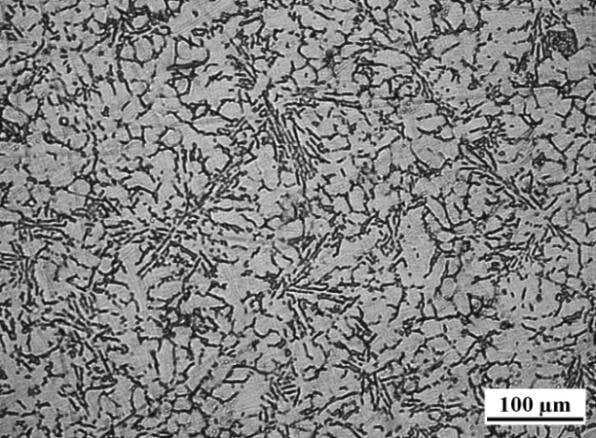
制御された凝固と結晶粒微細化によりA380の引張強さを22%向上
トップクラスのダイカスト製造工程は、金属科学の進歩により、材料の性能を革新しています。エンジニアが鋳造時の金属の凝固速度を制御することで、厄介な収縮孔の発生を防ぎ、依然としてほとんどのダイカスト部品に用いられる標準合金であるA380アルミニウムの結晶構造をより良好なものにすることができます。冷却システムは、プロセス全体で温度を最適に保つためにリアルタイムで調整を行います。同時に、チタンおよびホウ素を微量添加することで、金属組織内に均一で微細な結晶粒(グレイン)を形成できます。このような微細な結晶粒は、応力が加わった際に欠陥の拡大を実際的に抑制し、最終製品全体の強度を高めます。工場での試験結果によると、これらの技術を組み合わせることで、A380の引張強さが約22%向上する一方、曲げても破断しない十分な柔軟性も維持されます。このように製造された部品は、より大きな荷重にも耐えるため、多くの自動車メーカーおよび航空機メーカーがこの改良された製造工程へと移行しているのです。
| 技術 | 機能 | A380への影響 |
|---|---|---|
| 制御冷却凝固 | 冷却速度を制御 | 内部欠陥を40%削減 |
| 結晶粒微細化 | 核生成剤を添加 | 結晶粒界密度を5倍に増加 |
| 複合プロセス | 熱的/構造的制御を同期化 | 引張強度を22%向上 |
この科学的手法により、軽量でありながら高強度な部品を一貫して大量生産可能となり、合金の最適化を戦略的な製造上の優位性へと変換します。

エンドツーエンドのデジタルトレーサビリティおよびインダストリー4.0統合
6秒以内のロット単位完全トレーサビリティ:ショットログからデジタルツインへ
最先端のダイカスト工場では、IoTセンサーとブロックチェーンで保護されたデジタルツインを組み合わせることで、すべての部品を工程全体にわたりわずか6秒未満で追跡できます。各ショットにおけるこうした重要なパラメーター——約12,000 PSIの成形圧力、約700℃に達する溶湯温度、および各サイクルの所要時間——は、中央監視画面に即座に送信されます。これにより、問題をほぼ即時に検出できるため、品質保証チームが書類作業に費やす時間が大幅に削減され、文書作成の負荷はおよそ4分の3も低減されています。従来の紙ベースの記録方法とは比較になりません。デジタルスレッディング技術を用いることで、金属の溶融開始時から出荷準備完了までの部品製造全工程が、永久に記録されます。
予知保全が実現する、主要ダイカスト工場サイトにおける99.2%の機械稼働率
最新の振動センサーと人工知能(AI)を組み合わせることで、設備の故障を約3日前に予測することが可能となり、高圧ダイカスト機械を通常時において約99.2%の稼働率で運用し続けることができます。このシステムは、サーマルイメージングによる熱分布パターン、油圧記録、および電動モーターの消費電力変化など、複数の異なるデータポイントを同時に分析します。これらの信号を総合的に解析することで、技術者は、他の作業が既に計画停機中であるタイミングに合わせて、正確なメンテナンス実施時期を把握できます。これにより生産にはどのような影響があるでしょうか?工場では、この技術導入前と比較して、予期せぬ停止が約3分の2に削減されたと報告しています。さらに、金型の寿命は交換までのサイクル数が約4万回延長され、従来の対応型メンテナンス手法と比べて、年間生産量が約22%増加することにつながっています。
認証を超えて:顧客中心の検証とプロセスの透明性
IATF 16949などの業界認証は、基本的な信頼性を確保する上で確かに重要ですが、優れたダイカスト工場は、単に認証要件を満たす以上の取り組みを行うことで際立っています。こうしたトップクラスの工場では、顧客からの直接的なフィードバックを重視し、裏側で何が行われているかを完全にオープンにすることに注力しています。紙の証明書は、ある瞬間における状況のみを示すものにすぎません。真の業界リーダーは、顧客が生産データをリアルタイムで確認したり、材料仕様をチェックしたり、必要に応じて工程管理状況を随時レビューできるような、継続的な仕組みを構築しています。このアプローチにより、サプライチェーン全体のリスク低減が可能になります。なぜなら、購入者は、製品出荷前に自社製品に最も適した品質要因(例えば気孔率や寸法など)を、実際に工場現場で検証できるからです。顧客が金型の経年性能記録、使用合金のロット追跡情報、および生産中の異常発生状況を確認できるようになると、メーカーと顧客の間に特別な信頼関係が築かれます。品質管理は単なる最終工程でのチェックではなく、エンジニア同士がより良い結果を目指して共同作業する中での日常的な対話の一部となります。最高水準の工場は、壁に掲げられた立派な証明書ではなく、実際に部品を使用するお客様との協働を通じた継続的な改善こそが、真の品質を生み出す源泉であることを理解しています。

よくある質問
ダイカストにおけるマイクロンレベルの精度の利点は何ですか?
マイクロンレベルの精度により、ダイカスト工場は±0.05mmの寸法精度を達成でき、大量生産においても高品質な製品を確保するとともに、寸法ばらつきを大幅に低減できます。
ダイカスト工場は、どのようにして金型温度をリアルタイムで制御していますか?
金型キャビティ内にIoTセンサーを設置することで、ダイカスト工場は冷却速度および射出圧力をリアルタイムで調整し、無駄を防止するとともに、一貫した生産品質を確保します。
制御された凝固がA380合金に与える影響は何ですか?
制御された凝固管理により内部欠陥が40%削減され、さらに結晶粒微細化と組み合わせることで、A380部品の引張強度が大幅に向上します。
デジタルトレーサビリティは、ダイカスト作業の効率性をどのように高めますか?
デジタルトレーサビリティにより、IoTセンサーおよびブロックチェーンを活用して6秒未満で部品の完全なトレーサビリティを実現し、問題検出の迅速化および文書作業の削減を図ります。
予知保全はダイカスト工程においてどのような役割を果たしますか?
AIおよびセンサーを活用した予知保全により、ダイカスト工場は設備の故障を事前に予測し、機械の稼働率を99.2%に維持することが可能となり、生産効率の最大化を実現します。