




Precisionsteknik och strikt toleranskontroll
Ledande tryckgjutningsfabriker uppnår konkurrensfördel genom precision på mikronnivå, där dimensionell noggrannhet på ±0,05 mm är standard – även i högvolymsproduktion. Detta kräver integrerade system som kombinerar avancerad processkontroll med rigorösa valideringsprotokoll.

Uppnå dimensionell noggrannhet på ±0,05 mm i högvolymsproduktion
Att hålla dessa mycket stränga toleranser innebär att använda CNC-fräsade verktyg med termisk stabilitet, samt trycksensorer för verktygsformens kavitet i realtid och någon form av automatiserat optiskt inspekteringssystem. När fabriker faktiskt implementerar statistisk processkontroll (SPC) uppnår de vanligtvis en minskning av dimensionell drift med cirka 40 % jämfört med vad som sker vid endast manuella metoder. Regeln om 10:1-mätning är också mycket viktig här. Det innebär i princip att använda mätutrustning som är tio gånger mer exakt än den aktuella toleransmålsättningen. Detta bidrar till att säkerställa kvalitetskonsekvensen under hela produktionsprocessen. Ta t.ex. koordinatmätmaskiner (CMM). Dessa CMM:er, utrustade med laserspårning, kan bekräfta mått med en upprepbarhet på ±0,005 mm även efter 20 000 produktionscykler. Ganska imponerande om man tänker på det.
Övervakning av formens temperatur i realtid och stabilisering av processen i sluten loop
Temperatursvängningar i gjutformar orsakar mer än hälften av alla gjutproblem inom precisionstillverkning. De bästa anläggningarna installerar idag IoT-sensorer direkt inuti formhålrummen. Dessa sensorer skickar information i realtid till smarta styrdon som kan justera kylhastigheten med cirka 2 grader Celsius åt båda hållen. De justerar också injekteringstrycket mellan påfyllningar och förutsäger problem innan de uppstår, vilket minskar materialspill med cirka 30 %. Vad gör detta så effektivt? Slutna reglerloopar hanterar saker som värmeexpansion när material ändrar fas, tar hänsyn till hur olika legeringar flödar genom formar och håller allt stabilt utan att behöva stänga ner produktionslinjer för reparationer.

Avancerad materialvetenskap och legeringsoptimering
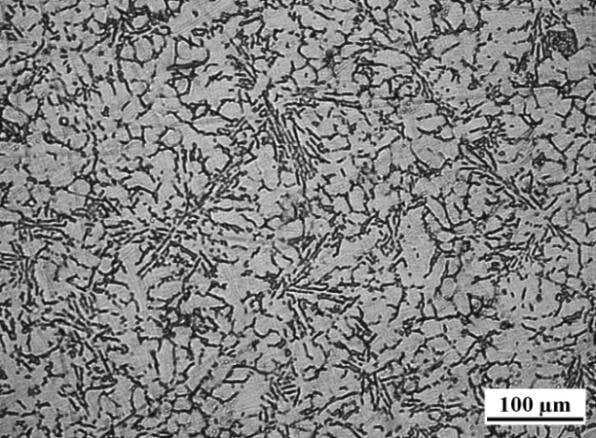
Ökad draghållfasthet för A380 med 22 % genom kontrollerad stelningsprocess och kornförfining
Toppoperationer för die-casting omvandlar hur material presterar tack vare framsteg inom metallvetenskapen. När ingenjörer styr hur snabbt metallen stelnar under gjutningen kan de förhindra att de irriterande krympningshål som bildas, och uppnå bättre kristallstrukturer i aluminiumlegeringen A380, som fortfarande är den mest använda legeringen för de flesta die-cast-delar. Kylsystem gör justeringar i realtid för att hålla temperaturerna exakt rätt under hela processen. Samtidigt bidrar tillsats av små mängder titan och bor till att bilda fina, enhetliga korn i metallens struktur. Dessa små korn hindrar faktiskt spridning av defekter vid pålagd spänning, vilket gör slutprodukten starkare i allmänhet. Fabrikstester har visat att kombinationen av dessa tekniker ökar A380:s draghållfasthet med cirka 22 %, samtidigt som materialet behåller tillräcklig seghet för att böjas utan att gå sönder. Komponenter som tillverkas på detta sätt klarar tyngre belastningar, vilket förklarar varför så många bil- och flygplansframställare byter till denna förbättrade process.
| Teknik | Funktion | Påverkan på A380 |
|---|---|---|
| Kontrollerad stelning | Styr kylningshastigheter | Minskar interna defekter med 40 % |
| Kornfining | Tillför nukleeringsmedel | Ökar korngränsdensiteten femfalt |
| Kombinerad process | Synkroniserar termisk/strukturkontroll | Uppnår en ökning av draghållfastheten med 22 % |
Denna vetenskapliga metodik säkerställer konsekvent högvolymsproduktion av lätta men robusta delar – och omvandlar legeringsoptimering till en strategisk tillverkningsfördel.

Slut-till-slut digital spårbarhet och integration av Industri 4.0
Full spårbarhet på lottnivå på under 6 sekunder: Från gjutlogg till digital tvilling
De bästa tryckgjutningsdrifterna kan spåra varje komponent genom hela processen på knappt sex sekunder när de kombinerar IoT-sensorer med blockchain-skyddade digitala tvillingar. Alla dessa kritiska parametrar under varje gjutning – tryck på cirka 12 000 PSI, smälttemperaturer på ca 700 grader Celsius samt varaktigheten för varje cykel – skickas direkt till centrala övervakningsskärmar. Det innebär att problem upptäcks nästan omedelbart, så kvalitetsgrupperna spenderar betydligt mindre tid på pappersarbete idag – dokumentationsbehovet minskar ungefär med tre fjärdedelar. Traditionella pappersspår är helt enkelt inte att jämföra. Med digital trådteknik registreras allt permanent från det ögonblick metallen börjar smälta tills delarna rullar av produktionslinjen, redo för leverans.
Prediktiv underhållsverksamhet som driver 99,2 % maskinupptid på ledande tryckgjutningsfabriker
Moderna vibrationsensorer kombinerade med artificiell intelligens kan förutsäga när utrustning riskerar att gå sönder ungefär tre dagar i förväg, vilket gör att dessa högtrycksdiecastingmaskiner kan köras med en tillgänglighet på cirka 99,2 procent de flesta gånger. Systemet analyserar faktiskt flera olika datapunkter samtidigt, inklusive värmmönster från termisk bildbehandling, register över hydrauliska tryck samt förändringar i hur mycket el motorerna drar. Alla dessa signaler analyseras så att tekniker exakt vet när underhållsarbete ska utföras, samtidigt som allt annat redan är schemalagt att vara offline ändå. Vad betyder detta för produktionen? Jo, fabriker rapporterar att de minskat antalet oväntade stopp med cirka två tredjedelar jämfört med innan denna teknik infördes. Dessutom håller gjutformar i genomsnitt cirka 40 000 cykler längre innan de behöver bytas ut, vilket motsvarar ungefär 22 procent fler produkter per år jämfört med vad som var möjligt med de gamla reaktiva underhållsmetoderna.
Bortom certifiering: Kundcentrerad validering och processgenomskinlighet
Branschcertifieringar som IATF 16949 är definitivt viktiga för grundläggande trovärdighet, men de bästa tryckgjutningsanläggningarna skiljer sig åt genom att gå längre än kraven i certifieringarna. Dessa ledande anläggningar fokuserar på att få direkt feedback från kunder och vara fullständigt öppna för hur saker fungerar bakom kulisserna. Papperscertifikat visar endast vad som var sant vid en specifik tidpunkt. Verkliga ledare inom branschen etablerar kontinuerliga system där kunder faktiskt kan följa produktionsdata i realtid, granska materialspecifikationer och granska processkontroller när som helst. Detta tillvägagångssätt minskar risker i hela leveranskedjan, eftersom köpare kan verifiera viktiga kvalitetsfaktorer – såsom porositet eller mått – mot det som fungerar bäst för deras specifika produkter innan något lämnar fabriksgolvet. När kunder har tillgång till register som visar hur gjutformar presterar över tid, spårar batchar av legeringar som använts och identifierar eventuella avvikelser under produktionen, skapas något unikt mellan tillverkare och kund. Kvalitetskontroll slutar vara enbart en slutkontroll och blir istället en del av dagliga samtal mellan ingenjörer som arbetar tillsammans för bättre resultat. De bästa fabrikerna förstår att verklig kvalitet inte kommer från vackra papperscertifikat på väggen, utan från ständig förbättring genom samarbete med de som faktiskt använder deras komponenter.

Vanliga frågor
Vad är fördelen med mikronnivåns precision inom die-casting?
Precision på mikronnivå gör det möjligt för die-casting-fabriker att uppnå en dimensionsnoggrannhet på ±0,05 mm, vilket säkerställer högkvalitativ produktion även i stor skala och avsevärt minskar dimensionsdrift.
Hur håller die-casting-fabriker temperaturkontrollen på formen i realtid?
Genom att använda IoT-sensorer i formhåligheterna kan die-casting-fabriker justera kylhastigheten och injektionstrycket i realtid, vilket förhindrar slöseri och säkerställer konsekvent produktionskvalitet.
Vilken inverkan har kontrollerad stelningsprocess på legeringen A380?
Kontrollerad stelningshantering minskar interna defekter med 40 % och, när den kombineras med kornförfining, ökar draghållfastheten hos A380-komponenter avsevärt.
Hur förbättrar digital spårbarhet die-casting-driften?
Digital spårbarhet möjliggör fullständig komponentspårning på under sex sekunder genom IoT-sensorer och blockchain, vilket leder till snabbare felidentifiering och minskad dokumentationsarbetsbelastning.
Vilken roll spelar förutsägande underhåll i die-casting?
Förutsägande underhåll, stött av AI och sensorer, gör det möjligt för die-casting-fabriker att upprätthålla 99,2 % maskinupptid genom att förutse utrustningsfel i förväg, vilket maximerar produktionsverkningsgraden.
Innehållsförteckning
- Precisionsteknik och strikt toleranskontroll
- Avancerad materialvetenskap och legeringsoptimering
- Slut-till-slut digital spårbarhet och integration av Industri 4.0
- Bortom certifiering: Kundcentrerad validering och processgenomskinlighet
-
Vanliga frågor
- Vad är fördelen med mikronnivåns precision inom die-casting?
- Hur håller die-casting-fabriker temperaturkontrollen på formen i realtid?
- Vilken inverkan har kontrollerad stelningsprocess på legeringen A380?
- Hur förbättrar digital spårbarhet die-casting-driften?
- Vilken roll spelar förutsägande underhåll i die-casting?